Вам также может понравиться
- Ball Mill OptimizationДокумент7 страницBall Mill OptimizationWael Fanous100% (1)
- Mod 4 - Process Measurement and TestingДокумент272 страницыMod 4 - Process Measurement and Testinglovjnx100% (2)
- Mill Testing Optimisation and TargetingДокумент134 страницыMill Testing Optimisation and TargetingArtemMirra90% (10)
- Process Train Ball MillДокумент28 страницProcess Train Ball MillvvijaybhanОценок пока нет
- GRINDINGДокумент45 страницGRINDINGTOULASSI-ANANI Yves Lolo100% (3)
- Forms of Alkalies and Their Effect On Clinker FormationДокумент11 страницForms of Alkalies and Their Effect On Clinker Formationkonstantina139Оценок пока нет
- 13-IMS 2021 Roller PressДокумент63 страницы13-IMS 2021 Roller Presshmaza shakeelОценок пока нет
- Operation of Tube MillsДокумент26 страницOperation of Tube Millsssk3712100% (2)
- Vertical Roller Mill SummaryДокумент20 страницVertical Roller Mill SummaryPhyo Thura Htay100% (6)
- ENERGY STAR Guide For The Cement Industry 28-08-2013 FinalДокумент141 страницаENERGY STAR Guide For The Cement Industry 28-08-2013 Finalnsprasad88Оценок пока нет
- Ball Charge DesignДокумент12 страницBall Charge DesignJackson Vu0% (1)
- Roller Press 1Документ4 страницыRoller Press 1bipinagarwal100% (1)
- V5 Process Technology 3Документ441 страницаV5 Process Technology 3Pavel ParfenovОценок пока нет
- O-Sepa 750 enДокумент29 страницO-Sepa 750 enEmanuel Widodo50% (2)
- For Cement and Minerals: Complete SolutionsДокумент36 страницFor Cement and Minerals: Complete SolutionsHamed MostafaОценок пока нет
- Annual Audit of CM 1Документ26 страницAnnual Audit of CM 1Tamer Fathy100% (1)
- Kiln and Cooler - Control and Optimisation: by DrycnaiduДокумент59 страницKiln and Cooler - Control and Optimisation: by Drycnaidutricky777100% (12)
- 05 SeparatingДокумент64 страницы05 Separatingrecai100% (2)
- 7holcim PDFДокумент41 страница7holcim PDFbulentbulut100% (2)
- Grinding Mills Optimisation: Magotteaux / Slegten / Sturtevant SolutionsДокумент44 страницыGrinding Mills Optimisation: Magotteaux / Slegten / Sturtevant Solutionsshani5573100% (1)
- Cement Mill Shell LinerДокумент7 страницCement Mill Shell LinerMahaveer SinghОценок пока нет
- 3500TPD Cement Plant Heat BalanceДокумент2 страницы3500TPD Cement Plant Heat BalanceIrshad HussainОценок пока нет
- 273Документ75 страниц273LabroufiAbdelouahedОценок пока нет
- Red RiverДокумент16 страницRed RiverNael100% (1)
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyДокумент5 страницUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditОценок пока нет
- Chuong 2-Roller MillДокумент24 страницыChuong 2-Roller MillAmit Sharma0% (1)
- .Improvement in Performance of Ball Mill in Cement GrindingДокумент4 страницы.Improvement in Performance of Ball Mill in Cement Grindingdeni jakaОценок пока нет
- Loesche Round Table VICATДокумент20 страницLoesche Round Table VICATFirdaus Azizan86% (7)
- Cement Grinding GuideДокумент36 страницCement Grinding GuideCao Ngoc Anh100% (1)
- A Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BДокумент4 страницыA Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BYhaneОценок пока нет
- Ball Mill Ventilation AirДокумент1 страницаBall Mill Ventilation AirVijay BhanОценок пока нет
- Rueddenklau Snowman PreventionДокумент102 страницыRueddenklau Snowman PreventionIonela Dorobantu100% (2)
- Cement Plant - Energy OptimisationДокумент12 страницCement Plant - Energy OptimisationSatya MakhijaОценок пока нет
- Combustion Manual LAFARGEДокумент49 страницCombustion Manual LAFARGEIrshad HussainОценок пока нет
- Effect of Clinker Composition On GrindingДокумент5 страницEffect of Clinker Composition On GrindingAlbar Budiman100% (1)
- Anh hưởng độ mịn xmДокумент112 страницAnh hưởng độ mịn xmBùi Hắc Hải100% (1)
