Вам также может понравиться
- Inedon. Especificacion Tecnica de Ensayos No DestructivosДокумент21 страницаInedon. Especificacion Tecnica de Ensayos No DestructivosGermanОценок пока нет
- 02 Implantación General y Disposición de Equipos PDFДокумент36 страниц02 Implantación General y Disposición de Equipos PDFabhishekОценок пока нет
- Inelectra INEDON: Criterios de Diseño para Edificios A Prueba de Explosion (Cuartos de Control)Документ22 страницыInelectra INEDON: Criterios de Diseño para Edificios A Prueba de Explosion (Cuartos de Control)Jose Luis Velasco CadavidОценок пока нет
- 903-HM120-P09-GUD-050 (Flujo Critico para Fluida Inconopresibles) PDFДокумент16 страниц903-HM120-P09-GUD-050 (Flujo Critico para Fluida Inconopresibles) PDFAlejandra Arias100% (1)
- Scip-Ig-P-09-I ELABORACIÓN DE LISTA DE LÍNEASДокумент6 страницScip-Ig-P-09-I ELABORACIÓN DE LISTA DE LÍNEASAndres Eloy Castro Villalta100% (1)
- 4-903-Hm140-t31-Gud-002 Rev1-Manual de Soportes Normalizados de Tuberias (Incluye Adenda)Документ179 страниц4-903-Hm140-t31-Gud-002 Rev1-Manual de Soportes Normalizados de Tuberias (Incluye Adenda)Carlos Matias Mendez ZambranoОценок пока нет
- 903-HM120-P09-GUD-083 (Sumario de Serv Ind. Quim. Cat.)Документ11 страниц903-HM120-P09-GUD-083 (Sumario de Serv Ind. Quim. Cat.)johysppereiraОценок пока нет
- Identificacion TuberiasДокумент14 страницIdentificacion TuberiasRikardo Alberto Leon Perez100% (2)
- 903 HM120 P09 Gud 069Документ180 страниц903 HM120 P09 Gud 069Anonymous tYQmhe6Z4C100% (1)
- Estudio de alternativas para acondicionar gas de campos petrolerosДокумент13 страницEstudio de alternativas para acondicionar gas de campos petrolerosAlejandra Arias100% (1)
- INEDON Especificacion Fabricación-Suministro PDFДокумент5 страницINEDON Especificacion Fabricación-Suministro PDFKelvin Jose Rojas GuardiazОценок пока нет
- Especificacion de Tuberias Recubiertas Con Cemento - 903-P3060-T11-Esp-020 - 1994-Rev.0 PDFДокумент19 страницEspecificacion de Tuberias Recubiertas Con Cemento - 903-P3060-T11-Esp-020 - 1994-Rev.0 PDFYesibel SuarezОценок пока нет
- A20ad910 PDFДокумент34 страницыA20ad910 PDFgilbertomjcОценок пока нет
- Guía para cálculos de gas blow-byДокумент20 страницGuía para cálculos de gas blow-byAnonymous tYQmhe6Z4CОценок пока нет
- Guia de Diseno para Los Sistemas de AlivДокумент302 страницыGuia de Diseno para Los Sistemas de Alivjroberto_1223100% (1)
- Paquetizacion de Equipos Sobre SkitДокумент18 страницPaquetizacion de Equipos Sobre SkitLenin Marcel Fajardo AlmeidaОценок пока нет
- Pdvsa H-221 (2013)Документ264 страницыPdvsa H-221 (2013)Alfredo Rafael AcostaОценок пока нет
- Instructivo para Control de AvanceДокумент33 страницыInstructivo para Control de AvanceFreddy Bravo100% (1)
- PDVSA Especificaciones para instalación de gasoductosДокумент42 страницыPDVSA Especificaciones para instalación de gasoductosjesusmetОценок пока нет
- Anclaje en ConcretoДокумент7 страницAnclaje en Concretocarrimonn11100% (1)
- Pi 02 08 01Документ80 страницPi 02 08 01inspmttoОценок пока нет
- Pasos para Limpieza y Pintura de TuberiaДокумент4 страницыPasos para Limpieza y Pintura de TuberiaJohann Alexander Caballero BohorquezОценок пока нет
- Especificaciones PinturaДокумент51 страницаEspecificaciones PinturaSebas FaustoОценок пока нет
- Taller de Flujo Multifasico-2008 - (v6) PDFДокумент78 страницTaller de Flujo Multifasico-2008 - (v6) PDFarmando0212-1100% (1)
