Академический Документы
Профессиональный Документы
Культура Документы
0610.1 - Shell and Tube Heat Exchangers PDF
Загружено:
venkatrangan2003Исходное описание:
Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
0610.1 - Shell and Tube Heat Exchangers PDF
Загружено:
venkatrangan2003Авторское право:
Доступные форматы
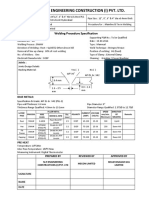
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 1 of 30
Date: 07/08/02
SHELL AND TUBE HEAT EXCHANGERS
TABLE OF CONTENTS PAGE
I. SCOPE 3
II. REFERENCES 3
III. GENERAL REQUIREMENTS 4
IV. SECTION 1 - GENERAL 5
1.2 General 5
V. SECTION 2 - PROPOSALS 6
VI. SECTION 3 - DRAWINGS AND OTHER REQUIRED DATA 6
3.1 Outline Drawings 6
3.2 Information Required After Drawings are Reviewed 6
3.3 Final Records 8
VII. SECTION 4 - DESIGN 9
4.1 Design Temperature 9
4.2 Cladding for Corrosion Allowance 9
4.3 Shell Supports 9
4.4 Stationary Head (Channel) 11
4.5 Floating Head 11
4.6 Tube Bundle 12
4.7 Nozzles and Other Connections 16
4.8 Flanged External Girth J oints 20
4.10 Gaskets 21
4.11 Handling Devices 21
VIII. SECTION 5 - MATERIALS 22
5.1 General 22
5.2 Gaskets 22
5.3 Tubes 22
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 2 of 30
TABLE OF CONTENTS PAGE
IX. SECTION 6 - FABRICATION 23
6.1 Shells 23
6.2 Pass Partition Plates 23
6.3 Connection J unctions 23
6.5 Welding 23
6.6 Heat Treatment 23
6.8 Gasket Contact Surfaces Other than Nozzle Flange Facings 24
6.10 Assembly 24
X. SECTION 7 - INSPECTION AND TESTING 25
7.1 Quality Assurance 25
7.2 Quality Control 25
7.3 Pressure Testing 26
7.4 Nameplates and Stamping 27
XI. SECTION 8 - PREPARATION FOR SHIPMENT 27
XII. SECTION 9 - SUPPLEMENTAL REQUIREMENTS 28
APPENDIX I: SHELL & TUBE EXCHANGER ANCHOR LOCATION 29
APPENDIX II: PREPARATION OF ROLLED J OINTS IN TUBESHEETS >4" (thick) 30
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 3 of 30
SHELL AND TUBE HEAT EXCHANGERS
I. SCOPE
A. This Standard, together with applicable Industry Standards, covers the minimum
requirements for shell and tube exchangers used in general refinery and
petrochemical services.
B. This Standard does not cover double pipe exchangers, tank heaters, surface
condensers (partially covered), and standard off-the-shelf accessory exchangers
normally furnished with packaged equipment, such as small lube or seal flush
coolers on rotating equipment.
C. Where conflicts exist between this Engineering Standard and other Polaris
Engineering Standards and/or applicable codes or regulations, the more stringent
requirement shall govern. All conflicts shall be brought to clients attention for
resolution. client shall be the sole arbiter of any conflicts.
II. REFERENCES
This Polaris Standard is to be used in conjunction with the latest revision of the standards
and codes listed below, unless specifically noted. The terminology latest revision shall
be interpreted as the revision in effect at the time of contract award. This Polaris
Standard may reference specific sections of some of these codes and standards. The
revision of the codes and standards being referenced is noted below in parenthesis. This
information is provided to identify the subject matter being referenced. Changes or
exceptions made to the referenced code or standard shall apply to later revisions as
applicable.
A. American Petroleum Institute (API) Standards
660 Shell-and-Tube Heat Exchangers for General Refinery Services
(6
th
Edition, 2001)
B. Standards of the Tubular Exchanger Manufacturer's Association (TEMA) (8th
Edition, 1999)
C. Polaris Engineering Standards
1. 140.10 General Welding, Fabrication and Inspection
2. 150.1 Equipment Purchases, General Engineering Requirements
3. 170.1 Positive Material Identification (Alloy Materials)
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 4 of 30
4. 415.1 Design Loads for Structures and Equipment
5. 500.1 Pressure Vessels - Carbon and Low Alloy Steel
6. 500.2 Pressure Vessels - Alloy Lined Steel
7. 592.2.2 Standard Nozzle Details for Clad and Lined Vessels
8. 592.2.1 Nameplate Bracket Details
9. 596.1.7 Grounding Lug Details
10. 1400.1 Painting Process Equipment and Piping
11. 1500.2 Hydraulic Stud Torquing
D. American Society of Mechanical Engineers (ASME) Standards:
1. B16.5 Pipe Flanges and Flanged Fittings NPS through NPS 24
(1998)
2. B16.20 Metallic Gaskets for Pipe Flanges, Ring-J oint, Spiral-
Wound and J acketed (2000)
3. B16.47 Large Diameter Steel Flanges NPS 26 through NPS 60
(1998)
4. B46.1 Surface Texture (1995)
5. Section I Rules for Construction of Power Boilers (2001)
6. Section VIII Division 1 Rules for Construction of Pressure Vessels
(2001)
III. GENERAL REQUIREMENTS
A. Shell and tube heat exchangers covered by this Standard shall be designed,
fabricated, inspected and tested in accordance with API Standard 660 except as
modified in this Standard, the Polaris Engineering Standards and individual data
sheets listing specific operating conditions and special requirements, and TEMA.
The order of precedence is:
1. Data Sheet
2. This Standard
3. Polaris Engineering Standards
4. API Standard 660
5. TEMA R
B. Paragraph numbers referenced in this standard refer to paragraph numbers
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 5 of 30
in API Standard 660. Reference is made only to those paragraphs where
an exception is taken, an option exercised, or supplementary information
is added. Each paragraph is identified by the heading shown below which
denotes what action has been taken regarding the subject matter of the
corresponding paragraph of API Standard 660.
HEADING ACTION
Decision A decision has been made where required by the
corresponding paragraph.
Exception An exception has been made to the corresponding
paragraph. Such exception does not invalidate the entire
subparagraph, but only that portion of the paragraph to
which the exception applies.
Substitution A substitution has been made for the corresponding
paragraph in its entirety.
Modification An amplification, rewording, or addition has been made to
the corresponding paragraph, but not a substitution
invalidating the paragraph.
New A new subparagraph, which does not appear in API
Standard 660, which is to be inserted in numerical order in
API Standard 660 adding supplemental requirements to the
same main paragraph subject matter.
Deletion A statement that is to be completely removed from the
standard.
IV. SECTION 1 - GENERAL
1.2 General
1.2.1 Modification - Exchangers shall conform to Class R requirements, of the
TEMA Standards (latest edition and addenda). In addition ASME Section
I of the ASME Code may be mandated in lieu of Section VIII, Division I
when required. Where conflict occurs with regulatory and/or insurance
agencies concerning full Section I stamping, it is incumbent on the Vendor
to advise the Purchaser of the circumstances immediately.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 6 of 30
1.2. 4 Decision - All exchangers shall be ASME Code stamped and registered
with the National Board of Boiler and Pressure Vessel Inspectors.
V. SECTION 2 - PROPOSALS
2.2.8. New - The vendor shall guarantee the exchanger against defective
workmanship or materials, improper design, freedom from vibration either
mechanical or acoustical, and failure to perform as specified at design
conditions. The guarantee period shall be as stated in the Purchase Order
Terms and Conditions. If the exchanger does not perform satisfactorily or
defects occur during this period, the vendor shall make necessary repairs,
alterations, or replacements at no cost to Polaris. If shipment or receipt of
the completed exchanger is delayed by the purchaser or by factors outside
the control of the vendor or purchaser, extension of the guarantee period
shall be subject to negotiation with Polaris.
