Вам также может понравиться
- 4.3 Control Center Upgrading: B. J. GeddesДокумент15 страниц4.3 Control Center Upgrading: B. J. GeddesAngel RamosОценок пока нет
- DCS TestingДокумент5 страницDCS TestingRajeshОценок пока нет
- Early Implementation of Digital Upgrades On Simulators: Vincent Gagnon and Bernard GagnonДокумент10 страницEarly Implementation of Digital Upgrades On Simulators: Vincent Gagnon and Bernard GagnonAbu Yussif AlaboodiОценок пока нет
- Unit II Course MaterialДокумент11 страницUnit II Course MaterialKumaresan ElectronicsОценок пока нет
- Report On PLC & ScadaДокумент30 страницReport On PLC & ScadaRajmal Menariya60% (10)
- WP CHARM CommissioningДокумент30 страницWP CHARM Commissioningand1975Оценок пока нет
- ATEE 2004 Ilas 4.1Документ6 страницATEE 2004 Ilas 4.1electrotehnicaОценок пока нет
- Cement Plant Control-FLSДокумент17 страницCement Plant Control-FLSaizatmaricanОценок пока нет
- Sppa T3000Документ6 страницSppa T3000Dipti BhanjaОценок пока нет
- The Use of Simulation Within A PLC To Improve Program Development and TestingДокумент7 страницThe Use of Simulation Within A PLC To Improve Program Development and TestingWagner Teixeira RochaОценок пока нет
- Advanced Automation and Project Management ArticleДокумент5 страницAdvanced Automation and Project Management Articlesarfaraz055Оценок пока нет
- Advanced Control UnleashedДокумент14 страницAdvanced Control UnleashedhprabowoОценок пока нет
- CHARM Commissioning PDFДокумент27 страницCHARM Commissioning PDFPabloCastro100% (1)
- C20 Om W83-E1-5Документ166 страницC20 Om W83-E1-5Kitty KyОценок пока нет
- Determining The Right Time To Upgrade: Daniel ReckreyДокумент7 страницDetermining The Right Time To Upgrade: Daniel ReckreyMatthewОценок пока нет
- OMS OverviewДокумент22 страницыOMS OverviewkashinathОценок пока нет
- Vehicle Transmission and Brake TestingДокумент2 страницыVehicle Transmission and Brake TestingSahil KalaОценок пока нет
- Petroleum ASTM D1250-80 SP09Документ13 страницPetroleum ASTM D1250-80 SP09Jusril A HidayatОценок пока нет
- TLC For Your PlcsДокумент5 страницTLC For Your Plcsdavev2005Оценок пока нет
- Osai PLC Osai PLCДокумент27 страницOsai PLC Osai PLCKarol JurkowskiОценок пока нет
- Programable Logic ControllerДокумент24 страницыProgramable Logic Controllersatyajit_manna_2Оценок пока нет
- Software Improves Alarm Management at UK Power StationДокумент6 страницSoftware Improves Alarm Management at UK Power StationjaysonlkhОценок пока нет
- Step Into Virtual Plant: Michael M. Mansy, Gregory K. Mcmillan and Mark S. Sowell IiiДокумент6 страницStep Into Virtual Plant: Michael M. Mansy, Gregory K. Mcmillan and Mark S. Sowell IiiChava TututiОценок пока нет
- Controller System For Industrial AutomatДокумент27 страницController System For Industrial AutomatALI SABIRОценок пока нет
- Simulink-Based Codesign and CosimulationДокумент31 страницаSimulink-Based Codesign and CosimulationTatiano BrolloОценок пока нет
- SVC Pre and Post Firmware Upgrade Checklist - V6Документ14 страницSVC Pre and Post Firmware Upgrade Checklist - V6kuldeep_singh_144Оценок пока нет
- CT1907 ControlSystems 2Документ33 страницыCT1907 ControlSystems 2Vignesh RajanОценок пока нет
- 2000jun01 Qa RR PM TaДокумент4 страницы2000jun01 Qa RR PM TaSharmashDОценок пока нет
- Referencias y SolucionesДокумент30 страницReferencias y Solucionesozgurturunc4Оценок пока нет
- Controller System For Industrial Automation: Analogue Vs Digital ControllersДокумент27 страницController System For Industrial Automation: Analogue Vs Digital ControllerstrlucОценок пока нет
