Вам также может понравиться
- BPVCДокумент1 страницаBPVCmtbecerrapОценок пока нет
- Mechanical FiberingДокумент1 страницаMechanical FiberingmtbecerrapОценок пока нет
- Piping Design InfoДокумент279 страницPiping Design InfoPradeep SarodeОценок пока нет
- Control - Tuberia - 530 IVAN TUAДокумент58 страницControl - Tuberia - 530 IVAN TUAmtbecerrapОценок пока нет
- Catalogo Leeson Electric Co PDFДокумент534 страницыCatalogo Leeson Electric Co PDFmtbecerrapОценок пока нет
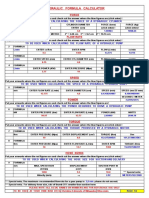
- Copia de Hirsch-Hydraulic-CalculatorДокумент1 страницаCopia de Hirsch-Hydraulic-Calculatormtbecerrap0% (1)
- Pesos de Componentes SPG-SBRG-SPRGДокумент3 страницыPesos de Componentes SPG-SBRG-SPRGmtbecerrapОценок пока нет
- Ev DG05Документ14 страницEv DG05mtbecerrapОценок пока нет
- Boston ReducersДокумент356 страницBoston ReducersVicente Banda ZuñigaОценок пока нет
- Renold Conveyor Section1&2 0508 PDFДокумент51 страницаRenold Conveyor Section1&2 0508 PDFmtbecerrapОценок пока нет
- Astm D2657 - 07Документ7 страницAstm D2657 - 07dsalguero_2100% (2)
- Tsubaki Backstop AntiretornoДокумент12 страницTsubaki Backstop Antiretornomtbecerrap100% (1)
- Lincoln Er-308l Gtaw Acero InoxidableДокумент2 страницыLincoln Er-308l Gtaw Acero InoxidablemtbecerrapОценок пока нет
- Boiler Material and Typical ApplicationsДокумент1 страницаBoiler Material and Typical Applicationsmtbecerrap100% (1)
- Pipe Dimensions Imperial/MetricДокумент3 страницыPipe Dimensions Imperial/MetricmtbecerrapОценок пока нет
- SSPC Vis 1Документ2 страницыSSPC Vis 1cesar100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Normal HS 2073 - 2016-12-02-12-30-16 PDFДокумент562 страницыNormal HS 2073 - 2016-12-02-12-30-16 PDFSandeep JoshiОценок пока нет
- NuclearДокумент10 страницNuclearUsman MunirОценок пока нет
- Co 2Документ6 страницCo 2Sitti Nur QomariahОценок пока нет
- Basf Masterflow 649 TdsДокумент4 страницыBasf Masterflow 649 Tdsgazwang478Оценок пока нет
- Atoms and Elements (Chemistry Notes)Документ4 страницыAtoms and Elements (Chemistry Notes)wlkernanОценок пока нет
- Hydraulic Fracturing Theory and Practice: R. D. Barree Barree & Associates LLCДокумент18 страницHydraulic Fracturing Theory and Practice: R. D. Barree Barree & Associates LLCmoorpvrОценок пока нет
- 0653 - w12 - QP - 11 (Combined)Документ20 страниц0653 - w12 - QP - 11 (Combined)MCHОценок пока нет
- Embuild BrochureДокумент38 страницEmbuild BrochureKawish TamourОценок пока нет
- Electrooculography and It's ApplicationsДокумент48 страницElectrooculography and It's ApplicationsRose Edward50% (6)
- Planar MetalsДокумент11 страницPlanar MetalsSilvano Prado0% (1)
- Folder GluingДокумент3 страницыFolder GluingSyed Mujtaba Ali Bukhari100% (1)
- Welding Technology NotesДокумент89 страницWelding Technology NotesSanjay JangraОценок пока нет
- MorphologyДокумент5 страницMorphologyJimi LeeОценок пока нет
- Semester/Concrete Technology (9021) /experiment-02 PDFДокумент14 страницSemester/Concrete Technology (9021) /experiment-02 PDFjestinvthomasОценок пока нет
- Data Sheet N2XH-J, N2XH-O: DB 1550556EN ApplicationДокумент1 страницаData Sheet N2XH-J, N2XH-O: DB 1550556EN ApplicationMihai BancuОценок пока нет
- Lectureone Introduction To BioChE - 2Документ20 страницLectureone Introduction To BioChE - 2desalegn abera100% (1)
- 905 3SДокумент4 страницы905 3SyasafyОценок пока нет
- Process Pipeline Repair ClampsДокумент4 страницыProcess Pipeline Repair ClampsHeru SuryoОценок пока нет
- Zhang 2022Документ10 страницZhang 2022Statistics LearningОценок пока нет
- Description and Solubility - MTZДокумент6 страницDescription and Solubility - MTZPityu PíОценок пока нет
- Experiment No. 2 Classes of Chemical Reactions BackgroundДокумент5 страницExperiment No. 2 Classes of Chemical Reactions BackgroundjonastolentinoОценок пока нет
- PGK-L1 The Following Text Is For Question No. 1Документ2 страницыPGK-L1 The Following Text Is For Question No. 1Sri AyamiОценок пока нет
- Method For Ultra High Purity Gold - Gold Refining ForumДокумент11 страницMethod For Ultra High Purity Gold - Gold Refining Forummladen lakic100% (1)
- Article WJPR 1467266667Документ10 страницArticle WJPR 1467266667Atthapu ThirupathaiahОценок пока нет
- Batch Reactor Manual PDFДокумент4 страницыBatch Reactor Manual PDFPradeep DiwakarОценок пока нет
- LP Hydrocarbons Theresa Mae LlosaДокумент3 страницыLP Hydrocarbons Theresa Mae LlosaMae ThereseОценок пока нет
- RNA Structure, Functions WebДокумент25 страницRNA Structure, Functions WebEmad ManniОценок пока нет
- Ethylenediamine Complexes of ChromiumДокумент5 страницEthylenediamine Complexes of ChromiumMatt PraterОценок пока нет
- TDS OF H-408 Silicone Adjuvant For AgricultureДокумент2 страницыTDS OF H-408 Silicone Adjuvant For AgricultureAda FuОценок пока нет
- Project 4 Ethylene OxideДокумент12 страницProject 4 Ethylene OxideNhan Nguyen Van100% (4)