VI. SECTION 3 - DRAWINGS AND OTHER REQUIRED DATA
3.1 Outline Drawings
3.1.1 Modification Vendor shall submit drawings for approval as required by
the purchase order. All drawings and other documentation shall be in
English and shall be prepared using US customary units for all dimensions
and data. Vendor shall furnish one reproducible copy of qualified welding
procedures and other documents, required by Polaris Engineering
Standard 140.10 for review and approval prior to start of fabrication. No
welding shall be done prior to the clients and/or Polaris written
acceptance of the procedures. Vendor shall ensure that all sub-vendors are
also in complete compliance with this standard.
3.2 Information Required After Drawings Are Reviewed
3.2.1 Modification - Vendor shall furnish certified outline drawings in
accordance with the Purchase Order.
3.2.3 Modification - Vendor shall furnish one reproducible copy of qualified
welding procedures and other documents, required by Polaris Engineering
Standard 140.10 for review and approval prior to start of fabrication. No
welding shall be done prior to the clients and/or Polaris written
acceptance of the procedures.
3.2.4 Modification - After receipt of Purchaser's comments on the outline
drawings the Vendor must send calculations with detail drawings as
described in Paragraph 3.2.5. Failure by the Vendor to include
calculations with detail drawings can result in contract delay.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 7 of 30
3.2.5 Modification - Vendor shall prepare and submit, for review, one
reproducible copy of calculations to accompany the detail approval
drawings. They are to represent complete mechanical design.
Calculations must have a cover sheet with the following information:
a. Identification: Item number, purchase order number, Vendor's shop
order number and project name and location.
Where design calculations are computer generated, input data shall
be included along with necessary explanatory notes for
interpretation. Output data shall include the applicable formulas
with the proper values shown as a part of those formulas along
with the results. The exchanger fabricator is responsible for the
accuracy of all computer programs used for the analysis.
b. Design pressure and design temperature.
c. Corrosion allowances.
d. TEMA size and type.
e. Number of passes
f. Maximum allowable working pressure (hot and corroded) and
limiting component
g. Maximum allowable working pressure (new and cold) and limiting
component
Detailed calculations, for approval and record, are required for the design
of all components and appurtenances of the exchanger. These shall
include:
a. Weight calculation: fabricated, operating, and full of water.
b. Thickness of shell, head, tubesheets, etc.
c. Compliance with Charpy test requirements per ASME code based
on material, thickness and minimum design metal temperature
(MDMT)
d. Reinforcement requirements for nozzles, manways, etc.
e. Saddle supports based on Zick analysis
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 8 of 30
f. Wind and earthquake analysis
g. Local stress analysis for external loads on nozzles and attachments.
h. Lifting and tailing devices including their effects on the exchanger.
i. Drawings of any required test rings shall be furnished. Drawings
shall be submitted of the "code" nameplate and the supplementary
nameplate. Information provided on the supplementary name plate
will include the following:
1) Exchanger Service and Item Number
2) P.O. Number
3) Maximum Allowable Working Pressure - MAWP (New
and cold) and shop test pressure.
4) Field Hydrostatic Test Pressures on each side based on
MAWP (hot and corroded)
5) Any test or operating limits such as differential pressure.
6) Number, size and gauge of tubes, (Birmingham Wire Gage
- BWG specified minimum or average wall), length, and
square feet of surface area.
7) Minimum design metal temperatures and specified vacuum
service and temperature.
8) If Post Weld Heat Treatment (PWHT), a warning should
specify that the equipment is stress relieved and welding is
not permitted.
3.3 Final Records
Modification - The Vendor shall maintain records of the following for at least five
(5) years:
(a) Certified material test reports or certificates of compliance.
(b) Temperature-Recorder charts made during PWHT.
(c) A complete set of radiographs and records as described in UA-51 of
Section VIII of ASME Code; except for time retention.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 9 of 30
VII. SECTION 4 - DESIGN
4.1 Design Temperature
4.1.4 New - For design temperatures of 800
o
F and higher, the design details for
nozzles, supports and other attachments to the exchanger shall be free of
high local stress concentrations. Design details using fillet welds shall be
avoided unless welds are ground to a smooth radius.
4.1.5 New- Unless otherwise specified exchangers shall be designed for full
vacuum at 300 F on shell and tube sides.
4.2 Cladding for Corrosion Allowance.
4.2.1 Modification - Unless indicated otherwise on the exchanger data sheet, the
minimum thickness of applied liners or cladding shall be the greater of 1/8
inch or the specified corrosion allowance
4.2.2 Modification - Unless indicated otherwise on the exchanger data sheet, the
minimum thickness of applied liners or cladding shall be the greater of 1/8
inch or the specified corrosion allowance
4.2.3 New - Shellside corrosion allowance shall be applied to tube bundle
baffles.
4.2.4 New - The specified minimum thickness of corrosion-resistant lining or
cladding shall be applicable to all exposed surfaces including sides and
bottom of partition grooves and other gaskets grooves. See Polaris
Engineering Standard 592.2.2..
4.2.5 New - For sleeve lining or strip lining refer to Polaris Engineering
Standard 500.2 and Section 5 of this Standard.
4.3 Shell Supports
4.3.1 Modification - The fixed shell support and anchor bolt size are to be
designed to withstand a longitudinal force twice the bundle weight.
Minimum anchor bolt size is 1 inch diameter. Refer to Appendix I, the
saddles with slotted holes are to be at the saddles closest to the channel
end.
4.3.3 Modification - The lower shells of stacked removable-bundle heat
exchangers shall be designed to carry the superimposed load without
suffering distortion that could cause binding of the tube bundles. The
corrosion allowance shall be deducted before investigating such external
loading. Differential thermal expansion between shells shall be
considered.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 10 of 30
4.3.6 New - Projection distance of upper and lower intermediate supports
between stacked exchangers shall provide a minimum of 12" clearance
between adjacent body flanges.
4.3.7 New - All exchangers weighing 30,000 lbs. or more (full of water) shall
have supports designed in accordance with L.P. Zick's paper "Stresses in
Large Horizontal Cylindrical Pressure Vessels on Two Saddle Supports".
The calculations shall be submitted for review.
4.3.8 New - When stacked exchangers are used, the Fabricator shall investigate
potential thermal expansion problems of the intermediate connecting
nozzles and supports, caused by vertical and horizontal differential
expansion forces.
4.3.9 New - All exchangers with an I.D. of 36 inches or greater or weighing
more than 30,000 lbs. full of water, shall have the shell evaluated for the
effect caused by loading on support lugs. Calculations shall be made with
the shell cylinder in the corroded condition and the exchanger full of
water. The calculations shall be submitted for review.
4.3.10 New - The Fabricator shall locate all welded joints on shop drawings
submitted for approval. Longitudinal joints in adjacent shell courses shall
be offset.
4.3.11 New - Wherever possible, nozzles, reinforcing pads for nozzles, and other
attachments shall not be located over longitudinal and circumferential
weld joints. If this is unavoidable, approval must be obtained from the
client and/or Polaris and the welded joint shall be ground smooth and
radiographed for its entire covered length, plus 1 inch on each side.
4.3.12 New - The maximum shell diameter shall be 44 inches I.D. unless
otherwise approved by the client and/or Polaris.
4.3.13 New - Exchanger supports shall be located per Appendix I, of this
Standard, unless otherwise noted.
4.3.14 New Exchangers shall be designed for the wind load and seismic loads
specified in Polaris Engineering Standard 415.1.
4.4 Stationary Head (Channel)
4.4.4 New - Unless otherwise specified channel covers shall be removable
(flanged).