- Cement Ball-Mill-Heat-BalanceДокумент3 страницыCement Ball-Mill-Heat-Balanceanurag soni100% (1)
- Docslide - Net - Optimization of Vertical Raw Mill Operation PDFДокумент32 страницыDocslide - Net - Optimization of Vertical Raw Mill Operation PDFAnonymous PEstm2c9dzОценок пока нет
- Coal Flames For Cement KilnsДокумент62 страницыCoal Flames For Cement KilnsvvijaybhanОценок пока нет
- Cement Mill - Ball Mill DynamicsДокумент36 страницCement Mill - Ball Mill DynamicsRohit Manglik100% (1)
- 031 Introduction Cement Grinding With Ball Mill SystemsДокумент4 страницы031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoОценок пока нет
- Cement Kiln Performance CalculationsДокумент9 страницCement Kiln Performance Calculationsvvijaybhan0% (2)
- Clinker Coolers PDFДокумент22 страницыClinker Coolers PDFAhmed AwadОценок пока нет
- Review RollerPress OperationsДокумент331 страницаReview RollerPress OperationsAnonymous 3ESYcrKPОценок пока нет
- B Level Audit For Ball MillДокумент27 страницB Level Audit For Ball MillTin Nguyen100% (1)
- Lucie MillДокумент50 страницLucie MillJoko DewotoОценок пока нет
- 06 Flacher Holcim Vertical Roller Mills For Clinker Grinding With Holcim PDFДокумент29 страниц06 Flacher Holcim Vertical Roller Mills For Clinker Grinding With Holcim PDFawfahaddadinОценок пока нет
- Clinker CoolersДокумент12 страницClinker CoolersAkhilesh Pratap SinghОценок пока нет
- 3 - Ball Mill GrindingДокумент78 страниц3 - Ball Mill GrindingMega Purnama Zainal91% (11)
- Optimization of Vertical Raw Mill OperationДокумент32 страницыOptimization of Vertical Raw Mill OperationNael93% (40)
- VP - 10 - Ball Cement Mill Monitoring, Inspection & EvaluationДокумент41 страницаVP - 10 - Ball Cement Mill Monitoring, Inspection & Evaluationrecai92% (12)
- Report On Cement MillДокумент9 страницReport On Cement MillYounas Khan100% (1)
- Cement Milling I Blue Circle PDFДокумент24 страницыCement Milling I Blue Circle PDFIrshad HussainОценок пока нет
- 2006 Slag Grinding With MPS Vertical Roller MillsДокумент4 страницы2006 Slag Grinding With MPS Vertical Roller Millslijosh_rexy1983Оценок пока нет
- 03 Ball MillsДокумент71 страница03 Ball Millsranaravikiran100% (5)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyДокумент12 страницEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julОценок пока нет
- SurveyScoringGuidelines W-HTX 2000Документ58 страницSurveyScoringGuidelines W-HTX 2000guzinetti100% (1)
- FORD Heat Treat GuidelineДокумент58 страницFORD Heat Treat GuidelineScott KramerОценок пока нет
- Problem Statement For T.E Petrochemical Batch 1-Roll No. 1-19 Group 1 - Roll No. 1-5Документ2 страницыProblem Statement For T.E Petrochemical Batch 1-Roll No. 1-19 Group 1 - Roll No. 1-5Akshay WajgeОценок пока нет
- Product Planning and ControlДокумент13 страницProduct Planning and ControlAshok ChowdaryОценок пока нет
- Deposit CalculatorДокумент2 страницыDeposit CalculatorVijay Bhan0% (1)
- Kiln Rotation ProcedureДокумент1 страницаKiln Rotation ProcedureVijay BhanОценок пока нет
- Rotary Kiln - Burning Zone Load CalculationДокумент2 страницыRotary Kiln - Burning Zone Load CalculationVijay Bhan100% (1)
- Maximum Ball Size - Grinding Media - CalculationДокумент2 страницыMaximum Ball Size - Grinding Media - CalculationVijay BhanОценок пока нет
- Specific Stoichiometric - Combustion Air CalculationДокумент2 страницыSpecific Stoichiometric - Combustion Air CalculationVijay BhanОценок пока нет
- Ok Mill Interlock ListДокумент1 страницаOk Mill Interlock ListVijay BhanОценок пока нет
- Heat-Up Schedule As Per RequirementДокумент1 страницаHeat-Up Schedule As Per RequirementVijay BhanОценок пока нет
- MMTS Train TimingsДокумент15 страницMMTS Train TimingsMohan KrishnaОценок пока нет
