Вам также может понравиться
- Evaluación Fresadora CNCДокумент4 страницыEvaluación Fresadora CNCLuis ArenasОценок пока нет
- Diseño de utillajes, matricería y prototipado con SolidWorksОт EverandDiseño de utillajes, matricería y prototipado con SolidWorksРейтинг: 3 из 5 звезд3/5 (1)
- Hoja de Procesos FinalДокумент3 страницыHoja de Procesos FinalFernando Yael0% (1)
- Roscado Externo en TornoДокумент16 страницRoscado Externo en TornoFideito PereiraОценок пока нет
- Diseño de Dado de Forjado OoДокумент13 страницDiseño de Dado de Forjado OoMariela Tapia SalazarОценок пока нет
- Plan de MaquinadoДокумент8 страницPlan de Maquinadobrenda adrianoОценок пока нет
- Instructivo Piezas MásterДокумент6 страницInstructivo Piezas MásterRichi SotoОценок пока нет
- Teoria RoladorasДокумент12 страницTeoria RoladorasalexherreracristinaОценок пока нет
- Troqueleria y MatriceriaДокумент20 страницTroqueleria y MatriceriaElbin Antonio EspinalОценок пока нет
- Lista de Comandos de MastercamДокумент4 страницыLista de Comandos de MastercamNorbertoEsparza100% (1)
- El Perfilado Es Un Proceso de Fabricación Por Deformación Plástica Que Se Aplica A Chapa MetálicaДокумент8 страницEl Perfilado Es Un Proceso de Fabricación Por Deformación Plástica Que Se Aplica A Chapa MetálicaFreddy Mamani AtayupanquiОценок пока нет
- Cizallado PDFДокумент10 страницCizallado PDFleogrignafini100% (1)
- Parametros de FresadoДокумент27 страницParametros de FresadoAgata Fernandez GarciaОценок пока нет
- Proforma Maquina TroqueladoraДокумент6 страницProforma Maquina TroqueladoraMarvin SantyОценок пока нет
- Esmerilado 1 PDFДокумент15 страницEsmerilado 1 PDFJuan Cho50% (2)
- Análisis de Ingeniería Del EmbutidoДокумент5 страницAnálisis de Ingeniería Del EmbutidoAle Calixto HermosillaОценок пока нет
- Catalogo Matriceria y MoldesДокумент87 страницCatalogo Matriceria y MoldesRitxar Df100% (1)
- Ajustes y Tolerancias ANSIДокумент34 страницыAjustes y Tolerancias ANSISergio Buenaventura BaezОценок пока нет
- Diseño HerramentalesДокумент90 страницDiseño HerramentalesAdan BarreraОценок пока нет
- ForjadoДокумент19 страницForjadoDiego ParraОценок пока нет
- Mantenimiento de La Afiladora de Brocas-Cía. Minera CondestableДокумент6 страницMantenimiento de La Afiladora de Brocas-Cía. Minera CondestablePedro SuriОценок пока нет
- Cálculos de Engranaje (Fabricación en El Taller)Документ5 страницCálculos de Engranaje (Fabricación en El Taller)mariacmantillabОценок пока нет
- Descripción Del Proceso de Fabricación Respecto Tuerca Giratoria de Acero Duro TX10TДокумент8 страницDescripción Del Proceso de Fabricación Respecto Tuerca Giratoria de Acero Duro TX10TAngel Caballero100% (1)
- AcerosДокумент9 страницAcerosBryanyMariaОценок пока нет
- Corte ComparativoДокумент6 страницCorte ComparativoEdward LcОценок пока нет
- E974 Ensayo de Bomba HidráulicaДокумент8 страницE974 Ensayo de Bomba HidráulicaDiegoCarrascoTabiloОценок пока нет
- Calculo Del Disco Primitivo de EmbuticionДокумент2 страницыCalculo Del Disco Primitivo de EmbuticionJose Carlos YvОценок пока нет
- FRESADOДокумент6 страницFRESADOJudith CervantesОценок пока нет
- ElectroerocionДокумент16 страницElectroerocionalexanderОценок пока нет
- 4 Procesos de Maquinado y Máquinas HerramientaДокумент17 страниц4 Procesos de Maquinado y Máquinas HerramientasermucomОценок пока нет