4.4.5 New - Drain holes shall not be provided in pass partition plates unless
approved by the client and/or Polaris.
4.4.6 New - When using TEMA the maximum allowable flat channel cover
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 11 of 30
deflection for all diameters shall be 0.03125 inches. The thickness used
for the channel cover will be the greater of the ASME Sect. VIII
calculation or TEMA R.
4.5 Floating Head
4.5.6 New - Floating head flanges and bolting shall be designed for the most
severe design temperature (Internal and External). Metal temperatures
may be used only if calculations for metal temperatures are submitted to
the client and/or Polaris for review.
4.5.7 New - Gasket seating area of pass ribs shall be considered in the design of
floating head flanges.
4.5.8 New - For internal flange bolting, when the shell material is higher alloy
than carbon steel, the bolts and nuts shall be equal to or better than the
shell material with regard to chemical and mechanical properties.
4.5.9 New - Where a single pass floating head design is required and approved
by the client and/or Polaris, a bellows type internal expansion joint shall
be used for the floating head nozzle connection.
4.5.9.1 New - The expansion joint shall be designed for full internal and
external design pressure applied independently, and jointly.
4.5.9.2 New - The expansion joint shall be designed to accommodate the
maximum design temperature, including steam-out conditions.
4.5.9.3 New - There shall be an internal sleeve welded to the upstream
end.
4.5.9.4 New - The expansion joint shall be "cold set" during assembly
for the design movement so that it will be in the neutral position
when at the normal operating temperature.
4.5.9.5 New - Provide permanent external stiffening stays to prevent
damage to the expansion joint during maintenance.
4.5.9.6 New - Minimum design cycle life shall be 5000 cycles.
4.5.10 New - The Vendor is expected to expose the floating tubesheet tube-joints
during the testing process for verification of leakers or seepers. If the
client has not ordered a test head, the Vendor shall use a head from
inventory suitable for a low pressure test of at least 50 PSI. If the client
has ordered a test head, a full test pressure is expected. Care should be
taken by the Vendor to avoid work-hardening tube ends at this joint. The
painting system on the test head shall be per Polaris Engineering Standard
1400.1, system I.A. on all surfaces (internal and external). The gasket
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 12 of 30
surfaces shall be coated with a rust inhibitive.
4.6 Tube Bundle
4.6.1 Tubes
4.6.1.1 Substitution - The minimum tube outside diameter shall be 3/4
inches.
4.6.1.2 Substitution - 3/4 inch O.D. tubes and 1 inch O.D. tubes shall be
used and if 12 BWG minimum wall or thicker is required due to
frequent cleaning, such as residual oil service, then 1 inch O.D. is
required. The required minimum values of tube diameter and
wall thickness are as follows:
Material
Tube
O.D.
B.W.G.
(Min. Wall)
B.W.G.
(Avg. Wall)
Thickness
Copper and
Copper Alloys
3/4 16 NA 0.065
1 14 NA 0.083
Carbon Steel, Aluminum
and Aluminum Alloys
3/4 NA 12 0.109
1 NA 10 0.134
Stainless Steel and Other
Alloys
3/4 NA 14 0.083
1 NA 14 0.083
Notes:
a) Average wall tubes of one BWG thicker may be used in place of
the specified minimum wall tubes.
b) Tubes specified from Copper & Copper Alloys shall be
minimum wall tubes. Tubes from all other materials shall be
average wall tubes.
c) Carbon Steel tubes must be seamless. Stainless Steel tubes may
be seamless or autogenous fusion welded, with clients approval.
All other alloy tubes shall be seamless unless approved by client.
4.6.1.5 New - Unless otherwise specified on the individual data sheet
and approved by client, U-Bends in U-Tube bundles shall be in a
vertical plane.
4.6.1.6 New - The nominal length of tubes for removable bundles shall
be a maximum of 20 feet.
4.6.1.7. New - Where yield strengths of tubes used in an Exchanger shell
exceed 10% variation due to heat or mill differences, the Vendor
will advise the client and/or Polaris immediately and also provide
an "as-built" tubesheet drawing locating the groups of tubes to
assist the client in future re-rollings when confronted with such
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 13 of 30
variation. In such instances, data requested on Appendix II will
be completed by the Vendor and furnished to the client.
4.6.1.8 New Square pitch shall be used on exchangers in high fouling
services with a shell side fouling factor over 0.002 Hr Ft
2
F/Btu.
4.6.1.9 New A minimum in-tube velocity based on liquid normal flow
rate with a fouling factor of:
0.002 Hr Ft
2
F /Btu shall be minimum 3.3 fps
0.003 Hr Ft
2
F /Btu shall be minimum 4 fps
0.004 Hr Ft
2
F /Btu shall be minimum 4.5 fps
4.6.2 Tube Sheets
4.6.2.4 Exception - The Fabricator is expected to calculate a full
diameter tubesheet using formulae from ASME Section VIII,
Division I, Paragraph UG-34, and TEMA 1999, Paragraph
RCB7.134, and use the thicker tubesheet. Both calculations are
to be shown on Vendor submittal.
4.6.2.5 New - In the case of TEMA Type "B" stationary heads only; the
stationary tubesheets on removable bundles shall be of "full
diameter" design, with shoulder studs to retain the tube sheet to
shell joint when bonnet is removed. Tubesheet extension shall
be strong enough to allow hydrotesting of bundle on both sides
when bolted separately to channel or shell. Allowable strength
for this purpose only may be three-fourths of yield.
4.6.2.5.1 Where solid stainless steel tube sheets are used with
a design pressure over 600 psig, the requirement of
4.6.2.5 may be modified with clients approval to a
design the tubesheet for a 300-450#+differential
pressure with a warning plate. This is typical for
HDS combined feed service.
4.6.2.6 New - Tubesheets for fixed tube sheet exchangers shall be
designed per the requirements of TEMA with the following
exception: The stress value of the tube sheet shall be based on
the maximum design temperature of the shell side or tube side
design temperature, whichever is greater. The modulus of
elasticity and the mean coefficient of thermal expansion for the
shell cylinder, tubes and tube sheet are to be based on calculated
metal temperatures.
4.6.2.7 New - Tubes in expanded joints shall be expanded for the full
thickness of the tubesheet less 1/8 inch on the shellside face up to
the tubesheet thickness of four tube diameters. If the tubesheet is
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 14 of 30
thicker than four tube diameters, rolling shall cover a width of
three tube diameters from the tubeside face and one tube
diameter from the shellside face to within 1/8 inch of the
shellside face. For thick tubesheets involving the latter
procedure, the Fabricator will provide data to the client described
in Appendix II.
4.6.3 Transverse Baffles and Support Plates
4.6.3.1 Modification - The shell side corrosion allowance shall be
applied to the bundle baffles and support plates. TEMA Table
RCB-4.41 (1999 Edition) thicknesses will be increased
accordingly.
4.6.3.3 New - Baffle material shall be the same pressure vessel quality
plate as the shell. If the shell is clad or weld overlaid, the baffles
will be the same material as the overlay.
4.6.3.4 New - Baffle cuts of single-segmental baffles for sensible heat
transfer service on the shell side shall be between 15% and 30%
of the shell diameter. The first baffle shall be located as close to
the tube sheets as possible, consistent with the specified baffle
spacing. In this regard, the floating head support shall be as
close to the floating tube sheet as possible. Baffles shall not be
located between the inlet and outlet nozzle and the respective
tube sheet unless a deflector baffle is provided to direct flow
across the tube sheet.
4.6.3.5 New - When maximum baffle cuts are required with U-tube
construction having horizontal bends, consideration must be
given to the addition of extra tie-rods on the vertical centerline to
give added rigidity to the two bundle halves.
4.6.3.6 New - Special consideration shall be given to ensure adequate
support of tubes in inlet and outlet flow zones and of U-bends to
prevent vibration.