- Post ProcessingДокумент12 страницPost Processingsukhbir24Оценок пока нет
- Advantages and Disadvantages of PLCДокумент3 страницыAdvantages and Disadvantages of PLCMayank ShahabadeeОценок пока нет
- Solutions: With Weighing Technology and Control Systems For Concrete Plant DesignДокумент2 страницыSolutions: With Weighing Technology and Control Systems For Concrete Plant Designشادي العزبيОценок пока нет
- Industrial Drives & Automation Using PLCДокумент6 страницIndustrial Drives & Automation Using PLCGeetha VaishanaviОценок пока нет
- MCP - E04 - WLM - TaskДокумент15 страницMCP - E04 - WLM - TaskD Koushik ReddyОценок пока нет
- L00 Computer Assisted Design and Manufacturing GlossaryДокумент16 страницL00 Computer Assisted Design and Manufacturing GlossaryManuel Rocha DíazОценок пока нет
- Cau 2Документ7 страницCau 2Herbert Avila FabianОценок пока нет
- Completions Management System Specification - Rev.0Документ45 страницCompletions Management System Specification - Rev.0Titus100% (1)
- HVM Single Line Diagram June09Документ2 страницыHVM Single Line Diagram June09enblackley75Оценок пока нет
- PLC Omron BasicДокумент19 страницPLC Omron BasicnorbipmmОценок пока нет
- Guide to PLC Basic Operations and TerminologyДокумент19 страницGuide to PLC Basic Operations and TerminologysureshgudduОценок пока нет
- Projects and ExperienceДокумент4 страницыProjects and Experienceapi-466523420Оценок пока нет
- Automated functional testing of IEC 61850 systemsДокумент6 страницAutomated functional testing of IEC 61850 systemsAndrei BobocОценок пока нет
- Yokogawa Centum CS3000Документ43 страницыYokogawa Centum CS3000Abilraj Purathetharayil80% (5)
- SOFCON India Pvt. Ltd. Company ProfileДокумент16 страницSOFCON India Pvt. Ltd. Company ProfilemalhiavtarsinghОценок пока нет
- 2 AutosarДокумент9 страниц2 AutosarRajkiran RavulaОценок пока нет
- Phasing in DCS MigrationДокумент4 страницыPhasing in DCS MigrationpanchoganchoОценок пока нет
- Introducing The Power PmacДокумент3 страницыIntroducing The Power PmacalbertomiguezОценок пока нет
- Upgraded Subway Control System Boosts Glasgow MetroДокумент24 страницыUpgraded Subway Control System Boosts Glasgow MetroJeeyaRamMeenaОценок пока нет
- Conveyor Belt Motor Control Using PLC and GrafcetДокумент27 страницConveyor Belt Motor Control Using PLC and Grafcetcacung100% (3)
- Training Report: Bachelor of TechnologyДокумент46 страницTraining Report: Bachelor of TechnologyHelloprojectОценок пока нет
- PLC and Scada Abstract PDFДокумент6 страницPLC and Scada Abstract PDFTushar Kant100% (1)
- 18-4 p10 Implementing j1939 in Vehicle Design Hans Juergen Mantsch MentorДокумент8 страниц18-4 p10 Implementing j1939 in Vehicle Design Hans Juergen Mantsch MentormohanОценок пока нет
- ECS-100 System OverviewДокумент39 страницECS-100 System Overviewsugeng wahyudiОценок пока нет
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusОт EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusОценок пока нет
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsОт EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsОценок пока нет
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneОт EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneОценок пока нет
- Abb Technical Training Booklet WebДокумент78 страницAbb Technical Training Booklet WebAkoKhalediОценок пока нет
- Knowledge Manager 3BHS352413 E01 LowДокумент8 страницKnowledge Manager 3BHS352413 E01 LowAkoKhalediОценок пока нет
- User Terms and Conditions - MyABB Business PortalДокумент8 страницUser Terms and Conditions - MyABB Business PortalAkoKhalediОценок пока нет