- Manual de Flex y SoportesДокумент187 страницManual de Flex y SoportesGabriel Bourguignon100% (1)
- Capitulo 20Документ47 страницCapitulo 20Carlos Albán Salazar100% (2)
- Acondicionamiento Gas Combustible - Compresion PDFДокумент15 страницAcondicionamiento Gas Combustible - Compresion PDFrjramirez44Оценок пока нет
- Ed (Ep) - C-01.00 - Recipientes A PresionДокумент27 страницEd (Ep) - C-01.00 - Recipientes A PresionPablo Maximo100% (1)
- Bases y Criterios de Diseño INELECTRAДокумент81 страницаBases y Criterios de Diseño INELECTRAwylie01100% (1)
- L-TP 1 3Документ36 страницL-TP 1 3Erica HenryОценок пока нет
- Lectura e Interpretación de Diagramas de ProcesosДокумент76 страницLectura e Interpretación de Diagramas de ProcesosNilyan BertiОценок пока нет
- CURSO Flexibilidad AutoPIPE Rev BДокумент4 страницыCURSO Flexibilidad AutoPIPE Rev BmapasabcОценок пока нет
- Compresores PDFДокумент49 страницCompresores PDFElizabeth Dean100% (1)
- P 2 0451 03Документ56 страницP 2 0451 03cherockstarОценок пока нет
- T05gux02 Instructivo de Especificaciones de Materiales de Tuberias PDFДокумент128 страницT05gux02 Instructivo de Especificaciones de Materiales de Tuberias PDFNomar garciaparraОценок пока нет
- Ne 0505 PDFДокумент21 страницаNe 0505 PDFzejuanОценок пока нет
- Filosofia de Operacion - Rev - 0 27 de AbrilДокумент9 страницFilosofia de Operacion - Rev - 0 27 de AbrilGustavoAguilarRamirezОценок пока нет
- Procedimiento de Revisión Técnica de IngenieríaДокумент52 страницыProcedimiento de Revisión Técnica de IngenieríaramivelizОценок пока нет
- Ar16021 M T600 001 0 PDFДокумент72 страницыAr16021 M T600 001 0 PDFsantymo5316Оценок пока нет
- Contaminantes Del GasДокумент36 страницContaminantes Del GasAnonymous tYQmhe6Z4CОценок пока нет
- 903 HM120 P09 Gud 017Документ62 страницы903 HM120 P09 Gud 017Marina DebernardiОценок пока нет
- 903 HM120 P09 Gud 031Документ49 страниц903 HM120 P09 Gud 031Anonymous tYQmhe6Z4CОценок пока нет
- Me 513 DT Ci 03 000001Документ11 страницMe 513 DT Ci 03 000001Jose Antonio GomezОценок пока нет
- Manual de tuberías PDVSAДокумент332 страницыManual de tuberías PDVSASergio David Díaz YaguaranОценок пока нет
- H-221 Septiembre 2017Документ360 страницH-221 Septiembre 2017franciscocarvajal156592100% (1)
- Inelectra Elaboración de Diagramas Básicos de ProcesosДокумент52 страницыInelectra Elaboración de Diagramas Básicos de ProcesosSergio RodriguezОценок пока нет
- 903 P3100 P09 TEC 060 (Oleoducto)Документ24 страницы903 P3100 P09 TEC 060 (Oleoducto)Elizabeth Dean100% (1)
- Diapo FinalesДокумент48 страницDiapo FinalesJose Gonzales100% (1)
- Lineamientos de Control de MaterialesДокумент47 страницLineamientos de Control de Materialesobseman100% (1)
- Proceso de Soldadura y SimbologíaДокумент21 страницаProceso de Soldadura y SimbologíaJesus Yana QuispeОценок пока нет
- Soldadura Espacial ElectronicaДокумент73 страницыSoldadura Espacial ElectronicaRenzo Santamaria AcostaОценок пока нет
- Calificacion de SoldadoresДокумент55 страницCalificacion de SoldadoresAndrés CalvoОценок пока нет
- Diagnostico Del Modulo PDFДокумент76 страницDiagnostico Del Modulo PDFLuis Alberto Miranda TerrazasОценок пока нет
- Procedimiento de Aplicacion de Soldaduras v2Документ12 страницProcedimiento de Aplicacion de Soldaduras v2Marlon Humberto Navarro AltamarОценок пока нет
- Procedimiento Soldadura Api1104Документ20 страницProcedimiento Soldadura Api1104Julio AlcantaraОценок пока нет
