Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Dynamics of Interest Rate and Equity VolatilityДокумент9 страницDynamics of Interest Rate and Equity VolatilityZhenhuan SongОценок пока нет
- Chapter Two Complexity AnalysisДокумент40 страницChapter Two Complexity AnalysisSoressa HassenОценок пока нет
- Principles of SOAДокумент36 страницPrinciples of SOANgoc LeОценок пока нет
- Managerial Accounting-Fundamental Concepts and Costing Systems For Cost Analysis Module 1Документ40 страницManagerial Accounting-Fundamental Concepts and Costing Systems For Cost Analysis Module 1Uzma Khan100% (1)
- ATLAS HONDA Internship ReportДокумент83 страницыATLAS HONDA Internship ReportAhmed Aitsam93% (14)
- Interpreting Engineering Drawings Unit 50: Datum TargetsДокумент13 страницInterpreting Engineering Drawings Unit 50: Datum TargetsVinaya Almane DattathreyaОценок пока нет
- Product Overview: Put Us To Work - For You!Документ1 страницаProduct Overview: Put Us To Work - For You!Vinaya Almane DattathreyaОценок пока нет
- 1-888-CURBELL: Curbell Plastics Is A Proud Supplier of Ensinger ProductsДокумент2 страницы1-888-CURBELL: Curbell Plastics Is A Proud Supplier of Ensinger ProductsVinaya Almane DattathreyaОценок пока нет
- Engineering MaterialsДокумент93 страницыEngineering MaterialsVinaya Almane DattathreyaОценок пока нет
- Polycarbonate Film Makrofol LM228 160005 CurbellДокумент4 страницыPolycarbonate Film Makrofol LM228 160005 CurbellVinaya Almane DattathreyaОценок пока нет
- Foamboard Fome Cor CurbellДокумент2 страницыFoamboard Fome Cor CurbellVinaya Almane DattathreyaОценок пока нет
- Bond Acrylic Weldon 42Документ2 страницыBond Acrylic Weldon 42Vinaya Almane DattathreyaОценок пока нет
- Heat StakingДокумент2 страницыHeat StakingVinaya Almane DattathreyaОценок пока нет
- Polycarbonate Film Bayfol CR 6 2 CurbellДокумент1 страницаPolycarbonate Film Bayfol CR 6 2 CurbellVinaya Almane DattathreyaОценок пока нет
- Adhesives Cyanoacrylates Apollo 2150Документ2 страницыAdhesives Cyanoacrylates Apollo 2150Vinaya Almane DattathreyaОценок пока нет
- Silicone RTV Boss 310Документ2 страницыSilicone RTV Boss 310Vinaya Almane DattathreyaОценок пока нет
- Petg Film CurbellДокумент1 страницаPetg Film CurbellVinaya Almane DattathreyaОценок пока нет
- Vespel SCP 5000 Datasheet CurbellДокумент2 страницыVespel SCP 5000 Datasheet CurbellVinaya Almane DattathreyaОценок пока нет
- Polycarbonate Film Makrofol LM228 160005 CurbellДокумент4 страницыPolycarbonate Film Makrofol LM228 160005 CurbellVinaya Almane DattathreyaОценок пока нет
- Öæãàpæç Pýä Pü®Ü Pæãí Üêüãüá 3 Ñýóüè Óæãæ: Bpæãà Aýæpüäwæ GÇ Pýv ÌДокумент1 страницаÖæãàpæç Pýä Pü®Ü Pæãí Üêüãüá 3 Ñýóüè Óæãæ: Bpæãà Aýæpüäwæ GÇ Pýv ÌVinaya Almane DattathreyaОценок пока нет
- Foamboards Application GuideДокумент1 страницаFoamboards Application GuideVinaya Almane DattathreyaОценок пока нет
- Vespel Using AdhesivesДокумент2 страницыVespel Using AdhesivesVinaya Almane Dattathreya100% (1)
- Polycarbonate Mak Lumen XT CurbellДокумент2 страницыPolycarbonate Mak Lumen XT CurbellVinaya Almane DattathreyaОценок пока нет
- Vespel S Parts Shapes PropertiesДокумент18 страницVespel S Parts Shapes PropertiesVinaya Almane DattathreyaОценок пока нет