- TaladradoДокумент3 страницыTaladradocalcetono100% (2)
- Corte y PunzonadoДокумент3 страницыCorte y PunzonadoJulián VSОценок пока нет
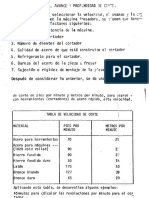
- Velocidad Avance y Profundidad de CorteДокумент3 страницыVelocidad Avance y Profundidad de Corterojelio garciaОценок пока нет
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 9Документ9 страницTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 9Julio C. Camargo Santos100% (1)
- ActividaddobladoДокумент2 страницыActividaddobladoJorge David Vivas RojasОценок пока нет
- Dimensionamiento de Una MatrizДокумент33 страницыDimensionamiento de Una MatrizSebastiánSalas0% (2)
- Guia de Ejercicios Diagrama Hombre MaquinaДокумент5 страницGuia de Ejercicios Diagrama Hombre MaquinaCarlos Alexis LunaОценок пока нет
- Calculo de La Silueta InicialДокумент3 страницыCalculo de La Silueta InicialMari NinosОценок пока нет
- Capx. - Cadenas - FinalДокумент39 страницCapx. - Cadenas - FinalnelsonОценок пока нет
- Seleccion de Insertos y Portaherramientas para Tornos, de Acuerdo A La ISOДокумент34 страницыSeleccion de Insertos y Portaherramientas para Tornos, de Acuerdo A La ISOgdfg100% (1)
- Tipos de Fresas y CaracterísticasДокумент6 страницTipos de Fresas y CaracterísticasKrristiian RodrriguezzОценок пока нет
- Matriceria PresentacionДокумент36 страницMatriceria PresentacionDiego Mendoza AncallaОценок пока нет
- Procesos de Maquinado y AcabadoДокумент16 страницProcesos de Maquinado y AcabadoKakaroto Maximo Decimo Meridio100% (1)
- 24Документ2 страницы24Victor LojaОценок пока нет
- Condiciones de Corte en El FresadoДокумент3 страницыCondiciones de Corte en El Fresadoluis mujicaОценок пока нет
- Medicion y Instrumentos de Un PernoДокумент6 страницMedicion y Instrumentos de Un PernoALAN DAVID SURCO HUAHUASONCCOОценок пока нет
- Universidad Del Altantico Procesos de MaДокумент3 страницыUniversidad Del Altantico Procesos de MaAndrés GuerreroОценок пока нет
- Taper LockДокумент2 страницыTaper Lockfer81280Оценок пока нет
- Asignación6 EjerciciosCap24Документ1 страницаAsignación6 EjerciciosCap24Abimelec0% (1)
- Vibraciones MecanicasДокумент5 страницVibraciones MecanicasErnesto LariosОценок пока нет
- 9 Practica de Limadora - Taller BasicoДокумент18 страниц9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Operaciones de EstiradoДокумент2 страницыOperaciones de EstiradoGerson Delgado FarfanОценок пока нет
- Manual para El Rectificado-2-55-3-54Документ52 страницыManual para El Rectificado-2-55-3-54ALEJANDRO BERNAL SALAMANCAОценок пока нет
- Trabajo Practico No 4 - Diagrama Diente de Sierra y Variacion de VelocidadДокумент1 страницаTrabajo Practico No 4 - Diagrama Diente de Sierra y Variacion de Velocidadhgaczek-1Оценок пока нет
- Aida Tech Vol 1 Cargas Fuera de Centro en Troqueles de Estaciones MúltiplesДокумент7 страницAida Tech Vol 1 Cargas Fuera de Centro en Troqueles de Estaciones MúltiplesAdolfo DonОценок пока нет
- Lo Que Hay Que Saber Sobre El PlegadoДокумент9 страницLo Que Hay Que Saber Sobre El Plegadoxabarin_81100% (1)
- Teoria Del Plegado PDFДокумент9 страницTeoria Del Plegado PDFPaulina Velarde VelásquezОценок пока нет
- Lo Que Hay Que Saber Sobre El Plegado - 14 - 06 - 2007 - Metal-MecánicaДокумент9 страницLo Que Hay Que Saber Sobre El Plegado - 14 - 06 - 2007 - Metal-MecánicajuanjavsaОценок пока нет
