Вам также может понравиться
- Condition Assessment Technologies For Water Transmission and DistributionДокумент149 страницCondition Assessment Technologies For Water Transmission and Distributionmarkus_naslundОценок пока нет
- Gas Transmission and Distribution Planning ManualДокумент184 страницыGas Transmission and Distribution Planning ManualHugo NunesОценок пока нет
- San Antonio Water Syste Condition Assessment ProgramДокумент6 страницSan Antonio Water Syste Condition Assessment Programmarkus_naslundОценок пока нет
- Deformation of Buried HDPE Pipes Subjected To Differential Soil SettlementДокумент9 страницDeformation of Buried HDPE Pipes Subjected To Differential Soil Settlementmarkus_naslundОценок пока нет
- Gas Transmission and Distribution Planning ManualДокумент184 страницыGas Transmission and Distribution Planning ManualHugo NunesОценок пока нет
- Gas Transmission and Distribution Planning ManualДокумент23 страницыGas Transmission and Distribution Planning Manualmarkus_naslundОценок пока нет
- Chapter 06Документ110 страницChapter 06Avinash VasudeoОценок пока нет
- Pipeline ManifoldsДокумент9 страницPipeline ManifoldsElendu Emmanuel ChigozieОценок пока нет
- What Need Know About ProbioticsДокумент51 страницаWhat Need Know About Probioticsmarkus_naslundОценок пока нет
- Colonoscopy DangersДокумент20 страницColonoscopy Dangersmarkus_naslundОценок пока нет
- Ltyg Quick Start GuideДокумент22 страницыLtyg Quick Start Guidemarkus_naslundОценок пока нет
- Innovation January February 2017Документ40 страницInnovation January February 2017markus_naslundОценок пока нет
- 随它吧 Let it go Mandarin LyricsДокумент2 страницы随它吧 Let it go Mandarin Lyricsmarkus_naslundОценок пока нет
- AutoimmuneSolution FINAL PDFДокумент24 страницыAutoimmuneSolution FINAL PDFMihaela Gradinaru100% (6)
- Crack Tip Opening Displacement: Using Materials Testing To Control CracksДокумент8 страницCrack Tip Opening Displacement: Using Materials Testing To Control Cracksmarkus_naslundОценок пока нет
- FRACTURE PROPAGATION Fracture-Arrest Prediction Requires Correction FactorsДокумент9 страницFRACTURE PROPAGATION Fracture-Arrest Prediction Requires Correction Factorsmarkus_naslundОценок пока нет
- Drop Weight Test/Dynamic Tear Test ASTM E 436 E 604 & American Petroleum Institute (API) - 5L Application ReportДокумент2 страницыDrop Weight Test/Dynamic Tear Test ASTM E 436 E 604 & American Petroleum Institute (API) - 5L Application Reportmarkus_naslundОценок пока нет
- Steel Pipe Design PresentationДокумент34 страницыSteel Pipe Design Presentationseeralan balakrishnan100% (1)
- Crack Tip Opening Displacement: Using Materials Testing To Control CracksДокумент8 страницCrack Tip Opening Displacement: Using Materials Testing To Control Cracksmarkus_naslundОценок пока нет
- Characterization and Calculation of Fracture Toughness For High Grade PipesДокумент82 страницыCharacterization and Calculation of Fracture Toughness For High Grade Pipesmarkus_naslundОценок пока нет
- Dry Gas Compressor Seals Piyush ShahДокумент8 страницDry Gas Compressor Seals Piyush Shahmarkus_naslundОценок пока нет
- Stress Intensity FactorsДокумент21 страницаStress Intensity FactorsraeggaemanОценок пока нет
- Leak Versus Rupture Considerations For Steel Low-Stress PipelinesДокумент40 страницLeak Versus Rupture Considerations For Steel Low-Stress Pipelinesmarkus_naslundОценок пока нет
- Vancouver Gardens: Innovative Chinese Housing Development Featuring Sweeping Branches of Douglas-Fir GlulamДокумент2 страницыVancouver Gardens: Innovative Chinese Housing Development Featuring Sweeping Branches of Douglas-Fir Glulammarkus_naslundОценок пока нет
- Owner's Man Ual: For 5110 and 5124 Series Portable Davit CranesДокумент24 страницыOwner's Man Ual: For 5110 and 5124 Series Portable Davit Cranesmarkus_naslundОценок пока нет
- Dry Gas Compressor Seals Piyush ShahДокумент8 страницDry Gas Compressor Seals Piyush Shahmarkus_naslundОценок пока нет
- Gasket HandbookДокумент48 страницGasket Handbookgladiatork00796% (24)