4.6.4 Impingement Protection
4.6.4.1 Substitution - Where impingement protection of the tube bundle
is required per TEMA RCB-4.61, a solid plate shall be used.
Slotted or perforated plates shall not be used without the
approval of client. Swaged inlet nozzles where the impingement
plate is located in the nozzle shall not be used. Vapor belts may
be used at the Manufacturer's option.
4.6.4.2 Substitution The diameter of impingement plates shall be equal
to the nozzle I.D. plus 2 inches (minimum). It shall be attached
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 15 of 30
to the tube bundle and may be any shape. There shall be at least
1/16 inch clearance between the bottom of the plate and the top
of the tubes.
4.6.4.4 Substitution - The impingement plate shall not be less than 1/4
inch nominal thickness for carbon or 3/16 inch nominal thickness
for non-ferrous or high alloy materials.
4.6.4.5 Modification - Impingement baffle plates shall be attached in a
manner providing at least two parallel edges for support.
4.6.5 Bypass Sealing Devices
4.6.5.1 Substitution - Bypass sealing devices are required in peripheral
bypass lanes when the radial distance from the outermost tube of
the tube bundle and the shell inside diameter exceeds one inch.
Internal bypass sealing devices are required in the bypass lane
between the innermost tube row of U-tube bundles when the pass
partition lane is not parallel to the baffle cut. The number of
seals in each bypass lane shall be determined as follows: (Refer
to API 660 Figure 1)
1. A minimum of two pair of seals shall be located in the
peripheral bypass lane with one pair at the top and one pair
at the bottom of the tube bundle.
2. A minimum of one pair of seals shall be located in the
internal bypass lane. If the requirement for the minimum
pairs cannot be physically met, single seals shall be located
at the centerline of the tube bundle.
3. Outermost seal plates in peripheral or internal bypass lanes
shall be located between one and three inches from the
edge of baffle cuts.
4.6.5.4 Modification - Continuous tube lanes shall be maintained for all
square and rotated square pitch arrays.
4.6.5.8 New - Baffle window areas which are void of tubes shall be
sealed with baffle "ears," except where "no-tubes-in window"
designs are intentional.
4.6.6 Bundle Skid Bars
4.6.6.1 Modification - Bundles shall be provided with skid bars when
bundle weight exceeds 12,000 lbs. As a minimum two bars, 1-
inch high by 2 inches wide, mounted 15 degrees each side of the
bottom centerline shall be provided. The bars shall be adequate
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 16 of 30
to permit handling the bundle with a cable sling without
damaging the tubes or baffles. Weld bars to intersecting baffles.
4.7 Nozzles and Other Connections
4.7.1 Substitution - All nozzles must be flanged, raised face. The inlet and
outlet stream connections shall be faced and drilled to the rating specified
on the data sheets.
a. Minimum nozzle size shall be 1 1/2 inch for exchanger design
temperatures up to 750 F.
b. Minimum nozzle size shall be 2 inches for exchanger design
temperatures exceeding 750 F.
c. With the exception of hill side or long projection nozzles, nozzle
sizes 2 inches and under shall be long welding necks.
d. The minimum exchanger nozzle rating for sizes 2 inches and less
shall be 300 lbs.
4.7.2 Substitution - Welded connections shall not be used.
4.7.3 Substitution Nonflanged or threaded connections shall not be used. All
connections shall be flanged per paragraph 4.7.1.
4.7.4.c. Deletion
4.7.5 Substitution - Slip-on flanges and couplings are not allowed. N.P.T.
connections are not allowed.
4.7.6 Modification - Flanges 24 inches nominal size and smaller shall be in
accordance with the dimensions and ratings of ASME B16.5. Unless
approved by the client and/or Polaris, flange nominal sizes 26 to 60
inclusive, shall be in accordance with the dimensions and ratings of
ASME B16.47 Series B(formerly API 605). Contractor shall verify that
ASME B16.47 Series B flanges are suitable for the intended application.
Other sizes shall be calculated in accordance with the applicable code and
shall be approved by the client and/or Polaris. Lap-joint flanges require
the client and/or Polaris approval. If allowed, the stub end shall be
equipped with stops to prevent falling when bolting is loosened.
4.7.9 Decision Clearance shall be provided for stud tensioning in accordance
with Polaris Engineering Standard 1500.2.
4.7.11 New - The inner edge of all nozzles shall be rounded to 1/8 inch radius.
All nozzles shall be flush with the inside surface of the exchanger unless
noted otherwise.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 17 of 30
4.7.12 New - Nozzle necks larger than 10 inches may be made of built-up
construction using formed plate necks and welding neck flanges when
seamless pipe is not readily available and such construction is approved by
the client and/or Polaris. Nozzle necks 10 inches and smaller shall be
made with seamless pipe and welding neck flanges. In any sizes, long
welding necks are preferred.
4.7.13 New - The corrosion allowance for nozzles and manways shall be at least
equal to the corrosion allowance specified for the exchanger side in which
they are located.
4.7.14 New - Each nozzle shall be adequately reinforced for new and cold as well
as corroded condition in accordance with code requirements. Nozzle
reinforcement shall not limit maximum new and cold maximum allowable
working pressure. Reinforcement for 2 inch nozzles shall be checked for
corroded condition.
Each reinforcing pad or section thereof shall have at least one test hole
tapped 1/4 inch NPT. The weld of each pad shall be given an air and soap
solution test (5 psig minimum), in the presence of the client's Inspector
before post weld heat treatment. After the test, the hole shall be filled with
corrosion inhibiting grease. The hole shall not be welded or plugged. If
the pad is fabricated in two parts the weld shall be oriented in the
circumferential direction. All rectangular and square reinforcing pads
shall have rounded corners with 3 inches minimum radius.
4.7.15 New Nozzle flange facings shall be machine finished as noted below for
spiral-wound gaskets, and a fine serrated finish for smooth metal gaskets.
The exchanger fabricator shall specify the type of finish to be furnished.
Welding neck flanges shall have the same bore as the nozzle necks to
which they are attached.
4.7.16 New All RF flanges shall have a flange surface finish range of 125 Ra
minimum to 250 Ra maximum. Finishes shall be judged by visual
comparison with AARH Standards, ASME B46.1.
4.7.17 New - External nozzle bolting shall be supplied by the exchanger
fabricator and shall be a minimum of ASTM A-193 Gr. B7 stud-bolts,
complete with two ASTM A-194 Gr. 2H semi-finished oil-quenched
heavy hex nuts each. For bolt metal temperatures over 800 F, bolting
shall conform to ASTM A-193 Gr. B16 stud-bolts with ASTM A-194 Gr.
4 nuts.
4.7.18 New - Gaskets shall be furnished as specified on the data sheets.
Dimensions of raised face gaskets shall be in accordance with ASME
B16.5. Flexitallic type "CG" (type "CGIU" for flanges over 24 inches
diameter) or equal shall be used for all hydrocarbon services. All
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 18 of 30
gasketing and packing, including test gaskets, shall be commercial quality
fabricated from asbestos-free material suitable for the process
environment. The Fabricator shall ship additional gaskets, shipped
separately with proper protection and identification, as follows:
a. For nozzles sizes up to and including 24 inches diameter, ship one
gasket new and unused for each nozzle having a cover.
b. For nozzle sizes larger than 24 inches diameter, ship two gaskets,
new and unused, for each nozzle having a cover.
4.7.19 New - Kettles: Level control, level glass, alarm and shutdown device
connections may be individual 1-1/2 inches (2 inches for over 750 F
design temperature) nozzles or on a bridle arrangement with 2 inch
nozzles (the bridle arrangement is preferred); however, alarm and
shutdown device connections shall not be combined on the same bridle
with level and gauge glasses.