- Access control system info across platforms with Procus PackДокумент18 страницAccess control system info across platforms with Procus PackAkoKhalediОценок пока нет
- ABB Service Group: Operation and Maintenance of Safety Instrumented SystemsДокумент3 страницыABB Service Group: Operation and Maintenance of Safety Instrumented SystemsAkoKhalediОценок пока нет
- Samples Iec English 2 PDFДокумент33 страницыSamples Iec English 2 PDFAkoKhalediОценок пока нет
- Training Abb Technical Training Booklet WebДокумент98 страницTraining Abb Technical Training Booklet Webman_y2kОценок пока нет
- News EPLAN en US PDFДокумент188 страницNews EPLAN en US PDFAkoKhalediОценок пока нет
- ABB Drives Training - Instruction For Login and Enrolling To TrainingДокумент11 страницABB Drives Training - Instruction For Login and Enrolling To TrainingAkoKhalediОценок пока нет
- Buna Flange Gasket Sizes and PricesДокумент1 страницаBuna Flange Gasket Sizes and PricesAkoKhalediОценок пока нет
- .063 150LB Ring Type Buna Flange GasketsДокумент2 страницы.063 150LB Ring Type Buna Flange GasketsAkoKhalediОценок пока нет
- Fileshare Filarkivroot Produkt PDF Dokumentasjon Bc320 CeДокумент2 страницыFileshare Filarkivroot Produkt PDF Dokumentasjon Bc320 CeAkoKhalediОценок пока нет
- .063 150LB Ring Type Buna Flange Gaskets PDFДокумент1 страница.063 150LB Ring Type Buna Flange Gaskets PDFAkoKhalediОценок пока нет
- 422rfhcpu eДокумент150 страниц422rfhcpu eSkinny1001Оценок пока нет
- Thermoelectric Cooler Additional Frames for Later InstallationsДокумент1 страницаThermoelectric Cooler Additional Frames for Later InstallationsAkoKhalediОценок пока нет
- Product Data Sheet 6ES7326-1BK02-0AB0: Supply VoltageДокумент3 страницыProduct Data Sheet 6ES7326-1BK02-0AB0: Supply VoltagekubikОценок пока нет
- 2PAA102411 C en System 800xa Course T306 - Information ManagementДокумент2 страницы2PAA102411 C en System 800xa Course T306 - Information ManagementAkoKhalediОценок пока нет
- 3BSE081560R1 Additional PC Equipment Lib BatchДокумент1 страница3BSE081560R1 Additional PC Equipment Lib BatchAkoKhalediОценок пока нет
- Ae94 3aДокумент2 страницыAe94 3aAkoKhalediОценок пока нет
- SAK-Series For Special ApplicationsДокумент10 страницSAK-Series For Special ApplicationsAkoKhalediОценок пока нет
- Ie Tax TreatmentДокумент27 страницIe Tax TreatmentAkoKhalediОценок пока нет
- Combine PDFДокумент3 страницыCombine PDFkoushikОценок пока нет
- Harper Lake Success Story USДокумент2 страницыHarper Lake Success Story USAkoKhalediОценок пока нет
- TA514-SAFETY: AC500-S Training CaseДокумент29 страницTA514-SAFETY: AC500-S Training CaseAkoKhalediОценок пока нет
- SIMATIC - Cabling TechnologyДокумент24 страницыSIMATIC - Cabling TechnologyJorge_Andril_5370Оценок пока нет
- HIMA Press Release CALA enДокумент3 страницыHIMA Press Release CALA enAkoKhalediОценок пока нет
- F7126e HIMA HIQuad h41 h51Документ2 страницыF7126e HIMA HIQuad h41 h51AkoKhalediОценок пока нет
- TRAC - Trip Requirement and Availability Calculator (PRS012a)Документ2 страницыTRAC - Trip Requirement and Availability Calculator (PRS012a)AkoKhalediОценок пока нет
- 2VAA007641 B en Procontrol P13 IO Card Replacement Quick GuideДокумент3 страницы2VAA007641 B en Procontrol P13 IO Card Replacement Quick GuideAkoKhalediОценок пока нет
- 0900766b8117ddee 2Документ4 страницы0900766b8117ddee 2AkoKhalediОценок пока нет
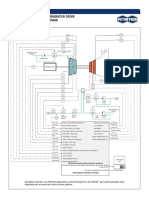
- Fuel Oil I&C Conceptual Basic Design: I.P.D.C. Project: Shirvan Gas Turbine Power Plant (Bop2 Portion)Документ14 страницFuel Oil I&C Conceptual Basic Design: I.P.D.C. Project: Shirvan Gas Turbine Power Plant (Bop2 Portion)Ehsan PourangОценок пока нет