- SS-810-P 0.5in SS Pipe PlugДокумент1 страницаSS-810-P 0.5in SS Pipe Plugmarkus_naslundОценок пока нет
- Grundfos Pump HandbookДокумент160 страницGrundfos Pump HandbookRoshan ShanmughanОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Thesis On Carbon FiberДокумент10 страницThesis On Carbon Fiberbrendapotterreno100% (2)
- GEA MultiMAXX PDF 29 MB PDFДокумент24 страницыGEA MultiMAXX PDF 29 MB PDFMire Si VasiОценок пока нет
- EN Thalachrome S PDFДокумент1 страницаEN Thalachrome S PDFthyskieОценок пока нет
- Piping Flexibility Analysis (B 31.3)Документ151 страницаPiping Flexibility Analysis (B 31.3)Majid Sattar100% (1)
- Snap-On Wall System Extrusion: 3 MTR Length Anodized / Powder Coated - Aluminium Cover Mill Finish Aluminium Base 50% MovementДокумент12 страницSnap-On Wall System Extrusion: 3 MTR Length Anodized / Powder Coated - Aluminium Cover Mill Finish Aluminium Base 50% MovementVarunn VelОценок пока нет
- 3M Thinsulate TAI2047Документ2 страницы3M Thinsulate TAI2047Nic CheongОценок пока нет
- Drude LorentzFreeElectronTheory PDFДокумент137 страницDrude LorentzFreeElectronTheory PDFKushalОценок пока нет
- Name of Teacher Issues &concers Strategies Time Frame Person Involved SignatureДокумент9 страницName of Teacher Issues &concers Strategies Time Frame Person Involved SignatureMerlinda LibaoОценок пока нет
- Hardness TestДокумент6 страницHardness TestRanu GamesОценок пока нет
- Detail Panel Dan PJU1Документ8 страницDetail Panel Dan PJU1Meigy R. KatikaОценок пока нет
- (7-1) Normal Depth and Best Hydraulic Sections of Open Channels PDFДокумент9 страниц(7-1) Normal Depth and Best Hydraulic Sections of Open Channels PDFMohamed Wayrah100% (1)
- Keyboard Shortcut Commands by Category: However, This List Covers Many of The Out-Of-The-Box Shortcuts AvailableДокумент7 страницKeyboard Shortcut Commands by Category: However, This List Covers Many of The Out-Of-The-Box Shortcuts AvailabledasaОценок пока нет
- Lab 321 #1 VVVДокумент12 страницLab 321 #1 VVVSamОценок пока нет
- Sample Pn01cs2s01Документ6 страницSample Pn01cs2s01Lynn BishopОценок пока нет
- Chilled Water Fan Coil UnitPart-7Документ1 страницаChilled Water Fan Coil UnitPart-7Enak CenirОценок пока нет
- Nursery & Kindergarten School Project ProposalДокумент6 страницNursery & Kindergarten School Project ProposalAhmed SaidОценок пока нет
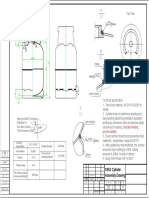
- 10KG Cylinder Assembly DrawingДокумент1 страница10KG Cylinder Assembly Drawingpaul akhanobaОценок пока нет
- Module 15 - UNIT III - PolymersДокумент12 страницModule 15 - UNIT III - PolymersJhess GaliciaОценок пока нет
- Checklist For PMGSY Road WorksДокумент4 страницыChecklist For PMGSY Road WorksrkpragadeeshОценок пока нет
- Installation Instructions: CautionДокумент32 страницыInstallation Instructions: CautionCristian MejiaОценок пока нет
- Fire Fighting (From Basics To Installation) - NFPA-13Документ218 страницFire Fighting (From Basics To Installation) - NFPA-13Kashif MuhammadОценок пока нет
- Lesson 3 The Plasticating and Injection Unit: Key QuestionsДокумент10 страницLesson 3 The Plasticating and Injection Unit: Key QuestionsBruno RubioОценок пока нет
- KMC Work Permit Form 1Документ1 страницаKMC Work Permit Form 1Kenneth Dela CruzОценок пока нет
- Fisher Scientific - Isotemp Microbiological IncubatorsДокумент6 страницFisher Scientific - Isotemp Microbiological IncubatorsButton DavidsonОценок пока нет
- Building Materials in Ancient RomeДокумент5 страницBuilding Materials in Ancient RomeShaikh AvaisОценок пока нет
- ME8391-Engineering Thermodynamics PDFДокумент20 страницME8391-Engineering Thermodynamics PDFbharathОценок пока нет
- 7.1 Transmission of Prestress (Part I) : 7.1.1 Pre-Tensioned MembersДокумент14 страниц7.1 Transmission of Prestress (Part I) : 7.1.1 Pre-Tensioned Memberssrikanth didlaОценок пока нет
- RGA Installation-ManualДокумент11 страницRGA Installation-ManualOscar MorenoОценок пока нет
- Carbon Fibre Reinforced RodsДокумент7 страницCarbon Fibre Reinforced RodsKiran KoshyОценок пока нет
- ESTAR HVACRaterChecklistДокумент4 страницыESTAR HVACRaterChecklistMeshal Al-mutairiОценок пока нет