4.7.20 New - On vertical exchangers: level glass, level control, alarm and
shutdown device connections shall have their own individual connections.
4.7.21 New - All level instrument connections shall be jig set.
4.7.22 New - For alloy nozzles or alloy lined nozzles (the client and/or Polaris
approval required prior to use) refer to Polaris Engineering Standard
500.2, Pressure Vessels, Alloy-lined steel.
4.7.23 New - All process nozzles of heat exchangers shall be provided with
pressure and temperature connections as prescribed in TEMA R, B-10.32
and RB-10.33. For stacked exchangers the instrument connections may be
omitted from one of the two mating connections as per TEMA R, B-10.4.
The connections shall have one (1) 1-inch and one (1) 1 inch long weld
neck flanged connection with blind flange, Flexitallic type stainless steel
gasket and appropriate bolting provided. Pressure rating of these
connections is to be consistent with the design of the heat exchanger, but
in no event less than 300 lb. The projection of these nozzles shall be long
enough to clear the insulation to allow for installation and removal of
bolts.
4.7.24 New - Process nozzles in the corroded condition shall be capable of
withstanding the moments and forces in Table 1 below. The forces act as
shown in TEMA Figure RGP-RCB-10.6 (1999 Edition).
TABLE 1 - MAXIMUM ALLOWABLE NOZZLE LOADS
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 19 of 30
NOZZLE
SIZE-
INCHES
FORCE
POUNDS
MOMENTS
POUND-FEET
P V
l
V
c
M
r
M
l
M
c
3 600 600 600 600 600 600
4 1000 1000 1000 1200 1000 1000
6 1800 1500 1500 3000 2700 2700
8 3000 2400 2400 6000 4500 4500
10 4000 3000 3000 6000 5500 5000
12 4500 4000 4000 6000 7000 6000
14 5000 5000 5000 7000 8000 7000
16 5800 5800 5800 7500 9000 8500
18 6500 6500 6500 8300 9800 9300
20 7000 7000 7000 9200 10500 10200
24 7700 7700 7700 10500 12500 11900
None of individual stresses (circumferential, longitudinal shear and
combined stresses) may exceed 2.5 x Sa at nozzle pipe OD for nozzle
without pads, or 1.0 x Sa at nozzle OD for nozzle with pad.
4.7.25 Vents and drains are to be 1 RF LWN blinded conditions with a 300#
minimum flange rating. For heavy oil services, fouling factor of 0.004 Hr
Ft
2
F/Btu or higher, 1 1/2 drains shall be provided.
4.8 Flanged External Girth J oints
4.8.2 Substitution - Shell and channel girth flanges are to be of forged steel,
weld neck type or hub type, faced for confined gaskets and have 150 lb.
rating, or higher, and thru-bolt joint construction. Slip-on welding flanges
shall not be used.
4.8.7 Decision Clearance shall be provided for stud tensioning in accordance
with Polaris Engineering Standard 1500.2.
4.8.8 New - All fabricated flanges shall conform to the requirements of
Appendix 2 of the ASME Boiler and Pressure Vessel Code Section VIII,
Division I.
4.8.9 New - All pressure boundary forgings, except standard ASME flanges
shall be ultrasonically examined in accordance with the ASME code,
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 20 of 30
Section II, SA-388.
4.10 Gaskets
4.10.1 Substitution - Gaskets shall be furnished as specified on the purchase
requisition. Dimensions of raised face gaskets shall be in accordance with
ASME B16.5, Appendix E. Flexitallic type ("CG" (type) "CGI" for
nozzle flanges over 24 inches diameter) or equal packing, including test
gaskets, shall be commercial quality fabricated from asbestos-free material
suitable for the process environment.
4.10.3 New - Internal floating head gaskets will be of double jacketed non-
asbestos gaskets
4.10.4 New - All solid metal gaskets and inner and outer compression -limiting
rings of spiral-wound gaskets shall be made from a single piece of metal
with no more than one weld. The thickness tolerances specified for the
gasket shall also apply to the weld.
4.10.5 New - Where spiral wound gaskets (flexitallic or equivalent) are used, and
pass partitions are required, the gasket for the pass partition shall be a
metal jacketed grafoil-filled strip of the same thickness as the girth gasket.
The ends of the strip shall be pinched together and each end shall be
welded to the spiral-wound gasket
4.10.6 New - All carbon steel or low alloy gaskets containing welds must have
the welds heat treated to remove hard spots.
4.11 Handling Devices
4.11.1 Modification - All lugs shall be completely seal welded to prevent
corrosion behind lugs. Lifting lugs shall be provided on all channels,
removable channel covers, floating head covers and removable shell
covers.
4.11.2 Modification - Attachment welds for lifting lugs that are an abutment, butt
welded to the exchanger, shall be full penetration welds.
4.11.5 New - J ack screws shall be provided to aid in loosening all heads,
channels and channel covers.
VIII. SECTION 5 - MATERIALS
5.1 General
5.1 Modification - Bolting - Minimum quality bolting for channel and girth flanges
shall consist of continuously threaded bolts conforming to ASTM A193-B7 with
nuts in accordance with ASTM A194-2H. Material for bolting in units with
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 21 of 30
design temperatures below -20 F shall be selected from a suitable grade of
ASTM A-320.
5.1.5 New - Materials which are to be used for a pressure part, or are to be
welded to a pressure part shall be selected from ASME Code section II
part D when not noted on the data sheet. All materials that are to be used
for a non-pressure part and are not welded to a pressure part shall meet the
chemistry and mechanical properties of an equivalent ASME Section II
part D material. The selected materials shall be clearly identified on the
Vendor Drawings and MTRs submitted.
5.1.6 New - Use of any foreign materials requires prior approval of the client
and/or Polaris. The Vendor's proposal shall clearly state if any foreign
material is quoted and indicate names of foreign manufacturers.
5.1.7 New - Welded non-pressure attachments to pressure parts shall be of the
same material as the base material. For example, pass partition plates,
lifting lugs, saddle pads.
5.1.8 New - When killed carbon steel is specified in H
2
S service, then only
killed carbon steel that does not contain aluminum shall be used.
Aluminum killed steel is not acceptable. However traces of aluminum in
the KCS is acceptable. Silicon killed (C.S.-SI killed) shall be specified
and sulfur content limited to 0.008 per cent maximum.
5.2 Gaskets
5.3 Tubes
5.3.3 New - Carbon Steel tubes must be seamless. Stainless Steel tubes may be
seamless or autogenous fusion welded, with the client and/or Polaris
approval. All other alloy tubes shall be seamless unless approved by the
client and/or Polaris.
IX. SECTION 6 - FABRICATION
6.1 Shells
6.1.3 Decision - Transverse Baffle-to-Shell clearances greater than indicated in
TEMA Table RCB-4-.3 shall not be used. Any reduction in thickness of
clad or overlay surfaces in order to meet TEMA tolerance is not permitted
without written approval of the client and/or Polaris.
6.1.4 New - When a difference in thickness exists between shell plates or plates
and heads, the inside diameter shall be held.
6.1.5 New - all bundles and other components are to be trial fit in the shop and
hydrotested in the shell. Should this for any reason not be practical, a
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 22 of 30
deviation must be obtained in writing from the client and/or Polaris.
6.2 Pass Partition Plates
Substitution - Pass Partition Plates for forged or welded channels and floating
heads shall be welded full length with full penetration welds.
6.3 Connection J unctions
Modification - Couplings are not permitted. Refer to paragraph 4.7.1
6.5 Welding
6.5.1 Substitution - Welds and welding procedures will conform to Polaris
Engineering Standard 140.10.
6.5.5 Deletion - Backing strips are not permitted.
6.5.11 New - Fabrication involving welding shall not be sublet to others without
prior approval of the client and/or Polaris.