- Bond Plastic Weldon 4052Документ2 страницыBond Plastic Weldon 4052Vinaya Almane DattathreyaОценок пока нет
- Tracker Pro Otm600 1.5Документ19 страницTracker Pro Otm600 1.5Camilo Restrepo CroОценок пока нет
- Vodafone M2M Integrated M2M Terminals Overview BrochureДокумент4 страницыVodafone M2M Integrated M2M Terminals Overview BrochureJamie JordanОценок пока нет
- Projects: Term ProjectДокумент2 страницыProjects: Term ProjectCoursePinОценок пока нет
- Caso Kola RealДокумент17 страницCaso Kola RealEvelyn Dayhanna Escobar PalomequeОценок пока нет
- August 2015Документ96 страницAugust 2015Cleaner MagazineОценок пока нет
- Nissan E-NV200 Combi UKДокумент31 страницаNissan E-NV200 Combi UKMioMaulenovoОценок пока нет
- Fracture and FatigueДокумент15 страницFracture and FatigueZou JiaweiОценок пока нет
- DR-2100P Manual EspДокумент86 страницDR-2100P Manual EspGustavo HolikОценок пока нет
- Belimo Fire & Smoke Damper ActuatorsДокумент16 страницBelimo Fire & Smoke Damper ActuatorsSrikanth TagoreОценок пока нет
- Dr. Li Li Prof. Feng Wu Beijing Institute of TechnologyДокумент20 страницDr. Li Li Prof. Feng Wu Beijing Institute of TechnologyNarasimman NarayananОценок пока нет
- Introduction To Wireless and Mobile Systems 4th Edition Agrawal Solutions ManualДокумент12 страницIntroduction To Wireless and Mobile Systems 4th Edition Agrawal Solutions Manualethelbertsangffz100% (34)
- Unit 13 - Business Hotels and Sales ConferencesДокумент24 страницыUnit 13 - Business Hotels and Sales ConferencesMiguel Angel Escoto CanoОценок пока нет
- Sealant Solutions: Nitoseal Thioflex FlamexДокумент16 страницSealant Solutions: Nitoseal Thioflex FlamexBhagwat PatilОценок пока нет
- Question Bank For Vlsi LabДокумент4 страницыQuestion Bank For Vlsi LabSav ThaОценок пока нет
- Data Mining - Exercise 2Документ30 страницData Mining - Exercise 2Kiều Trần Nguyễn DiễmОценок пока нет
- Writing Task The Strategy of Regional Economic DevelopementДокумент4 страницыWriting Task The Strategy of Regional Economic DevelopementyosiОценок пока нет
- The Role of OrganisationДокумент9 страницThe Role of OrganisationMadhury MosharrofОценок пока нет
- Question Paper: Hygiene, Health and SafetyДокумент2 страницыQuestion Paper: Hygiene, Health and Safetywf4sr4rОценок пока нет
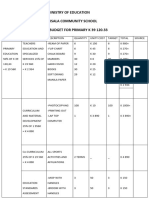
- Ministry of Education Musala SCHДокумент5 страницMinistry of Education Musala SCHlaonimosesОценок пока нет
- TP1743 - Kertas 1 Dan 2 Peperiksaan Percubaan SPM Sains 2023-20243Документ12 страницTP1743 - Kertas 1 Dan 2 Peperiksaan Percubaan SPM Sains 2023-20243Felix ChewОценок пока нет
- Management in English Language Teaching SummaryДокумент2 страницыManagement in English Language Teaching SummaryCarolina Lara50% (2)
- Oxygen BarrierДокумент20 страницOxygen BarrierKarina ArdizziОценок пока нет
- Risk Analysis and Management - MCQs1Документ7 страницRisk Analysis and Management - MCQs1Ravi SatyapalОценок пока нет
- SMK Techno ProjectДокумент36 страницSMK Techno Projectpraburaj619Оценок пока нет
- KV Tripple Eccentric Butterfly Valve-LinДокумент12 страницKV Tripple Eccentric Butterfly Valve-LinWelma JohnsonОценок пока нет