- Ensayos No DestructivosДокумент21 страницаEnsayos No DestructivosJuan Carlos Arias RamirezОценок пока нет
- Conexiones SoldadasДокумент19 страницConexiones SoldadasjuniorОценок пока нет
- B31.8 2014, EspañolДокумент11 страницB31.8 2014, Españoljohnrojas950% (2)
- NORMA API 1104 TraducccionДокумент59 страницNORMA API 1104 TraducccionLuis100% (2)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Control de Montaje TuberiasДокумент11 страницControl de Montaje TuberiasmtbecerrapОценок пока нет
- WincheДокумент1 страницаWinchemtbecerrapОценок пока нет
- Catálogo General de Productos AbarasivosДокумент83 страницыCatálogo General de Productos AbarasivosDario de SantiagoОценок пока нет
- Control de Montaje EstructurasДокумент3 страницыControl de Montaje EstructurasmtbecerrapОценок пока нет
- Tabla de GalgasДокумент1 страницаTabla de GalgasmtbecerrapОценок пока нет
- Torque de Bridas PDFДокумент24 страницыTorque de Bridas PDFLuis Miguel Muñoz Duque100% (1)
- MPH 1060Документ13 страницMPH 1060AR RmsОценок пока нет
- Calculo de Cuerda, Arco y FlechaДокумент1 страницаCalculo de Cuerda, Arco y FlechamtbecerrapОценок пока нет
- EcuacionesДокумент2 страницыEcuacionesFelipe EpilefОценок пока нет
- FresasДокумент2 страницыFresasmtbecerrapОценок пока нет
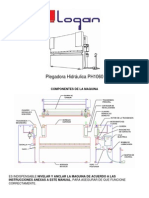
- Palanca HidraulicaДокумент4 страницыPalanca HidraulicamtbecerrapОценок пока нет
- Pipe Dimensions Imperial/Metric ChartДокумент2 страницыPipe Dimensions Imperial/Metric Chartmark1908Оценок пока нет
- Wissenswertes Hydraulikzylinder Es 0212Документ21 страницаWissenswertes Hydraulikzylinder Es 0212Darking1390Оценок пока нет
- Calculo de Vigas en TolvaДокумент12 страницCalculo de Vigas en Tolvamtbecerrap100% (1)
- Calculo Del Volumen de Un SiloДокумент1 страницаCalculo Del Volumen de Un SilomtbecerrapОценок пока нет
- Identificación de PernosДокумент1 страницаIdentificación de PernosmtbecerrapОценок пока нет
- Catalogo de Productos SaesaДокумент55 страницCatalogo de Productos SaesamtbecerrapОценок пока нет
- Cálculos de Dobles PDFДокумент2 страницыCálculos de Dobles PDFmtbecerrapОценок пока нет
- Calculo de RPMДокумент1 страницаCalculo de RPMmtbecerrapОценок пока нет
- Calculo de Vigas en TolvaДокумент12 страницCalculo de Vigas en Tolvamtbecerrap100% (1)
- Calculo Del Volumen de Un SiloДокумент1 страницаCalculo Del Volumen de Un SilomtbecerrapОценок пока нет
- Cálculos de Dobles PDFДокумент2 страницыCálculos de Dobles PDFmtbecerrapОценок пока нет
- Calendario Del 2017Документ13 страницCalendario Del 2017Ramirez EdyОценок пока нет
- Vigas de acero: dimensionado y cálculoДокумент4 страницыVigas de acero: dimensionado y cálculoHumberto Jose Bartoli AlcalaОценок пока нет
- Información de Metalbeca TripticoДокумент2 страницыInformación de Metalbeca TripticomtbecerrapОценок пока нет
- Calculo de Injerto A 90º 26 X 12Документ1 страницаCalculo de Injerto A 90º 26 X 12mtbecerrapОценок пока нет
- Diagrama de VДокумент201 страницаDiagrama de VDiego MartinezОценок пока нет
- Guias CilindroДокумент30 страницGuias CilindromtbecerrapОценок пока нет
- Catalogo de GraserasДокумент6 страницCatalogo de GraserasAlejandro Sanchez0% (1)
- Slydring EsДокумент66 страницSlydring EsmtbecerrapОценок пока нет
- Las 12 Partes de Un Protocolo de Investigación PDFДокумент6 страницLas 12 Partes de Un Protocolo de Investigación PDFNathan DVОценок пока нет
- Articulo Precio Cod. Barras Cantidad Listado de Accesorios de CelularДокумент1 страницаArticulo Precio Cod. Barras Cantidad Listado de Accesorios de CelularAnalía Zea AmoresОценок пока нет