- Inching Drive - Mechanism For Process FansДокумент1 страницаInching Drive - Mechanism For Process FansVijay BhanОценок пока нет
- K - Constant For Cooler Fan FlowsДокумент4 страницыK - Constant For Cooler Fan FlowsVijay Bhan100% (1)
- CORIOLIS PrincipleДокумент1 страницаCORIOLIS PrincipleVijay BhanОценок пока нет
- Pre Commissioning Checks in Pyro - Pre Heater AreaДокумент1 страницаPre Commissioning Checks in Pyro - Pre Heater AreaVijay BhanОценок пока нет
- Fan System - Curve Operating RangeДокумент1 страницаFan System - Curve Operating RangeVijay BhanОценок пока нет
- Fan System - System Resistance PDFДокумент1 страницаFan System - System Resistance PDFVijay Bhan0% (1)
- Weigh Feeder MechanicsДокумент1 страницаWeigh Feeder MechanicsVijay Bhan67% (3)
- MULTICOR Operating PrincipleДокумент1 страницаMULTICOR Operating PrincipleVijay BhanОценок пока нет
- Influence of Sulfur in ClinkerДокумент1 страницаInfluence of Sulfur in ClinkerVijay Bhan100% (1)
- B-W Calibration ProcedureДокумент4 страницыB-W Calibration ProcedureVijay Bhan100% (3)
- Fan System - System ResistanceДокумент1 страницаFan System - System ResistanceVijay BhanОценок пока нет
- Pre Commissioning Checks in Major Process FansДокумент1 страницаPre Commissioning Checks in Major Process FansVijay BhanОценок пока нет
- Precommissioning Checks in Pyro - Kiln Feed AreaДокумент1 страницаPrecommissioning Checks in Pyro - Kiln Feed AreaVijay BhanОценок пока нет
- Precommissioning Checks in Pyro - Instrumentation SectionДокумент1 страницаPrecommissioning Checks in Pyro - Instrumentation SectionVijay BhanОценок пока нет
- Pyro-Processing System - MASS & GAS FLOWДокумент1 страницаPyro-Processing System - MASS & GAS FLOWVijay BhanОценок пока нет
- Precommissioning Checks in Raw Mill Feed Bin AreaДокумент1 страницаPrecommissioning Checks in Raw Mill Feed Bin AreaVijay BhanОценок пока нет
- Hammer MillДокумент1 страницаHammer MillVijay BhanОценок пока нет
- Reactions of Clinker BurningДокумент1 страницаReactions of Clinker BurningVijay BhanОценок пока нет
- Kiln Audit - Required Measurement ToolsДокумент1 страницаKiln Audit - Required Measurement ToolsVijay BhanОценок пока нет
- Stack MonitoringДокумент24 страницыStack MonitoringVijay BhanОценок пока нет
- Fan Curve CalculationsДокумент1 страницаFan Curve CalculationsVijay BhanОценок пока нет
- Building Construction CostДокумент3 страницыBuilding Construction CostVijay BhanОценок пока нет
- Economics Exam Technique GuideДокумент21 страницаEconomics Exam Technique Guidemalcewan100% (5)
- 2015 NSPC Proposed Changes Book PDFДокумент268 страниц2015 NSPC Proposed Changes Book PDFMichelle Pinohermoso JabatОценок пока нет
- Polyether Polyol Production AssignmentДокумент9 страницPolyether Polyol Production AssignmentanurdiaОценок пока нет
- P01 - PT in Building & Its AdvantagesДокумент11 страницP01 - PT in Building & Its AdvantagesPartha Pratim RoyОценок пока нет
- UG ENGLISH Honours PDFДокумент59 страницUG ENGLISH Honours PDFMR.Shantanu SharmaОценок пока нет
- Fce Use of English 1 Teacher S Book PDFДокумент2 страницыFce Use of English 1 Teacher S Book PDFOrestis GkaloОценок пока нет
- Quotation - 1Документ4 страницыQuotation - 1haszirul ameerОценок пока нет
- GrenTech Express Communication System Introduction 1.0Документ30 страницGrenTech Express Communication System Introduction 1.0Son NguyenОценок пока нет
- WSD M1a283 B50Документ9 страницWSD M1a283 B50'Lampa'Оценок пока нет
- Chapter1 Intro To Basic FinanceДокумент28 страницChapter1 Intro To Basic FinanceRazel GopezОценок пока нет
- Assessing Apical PulseДокумент5 страницAssessing Apical PulseMatthew Ryan100% (1)
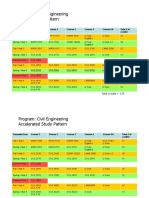
- HKUST 4Y Curriculum Diagram CIVLДокумент4 страницыHKUST 4Y Curriculum Diagram CIVLfrevОценок пока нет