6.6 Heat Treatment
6.6.2 Modification - Stress relieving the bend portion of U tubes is required for
carbon steel, low-alloy steel and copper alloy. If specified, austenitic U-
bends will be stress relieved in accordance with SA-688 Paragraph 7.2.
6.6.3 Modification - The heat treated portion will extend 12 inches beyond the
point of tangency.
6.6.4 Modification - All carbon steel channels, bonnets and floating heads will
be post-weld heat treated.
6.6.5 Modification - PWHT procedures for clad or weld overlaid components,
including temperatures, ramp and holding time shall be submitted for
approval to the client and/or Polaris.
6.6.7 Decision PWHT is required when specified in Polaris Engineering
Standard 140.10 or on the data sheet. Minimum and maximum PWHT
temperatures and minimum holding time shall be as specified in Polaris
Engineering Standard 140.10.
6.6.8 New - All welding, including non-pressure attachments, must be
completed prior to final heat treatment.
6.6.9 New - Materials subject to post weld heat treatment (PWHT) shall be
purchased with mill test reports indicating time necessary to allow at least
one full PWHT cycle in addition to all planned PWHT.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 23 of 30
6.8 Gasket Contact Surfaces Other than Nozzle Flange Facings
6.8.2 Deletion
6.8.3 Substitution
All gasket surfaces will conform to the following flatness tolerances:
a. Peripheral gasket surfaces: plus or minus 0.0025 inches (.064 mm).
b. Cumulative flatness tolerance for two mating gasket surfaces: plus
or minus .004 inches (0.10 mm).
c. For exchangers without internal pass partition covers, the flatness
tolerance on individual pass partition grooves shall be plus or
minus .016 inches (0.40 mm).
6.10 Assembly
6.10.3 New - Fabricator is to stamp on all removable components using a metal
punch, the item number, including the shell identifier letter, i.e., E-7001 D,
to assist on re-assembly at turnaround.
6.10.4 New - Tubes will project 1/8 inch (plus or minus 1/16") beyond the face of
the tubesheet on horizontal exchangers. The 1999 TEMA Edition
Paragraph RB-7.513 is to be followed only for vertical exchangers.
6.10.5 New - In sulfur service the tube to tubesheet joint shall be strength welded
in addition to a complete and fully retained rolled joint configuration. This
shall be performed in the shop for all sulfur service equipment due to the
difficulty to weld this type equipment after it has been in service. The
following requirements shall apply:
1. The joint design shall be such that the rolled joint is 100 %
retaining and the strength weld is independently 100% retaining.
2. The tube ends shall extend a minimum of 3/16 minus 1/16 inch
plus up to the limits of TEMA RB-7.513.
3. The detail of the cut for the strength weld shall be of a "J " bevel
design. The depth of cut into the tubesheet shall be 0.125 inches or
the thickness of the tube wall, which ever is greater. Alternate
designs may be used if approved by client.
4. Tubes shall be rolled into the tubesheet prior to strength welding.
A preheat to 300F is required. The weld shall consist of two
passes for tempering of the weld, followed by a light contact roll to
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 24 of 30
put the weld in compression after the second pass.
X. SECTION 7 - INSPECTION AND TESTING
7.1 Quality Assurance
7.1.7 New - Client's Inspector or Representative will be consulted concerning
repairs and shall, at his option, witness all repair work.
7.2 Quality Control
New - Requirements of Polaris Engineering Standard 140.10, General Welding,
Fabrication and Inspection Specification, shall be followed.
7.2.12 New - Exchangers having a design pressure of 500 psig or greater shall
have all external attachment welds to pressure containing parts examined
by the magnetic particle (DC prod. contact) or liquid penetrant method.
This examination shall be performed after any required postweld heat
treatment and hydrostatic testing.
7.2.13 New - Complete radiography is required, regardless of material, thickness
or service, of any welded seam that has been subjected to severe working
(as defined in the Code Para. UG-79) after welding. Radiography shall be
carried out after postweld heat treatment.
7.3 Pressure Testing
7.3.2 Exception - Exchangers and testing medium shall not be less than 70F
during hydrostatic tests. Where the ductile to brittle transition temperature
of the steel is known to be, or suspected of being 40F or higher, it is the
Fabricator's responsibility to raise the temperature of the exchanger and
testing medium to be at least 30F higher than the transition temperature.
7.3.3 Substitution - All exchangers shall be hydrostatically tested at 1.3 times
the maximum allowable working pressure for the new, uncorroded
condition at 60F in accordance with the ASME Code Section VIII,
Division I, section UG-99. This test is recorded on the nameplate as "shop
test." The hydrostatic test will be maintained for a minimum of one hour
and for no less than one hour per one inch of thickness. The thickness of
the shell or channel barrels or heads will determine the length of the test
period. When hydrostatic tests are performed either two indicating gages
or one indicating and one recording gage shall be attached to the
exchanger.
A pressure of not less than 100% of the design pressure shall be
maintained for sufficient time to determine if there are any leaks, but not
less than one hour following the application of the hydrostatic test
pressure per UG-99 of the code.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 25 of 30
7.3.4 Substitution - Clean fresh water shall be the primary hydrostatic test
medium unless use of a different medium is approved by the Client or
Client's Representative. Hydrostatic testing of exchangers with austenitic
stainless steel internals shall be done with potable quality water having a
chloride content of not more than 50 ppm (parts per million). If chloride
content is greater than 50 ppm, up to a maximum of 250 ppm, a sufficient
quantity of sodium nitrate shall be added to provide a test medium of 0.5%
by weight sodium nitrate solution. Water with a chloride content of
greater than 250 ppm shall not be used for hydrotesting. Exchangers shall
be dried thoroughly, immediately after draining, to prevent the possibility
of evaporation and concentration of chlorides. Water may be blown out of
packet by using clean and cold compressed air as alternate.
7.3.11 New - After hydrotest the tubeside shall be air tested by pressuring the
tubeside with air at 25 psig with the shell sloped, full of water, and the
topmost shell nozzle open to observe air bubbles. Bubbles shall be cause
for rejection.
7.3.12 New - Welded attachments shall be tested with 15 psig air and soap
solution before hydrotest of the exchanger. Vent holes shall remain open
during hydrotest. Plug vent holes with stiff grease before shipment.
7.4 Nameplates and Stampings
7.4.2 Modification - The nameplate shall be made of austenitic stainless steel or
monel and shall be seal welded to the nameplate bracket. The bracket
shall be in accordance with Polaris Engineering Standard 592.2.1.
7.4.3 Modification - In addition to the manufacturers serial number being
stamped also stamp the Client's item number to the parts listed. Note in
the case of multiple bundles, identify each, i.e., E-7306 C, stamped
differently from E-7306 D.
7.4.4 New - A supplemental nameplate shall be provided in order to
accommodate Polaris required information in addition to code
information, as follows:
1. Exchanger service and item number
2. P.O. Number
3. M.A.W.P. (New and cold) and "shop test pressure"
4. Field test pressure each side based on M.A.W.P. (hot and
corroded)
5. Any test of operating limits such as differential pressure.
6. Tube material, number and size of tubes, BWG minimum or
average wall, length, and square feet of surface area.
7. Minimum design metal temperatures and specified vacuum service
and temperature.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 26 of 30
8. PWHT information and warning of no welding allowed after
PWHT.
9. Year built.
All nameplate data shall be in US customary units.
XI. SECTION 8 - PREPARATION FOR SHIPMENT
8.1.3 Substitution - The following shall be applied to all exchangers:
(a) All exchanger openings shall be made watertight.