- GRUPO 9 - FASE ANALISIS EVIDENCIA 2 - Características Diferenciadoras de La FPI y La Educación Superior en Colombia - ESP. PPFP 2023Документ10 страницGRUPO 9 - FASE ANALISIS EVIDENCIA 2 - Características Diferenciadoras de La FPI y La Educación Superior en Colombia - ESP. PPFP 2023JimenaОценок пока нет
- Derecho Petrolero: Características y normativa venezolanaДокумент5 страницDerecho Petrolero: Características y normativa venezolanaStéfany RodríguezОценок пока нет
- Clase 4 TEORÍAДокумент4 страницыClase 4 TEORÍARos BarbozaОценок пока нет
- Caso Capacitación y DesarrolloДокумент3 страницыCaso Capacitación y DesarrolloJulian Esteban RODRIGUEZ BARBOSAОценок пока нет
- Anexo 1 Formulario de Reporte de NO ConformidadДокумент1 страницаAnexo 1 Formulario de Reporte de NO ConformidadGerardo Valencia100% (1)
- Habilidades, Actitudes, Objetivos y Metas de Los Grupo de TrabajoДокумент6 страницHabilidades, Actitudes, Objetivos y Metas de Los Grupo de TrabajoDaniela Kamikaze SakuraiОценок пока нет
- Planta de Producción de BolsasДокумент4 страницыPlanta de Producción de BolsasAlberto ReyesОценок пока нет
- Cedula SatДокумент3 страницыCedula Satmartha isabelОценок пока нет
- Plan Auditoria Interna Iso9001Документ3 страницыPlan Auditoria Interna Iso9001Lenor ChileОценок пока нет
- Realiza Una VentaДокумент3 страницыRealiza Una VentaKevin PerezОценок пока нет
- Criterios de Rechazo de Muestras LC-GP-1-4-I (Rev07) PDFДокумент7 страницCriterios de Rechazo de Muestras LC-GP-1-4-I (Rev07) PDFCarolina TolosaОценок пока нет
- 10 Bloques PatronДокумент15 страниц10 Bloques Patronjhonny0% (1)
- Los fisiócratas y la economíaДокумент22 страницыLos fisiócratas y la economíacristiansearОценок пока нет
- Equilibrio químico CoCl2-H2OДокумент4 страницыEquilibrio químico CoCl2-H2OColores FalangeОценок пока нет
- La Era de Inteligencia en RedДокумент14 страницLa Era de Inteligencia en RedTito BenitezОценок пока нет
- GUIA DA ESTRADA 09 (Web) PDFДокумент45 страницGUIA DA ESTRADA 09 (Web) PDFtretadocostumeОценок пока нет
- Clase de MuestreoДокумент24 страницыClase de MuestreoKiara CastilloОценок пока нет
- Tucson 2.0 Dohc 2009Документ14 страницTucson 2.0 Dohc 2009Sergio JachoОценок пока нет
- Ejercicios PropuestosДокумент41 страницаEjercicios PropuestosDavid Andres PulloquingaОценок пока нет
- Diseño Urbano Ii - Castañeda GeldresДокумент46 страницDiseño Urbano Ii - Castañeda GeldresNAYDELINE SORAYDA GELDRES SALINASОценок пока нет
- VIGORДокумент14 страницVIGORRafael Sauceda LopezОценок пока нет
- Proyecto Integrador - Plagas Del CaféДокумент44 страницыProyecto Integrador - Plagas Del CaféAlberto DíazОценок пока нет
- Curriculum Juan Aceituno Mayo2010Документ5 страницCurriculum Juan Aceituno Mayo2010jaceituno9979Оценок пока нет
- JonathanPrieto Act2-Evidencia2Документ4 страницыJonathanPrieto Act2-Evidencia2Jonathan Prieto100% (2)
- Guia Matematica Undecimo - Decimo y Noveno GradoДокумент15 страницGuia Matematica Undecimo - Decimo y Noveno GradoAndrés CuelloОценок пока нет
- Informe Yeso y Cal LaboratorioДокумент33 страницыInforme Yeso y Cal Laboratoriozoly104Оценок пока нет
- Certificado de conformidad técnica obra mejoramiento vial CanchapalcaДокумент4 страницыCertificado de conformidad técnica obra mejoramiento vial Canchapalcapiter quispe lazoОценок пока нет
- USKALLACTAДокумент41 страницаUSKALLACTACarlos Gonzales Chirinos100% (1)