- 15 Miscellaneous Bacteria PDFДокумент2 страницы15 Miscellaneous Bacteria PDFAnne MorenoОценок пока нет
- Overlay Control PlansДокумент1 страницаOverlay Control PlansSTS-SPARK GAMINGОценок пока нет
- Blackbook 2Документ94 страницыBlackbook 2yogesh kumbharОценок пока нет
- OBOE GougerДокумент2 страницыOBOE GougerCarlos GaldámezОценок пока нет
- TransistorsДокумент21 страницаTransistorsAhmad AzriОценок пока нет
- Communicating Value - PatamilkaДокумент12 страницCommunicating Value - PatamilkaNeha ArumallaОценок пока нет
- Answer: C: Exam Name: Exam Type: Exam Code: Total QuestionsДокумент26 страницAnswer: C: Exam Name: Exam Type: Exam Code: Total QuestionsMohammed S.GoudaОценок пока нет
- Prediction of CBR From Index Properties of Cohesive Soils: Magdi ZumrawiДокумент1 страницаPrediction of CBR From Index Properties of Cohesive Soils: Magdi Zumrawidruwid6Оценок пока нет
- Eng Notes2Документ10 страницEng Notes2Arti KapurОценок пока нет
- 6int 2008 Dec AДокумент6 страниц6int 2008 Dec ACharles_Leong_3417Оценок пока нет
- Final - Anarchy One-Sheet Sell SheetДокумент2 страницыFinal - Anarchy One-Sheet Sell SheetMaddanie WijayaОценок пока нет
- 5 Ways To Foster A Global Mindset in Your CompanyДокумент5 страниц5 Ways To Foster A Global Mindset in Your CompanyGurmeet Singh KapoorОценок пока нет
- Present Tenses ExercisesДокумент4 страницыPresent Tenses Exercisesmonkeynotes100% (1)
- Role of Communication at Mahabharatha WarДокумент19 страницRole of Communication at Mahabharatha WarAmit Kalita50% (2)
- TB 60 Repair Parts PDFДокумент282 страницыTB 60 Repair Parts PDFvatasa100% (2)
- SL Generator Ultrasunete RincoДокумент2 страницыSL Generator Ultrasunete RincoDariaОценок пока нет
- LU 5.1 ElectrochemistryДокумент32 страницыLU 5.1 ElectrochemistryNurAkila Mohd YasirОценок пока нет
- DBM Uv W ChartДокумент2 страницыDBM Uv W ChartEddie FastОценок пока нет
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsОт EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Heat Transfer Engineering: Fundamentals and TechniquesОт EverandHeat Transfer Engineering: Fundamentals and TechniquesРейтинг: 4 из 5 звезд4/5 (1)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОт EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОценок пока нет
- Electric Motors and Drives: Fundamentals, Types and ApplicationsОт EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsРейтинг: 4.5 из 5 звезд4.5/5 (12)
- Handbook on Battery Energy Storage SystemОт EverandHandbook on Battery Energy Storage SystemРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОт EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОценок пока нет
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsОт EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsОценок пока нет
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceОт EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceОценок пока нет
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsОт EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsОценок пока нет
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerОт EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerОценок пока нет
- Electric Motor Control: DC, AC, and BLDC MotorsОт EverandElectric Motor Control: DC, AC, and BLDC MotorsРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Smart Power Distribution Systems: Control, Communication, and OptimizationОт EverandSmart Power Distribution Systems: Control, Communication, and OptimizationОценок пока нет
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successОт EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977От EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Оценок пока нет
- A Pathway to Decarbonise the Shipping Sector by 2050От EverandA Pathway to Decarbonise the Shipping Sector by 2050Оценок пока нет