(b) All flanged connections which are not furnished with permanent
blinds shall be covered with 1/4 inch minimum thickness, full
diameter, steel plate covers. The covers shall be installed with 1/8
inch thick cloth inserted neoprene gasket, and secured with full
bolting. Covers need not be drilled for bolting. Covers need not
be drilled for bolting larger than 3/4 inch diameter bolts and
suitable cut washers if a seal can be maintained.
(c) When the exchanger has surfaces made from austenitic materials
the exchanger fabricator shall provide a positive nitrogen pressure
of 3 psig minimum in the exchanger to provide protection against
possible chloride attack by the sea water. Protection of outside
surface is required also. Fabricator is invited to submit alternate
methods for consideration. Vessels and exchangers shall be
assumed to be deck cargo. All blinds shall be marked
"NITROGEN PURGED - DO NOT OPEN."
(d) Loose items shipped apart from the exchanger shall be crated for
protection against physical damage and sealed in sheet plastic
against water damage.
(e) Protective measures shall be subject to inspection and rejection by
client or clients inspector. All costs occasioned by any rejection
shall be for the account of the Fabricator.
8.1.4 Modification - Machined surfaces and flange faces shall be covered with
an acceptable rust preventive grease.
8.1.10 New - Spare gaskets shall be enclosed in a plywood container marked with
the client's purchase order number and equipment number and shipped
with the exchanger.
8.1.11 New - All exchangers shall be provided with a desiccant during shipment.
All desiccant shall be removed by others at the jobsite.
8.1.12 New
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 27 of 30
(a) Each exchanger shall be thoroughly cleaned inside and outside and
shall be free from grease, weld spatter, scale, slag, rust and any
other foreign material.
(b) All uninsulated as well as insulated external surfaces of carbon
steel and low alloy exchangers including saddles shall be
sandblasted and primed in accordance with Polaris Engineering
Standard 1400.1, unless noted otherwise. All nozzle faces shall be
adequately protected from damage during sandblasting.
XII. SECTION 9 - SUPPLEMENTAL REQUIREMENTS
9.2 Design
9.2.1 Modification - Refer to paragraphs 4.7 and 6.3 for acceptable connections.
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 28 of 30
APPENDIX I
Shell and Tube Exchanger Anchor Location
Note 1: Support spacing =12 feet for 20 foot tube length (except Type H =14 feet)
Support spacing =10 feet for 16 foot tube length (except Type H =12 feet)
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 29 of 30
APPENDIX II
PREPARATION OF ROLLED TUBE J OINTS IN TUBESHEETS >4" (thick)
Fabricator Name:
Polaris P.O. #:
Item #and Service:
Tube Hole Details
(a) Tubesheet Material Stationary ; Floating
(Note 1) (b) Tube Material, Thickness, O.D., Gauge, Length
(c) Tubesheet holes drilled by Radial or N.C. Machine - Describe
(d) Per TEMA Table RCB-7.4.2 (1999 Edition)
Minimum Permissible ligament width =
Drill Drift Tolerance @ .0016 x Thickness of Tubesheet =
% of Ligaments Violating Above Values =
Identify on Tubesheet drawing holes outside this value No. =
Tubesheet O.D. before rolling =Stationery Floating
Tubesheet O.D. after rolling =Stationery Floating
Tube Rolling Details:
Lubricant Used
Tube Rolling Equipment Used
3 Roll, 5 Roll Expander?
Torque Cut-Off, Roller Speed,
Cleaner Used, Roll Angle Relative to Axis,
Output Torque Calibrations Every Rollings
Type of Dynamometer used
Which Tubesheet was rolled first?
Were Tubes "set" in second tubesheet? Tool Used
Polaris
Engineering
Standard
610.1
Rev.: 10
Page: 30 of 30
Apparent % Tube Wall Reduction = (I.D. - (Initial I.D. +Clearance)) x 100
2 x (Measured unrolled Wall Thickness)
Where I.D. =Measured Tube Inside Diameter in.
O.D. =Measured Tube Outside Diameter in.
Clearance =Measured Tubesheet Hole Diameter Ins minus O.D. of Tube
Advise Average % Wall Reduction Per Above
Tack & Rolling Sequence
Provide a sketch similar to below giving tacking and rolling procedures used per tubesheet.
The above form is to be completed by the Fabricator, witnessed by Inspector of the client and/or
Polaris, and included with "as-built" drawing submittal to the client and/or Polaris.
NOTE 1. Where yield strengths of tubes used in an Exchanger shell exceed 10% variation due to
heat or mill differences, the Vendor will complete this form for each heat and provide an "as-
built" tubesheet drawing locating the groups of tubes to assist the client in future re-rollings
when confronted with such variation.
NOTE 2. For background on data revealed by the above, reference is made to a McGraw Hill
Book #ISBN 0-07-072281-1 "A working Guide to Shell & Tube Heat Exchangers" by Stanley
Yokell, Chapter 4, Tube to Tubesheet J oints.
Вам также может понравиться
- Pig Launcher Fabrication Activity PlanДокумент1 страницаPig Launcher Fabrication Activity PlanbeqsОценок пока нет
- (WPQL) : Welder / Welding Operation Performance Qualified ListДокумент2 страницы(WPQL) : Welder / Welding Operation Performance Qualified ListTrương Đông HưngОценок пока нет
- Wps PQR p918908091328904 PDFДокумент7 страницWps PQR p918908091328904 PDF채종언Оценок пока нет
- Specification FOR Piping Fabrication and InstallationДокумент27 страницSpecification FOR Piping Fabrication and Installationgc_panchaОценок пока нет
- Er 100 S 1Документ1 страницаEr 100 S 1Oliver Quezada Inostroza100% (1)
- Inspection, Flushing & Testing of Piping-21Документ6 страницInspection, Flushing & Testing of Piping-21Saurabh Kumar VermaОценок пока нет
- Contoh ItpДокумент3 страницыContoh Itphafiz elektroОценок пока нет
- Tech SpecДокумент16 страницTech SpecKingston RivingtonОценок пока нет
- Vessel Final BoxДокумент14 страницVessel Final Boxmanoj thakkarОценок пока нет
- P68 M13 Painting Documents PDFДокумент708 страницP68 M13 Painting Documents PDFJohn TerryОценок пока нет
- Proposed WPS For API 5LДокумент1 страницаProposed WPS For API 5LMecon HyderabadОценок пока нет
- J213-AHC-EMD-MS-C-04-R0 MS For Substructure Waterprooing Bitumen CoatДокумент7 страницJ213-AHC-EMD-MS-C-04-R0 MS For Substructure Waterprooing Bitumen CoatKafeel AbbasОценок пока нет
- SOW Fabrikasi C-335-01 - 19.116.1Документ1 страницаSOW Fabrikasi C-335-01 - 19.116.1AlfanОценок пока нет
- Weld Identification: Welding Procedures ManualДокумент2 страницыWeld Identification: Welding Procedures ManualcarlosОценок пока нет
- Cold Tap Coating Report 2Документ1 страницаCold Tap Coating Report 2Jamal BakhtОценок пока нет
- Method Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDДокумент8 страницMethod Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDMuhammad IrsyadiОценок пока нет
- QAP For Conical StrainerДокумент2 страницыQAP For Conical StrainersatishchidrewarОценок пока нет
- Materials System SpecificationДокумент15 страницMaterials System SpecificationAwais CheemaОценок пока нет
- Ms For Repair and Welding Jointscoating and PaintingДокумент9 страницMs For Repair and Welding Jointscoating and Paintingmansih457100% (1)
- A-Method Statement Painting and Touch-Up Painting For Furnace-CДокумент20 страницA-Method Statement Painting and Touch-Up Painting For Furnace-CTrương Đông HưngОценок пока нет