- Metrix-Transmisor de Vibraciones-Especificaciones-St5491eДокумент2 страницыMetrix-Transmisor de Vibraciones-Especificaciones-St5491eLuis RomeroОценок пока нет
- Unit-4 PPT CndcsДокумент59 страницUnit-4 PPT Cndcsgoutham100% (3)
- DCS Control System StandardДокумент33 страницыDCS Control System StandardMauro MLRОценок пока нет
- ACL - EP - GU - Part VI B1 Design Criteria and Technical Specification For Control & InstrumentationДокумент101 страницаACL - EP - GU - Part VI B1 Design Criteria and Technical Specification For Control & Instrumentationvsrikala68Оценок пока нет
- Data Sheet Rosemount Tank Gauging System en 104590Документ46 страницData Sheet Rosemount Tank Gauging System en 104590Alejandro LopezОценок пока нет
- Experion PKS: Fundamentals - Server & Controller Engineering (R431)Документ2 страницыExperion PKS: Fundamentals - Server & Controller Engineering (R431)Manoj MittalОценок пока нет
- Difference Between DCSДокумент27 страницDifference Between DCSmatthew kagurabadzaОценок пока нет
- Manta Controls - Improved CCD Control and Thickener Control Using The Manta CubeДокумент6 страницManta Controls - Improved CCD Control and Thickener Control Using The Manta CubeNatrix2Оценок пока нет
- 72.120.601.G FGM 160 Operating InstructionsДокумент28 страниц72.120.601.G FGM 160 Operating InstructionsLeonardo TonimОценок пока нет
- Proces rm012 - en PДокумент118 страницProces rm012 - en PmarklmendozaОценок пока нет
- Proces rm011 - en PДокумент212 страницProces rm011 - en PBruno LacerdaОценок пока нет
- GE LM6000 Gas Turbine Generator Drive Application Control PackageДокумент3 страницыGE LM6000 Gas Turbine Generator Drive Application Control Packageabhaymehta67100% (1)
- b0700tj DДокумент114 страницb0700tj DErkan PetekОценок пока нет
- Preferred Vendor List - QCHEM RLOCДокумент13 страницPreferred Vendor List - QCHEM RLOCYusuf EfeОценок пока нет
- 5 Process ControlДокумент79 страниц5 Process ControlGurunath EpiliОценок пока нет
- General Arrangement DrawingДокумент25 страницGeneral Arrangement DrawingUday UdmaleОценок пока нет
- PAVEL OCTAVIAN CVДокумент4 страницыPAVEL OCTAVIAN CVnegoescuneculaiОценок пока нет
- GE OC 6000e Distributed Control SystemДокумент2 страницыGE OC 6000e Distributed Control SystemBMОценок пока нет
- Fanuc Educational Cell Manual StandardДокумент49 страницFanuc Educational Cell Manual StandardMichael Robert Eagan100% (1)
- Resume FormatДокумент6 страницResume FormatMariya GurumoorthiОценок пока нет
- Exxonmobil'S Quest For The Future of Process Automation: KeywordsДокумент7 страницExxonmobil'S Quest For The Future of Process Automation: KeywordsHarry ForbesОценок пока нет
- Importance of Computer in Chemical IndustriesДокумент9 страницImportance of Computer in Chemical IndustriesS.I.O S.I.OОценок пока нет
- Incinerator Bms Training July 2015Документ33 страницыIncinerator Bms Training July 2015mir_zarrarОценок пока нет
- Instrumentation Engineer Resume Vinod GhateДокумент3 страницыInstrumentation Engineer Resume Vinod Ghateghatevinod9360Оценок пока нет
- 3500 Monitoring Rack 129766L PDFДокумент80 страниц3500 Monitoring Rack 129766L PDFdarkzarОценок пока нет
- Acenton Company Profile AutomationДокумент14 страницAcenton Company Profile AutomationManoj AhireОценок пока нет
- ApprovedVendorListRev 06Документ167 страницApprovedVendorListRev 06amir11601Оценок пока нет
- CV ResumeДокумент2 страницыCV ResumeSachin KumarОценок пока нет
- Mixed IP ApplicationsДокумент31 страницаMixed IP Applicationsipsha_djОценок пока нет