- Plegado de Chapa Con Un Punzón y Una MatrizДокумент10 страницPlegado de Chapa Con Un Punzón y Una MatrizOscar CruzОценок пока нет
- Preparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109От EverandPreparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Оценок пока нет
- Efecto FaradayДокумент6 страницEfecto FaradaySebastian Soto PerdomoОценок пока нет
- Conexiones SoldadasДокумент19 страницConexiones SoldadasAndres Vicente AlvaradoОценок пока нет
- Las Propiedades Mecánicas en Los Tableros de Partículas1Документ18 страницLas Propiedades Mecánicas en Los Tableros de Partículas1Danae Barrantes AlbanОценок пока нет
- Ensayo de Dobles GuiadoДокумент2 страницыEnsayo de Dobles GuiadoEdison Enrique Hidalgo SilvaОценок пока нет
- EmetropizacionДокумент29 страницEmetropizacionmarcelino100% (1)
- Matematica IIIДокумент6 страницMatematica IIIFreddy Acuña VillaОценок пока нет
- Ejercicio Venturi 5Документ13 страницEjercicio Venturi 5Cristian GarciaОценок пока нет
- Ensayo de Dureza RockwellДокумент3 страницыEnsayo de Dureza RockwellCristian Paúl Torres DíazОценок пока нет
- Especificaciones Tecnicas ArquitecturaДокумент60 страницEspecificaciones Tecnicas ArquitecturaDario P FloresОценок пока нет
- Practica de FisicaДокумент2 страницыPractica de FisicaKevin SantillanОценок пока нет
- T3 Mecanica y Resistencia de MaterialesДокумент66 страницT3 Mecanica y Resistencia de MaterialesAndres Chockee RoqeОценок пока нет
- Puente ColganteДокумент5 страницPuente ColganteEduardoОценок пока нет
- Proyecto Mecánico Regla Vibradora para HormigonДокумент10 страницProyecto Mecánico Regla Vibradora para HormigonDany Caballero ArnezОценок пока нет
- Guía de Aprendizaje 1 - JoharyДокумент3 страницыGuía de Aprendizaje 1 - JoharyJohary SevillaОценок пока нет
- Motor Lineal TrabajoДокумент11 страницMotor Lineal TrabajoKevin Huamani JaureguiОценок пока нет
- Metodo Del Triangulo de PotierДокумент5 страницMetodo Del Triangulo de PotierHernan Camilo ContrerasОценок пока нет
- Procesos de Mineria SubterraneaДокумент44 страницыProcesos de Mineria SubterraneaeluniversitarioutpОценок пока нет
- TrepanosДокумент23 страницыTrepanosCelia Gimena Puma VillcaОценок пока нет
- Manual Laboratorio CC II - 2018 1Документ115 страницManual Laboratorio CC II - 2018 1skayfer0% (1)
- Apuntes Del Ensayo de Compresion ASTM C39 HORMIGONДокумент13 страницApuntes Del Ensayo de Compresion ASTM C39 HORMIGONPErez AntonioОценок пока нет
- Examen Parcialcalculo3 - Semana 4 - CB - Segundo Bloque-Calculo III - (Grupo1)Документ5 страницExamen Parcialcalculo3 - Semana 4 - CB - Segundo Bloque-Calculo III - (Grupo1)Ruben VillegasОценок пока нет
- MCC en Derivacion e IndependienteДокумент19 страницMCC en Derivacion e IndependienteRosermideReyesОценок пока нет
- 03 HerramientasДокумент52 страницы03 HerramientasKratos2711Оценок пока нет
- NTC3252Документ7 страницNTC3252Oscar Andres Anacona GiraldoОценок пока нет
- Calidad de La PotenciaДокумент5 страницCalidad de La PotenciaCarlos AguiarОценок пока нет
- Fuentes de Poder para SoldaduraДокумент5 страницFuentes de Poder para SoldaduraAbrahanОценок пока нет
- Analisis Matricial de Estruturas Tipo ParrillaДокумент34 страницыAnalisis Matricial de Estruturas Tipo Parrillaing_jhon_franz100% (2)
- FunconesДокумент55 страницFunconesDaniel Enrique Jiménez PaivaОценок пока нет