- Valve Hydro Test Status For AramcoДокумент3 страницыValve Hydro Test Status For AramcousmanОценок пока нет
- Hot Tap ProcedureДокумент6 страницHot Tap ProcedureNatarajan MurugesanОценок пока нет
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportДокумент4 страницыProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarОценок пока нет
- MS For Fabrication of Above-Ground Storage TankДокумент8 страницMS For Fabrication of Above-Ground Storage Tankdadz mingiОценок пока нет
- Hydrotest Check List PDFДокумент1 страницаHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- Doc. No Revision No Revision DateДокумент6 страницDoc. No Revision No Revision DateShyam SinghОценок пока нет
- Nde Plan: Joint Number / Parts Before PWHT After PWHT RT Paut UT MT PT PMI RT MTДокумент2 страницыNde Plan: Joint Number / Parts Before PWHT After PWHT RT Paut UT MT PT PMI RT MTfizanlaminОценок пока нет
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportДокумент12 страницSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- 16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Документ28 страниц16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Fauzan Rusmayadi Reharder100% (1)
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetДокумент1 страницаWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedОценок пока нет
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Документ22 страницыTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117Оценок пока нет
- Welding Material Control ProcedureДокумент12 страницWelding Material Control ProcedureWalter RuedaОценок пока нет
- Double Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - GeneralДокумент7 страницDouble Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - Generalhcsharma1967Оценок пока нет
- 800D SeriesДокумент3 страницы800D Seriesvkeie0206Оценок пока нет
- Heat Shrink ProcedureДокумент7 страницHeat Shrink ProcedureBabar Manzoor GhauriОценок пока нет
- 13-OM-QC-PL-MS-06 - MS FIXED TUBE TYPE EXCHANGER'S INSPECTION & CLEANING (Rev.00)Документ7 страниц13-OM-QC-PL-MS-06 - MS FIXED TUBE TYPE EXCHANGER'S INSPECTION & CLEANING (Rev.00)SANDEEP100% (1)
- AST Nozzle Repair Req.Документ10 страницAST Nozzle Repair Req.Irvansyah RazadinОценок пока нет
- Method of Statement For RadiationДокумент4 страницыMethod of Statement For RadiationFiras AlbaweiОценок пока нет
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Документ9 страницMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanОценок пока нет
- Hydro Test ReportДокумент2 страницыHydro Test ReportAnonymous a8oga83Оценок пока нет
- O252-PI-SP-0126 - C04 - Specification For PaintingДокумент26 страницO252-PI-SP-0126 - C04 - Specification For PaintingBestun AhmedОценок пока нет
- DBB BNCPP B M v29 0015 Revb IfaДокумент6 страницDBB BNCPP B M v29 0015 Revb IfaIzzadAfif1990Оценок пока нет
- Consumable Spec Rev 12Документ24 страницыConsumable Spec Rev 12megastar0604Оценок пока нет
- JSA Road ConstructionДокумент17 страницJSA Road ConstructionMohammad Al Masa'dehОценок пока нет
- Electrofusion WeldingДокумент11 страницElectrofusion WeldingZuberYousufОценок пока нет
- Enbridge Pipeline Repair Workplan Welding PDFДокумент23 страницыEnbridge Pipeline Repair Workplan Welding PDFquiron2014Оценок пока нет
- Inspection and Test Plan FOR Coating (02260 ITP-COA-001) : Petronas Rapid Project (Package 3)Документ9 страницInspection and Test Plan FOR Coating (02260 ITP-COA-001) : Petronas Rapid Project (Package 3)Namta GeorgeОценок пока нет
- Tasnee HDPE - LDPE Plant Project: Method Statement For Earthworks: Excavation and BackfillingДокумент10 страницTasnee HDPE - LDPE Plant Project: Method Statement For Earthworks: Excavation and BackfillingFarhanОценок пока нет
- 2G & 5GДокумент2 страницы2G & 5GRahul MoottolikandyОценок пока нет
- Tie in MosДокумент2 страницыTie in MosAAISATОценок пока нет
- PWHT Procedure For Petrol Steel - CoreДокумент9 страницPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluОценок пока нет
- 18-Weld Joint NumberingДокумент5 страниц18-Weld Joint NumberingAkhilesh Kumar100% (2)
- Coke Crusher - Lubrication Pumps Run in TestДокумент26 страницCoke Crusher - Lubrication Pumps Run in TestsayedОценок пока нет
- Hydrotest - 333 AG FW 0001 - Rev03 PDFДокумент26 страницHydrotest - 333 AG FW 0001 - Rev03 PDFIhsan IchwansyahОценок пока нет
- Prosedur Penetran TestingДокумент11 страницProsedur Penetran TestingIkhsan DalimuntheОценок пока нет
- Pressure Vessel Hydrotest Procedure - Google SearchДокумент3 страницыPressure Vessel Hydrotest Procedure - Google SearchAsad KhanОценок пока нет
- On Plot HydrotestingДокумент14 страницOn Plot HydrotestingShambu S VtkОценок пока нет
- SBG1-00-0K-1-CLD-0008-A ITP For Thermal Control Actuator Installation PDFДокумент6 страницSBG1-00-0K-1-CLD-0008-A ITP For Thermal Control Actuator Installation PDFsalamlinОценок пока нет
- Functional Specification For Deck CraneДокумент31 страницаFunctional Specification For Deck Craneaiyubi20% (1)
- CPOC-GS-PI-0001 Rev 0Документ34 страницыCPOC-GS-PI-0001 Rev 0PCHAN@TOMОценок пока нет
- Home About Us Products News Get A Quote Download Contact Us: Installation & Maintenance Instruction of Y-StrainersДокумент1 страницаHome About Us Products News Get A Quote Download Contact Us: Installation & Maintenance Instruction of Y-Strainersvenkatrangan2003Оценок пока нет
- Foundation Design - Wayne C TengДокумент20 страницFoundation Design - Wayne C Tengvenkatrangan2003Оценок пока нет
- Information On Bridge Cranes, Overhead Cranes, Single Girder Cranes, Double Girder Cranes, Top Running Cranes and Under Running Cranes PDFДокумент5 страницInformation On Bridge Cranes, Overhead Cranes, Single Girder Cranes, Double Girder Cranes, Top Running Cranes and Under Running Cranes PDFvenkatrangan2003Оценок пока нет
- BS en 22553 Welding Arrow SymbolДокумент13 страницBS en 22553 Welding Arrow SymbolErcan Akkaya100% (3)
- Foundation Design - Wayne C TengДокумент276 страницFoundation Design - Wayne C Tengsgaluf571% (7)
- Astm A106Документ13 страницAstm A106Mugamputhagam75% (4)
- Safety Valve Brochure PDFДокумент31 страницаSafety Valve Brochure PDFvenkatrangan2003100% (3)
- On Off Valve Bypass - Industrial Professionals - CheresourcesДокумент5 страницOn Off Valve Bypass - Industrial Professionals - Cheresourcesvenkatrangan2003Оценок пока нет
- Engineering MaterialsДокумент16 страницEngineering MaterialsYosef Ganang Jati NugrohoОценок пока нет
- AWWA C208 - 83 - Dimensions For Fabricated Steel Water Pipe FittingsДокумент19 страницAWWA C208 - 83 - Dimensions For Fabricated Steel Water Pipe Fittingsvenkatrangan2003100% (1)
- Chemical & Process Technology - Requirements of SDV Bypass Pressurization Line PDFДокумент4 страницыChemical & Process Technology - Requirements of SDV Bypass Pressurization Line PDFvenkatrangan2003100% (1)
- Design of Reinforced Concrete Structures M.L Gambhir 2008Документ193 страницыDesign of Reinforced Concrete Structures M.L Gambhir 2008Ramachandra Sahu75% (32)
- Design of Reinforced Concrete Structures M.L Gambhir 2008Документ193 страницыDesign of Reinforced Concrete Structures M.L Gambhir 2008Ramachandra Sahu75% (32)