Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Renolit Medical Brochure 04-2018Документ13 страницRenolit Medical Brochure 04-2018Kai HarukaОценок пока нет
- (Ebook) Firearms - AK47 Rifle 7.62MM Service ManualДокумент85 страниц(Ebook) Firearms - AK47 Rifle 7.62MM Service ManualPCMASTER_BSDОценок пока нет
- Wheelchair Manual-Final PDFДокумент37 страницWheelchair Manual-Final PDFMuthuraj ShunmugavelОценок пока нет
- 127 1Документ4 страницы127 1bedo39Оценок пока нет
- FM 7-92, The Infantry Reconnaissance Platoon and Squad (Airborne, Air Assault, Light Infantry)Документ325 страницFM 7-92, The Infantry Reconnaissance Platoon and Squad (Airborne, Air Assault, Light Infantry)bedo39100% (2)
- Robotic AДокумент8 страницRobotic Abedo39Оценок пока нет
- Automation StudioДокумент28 страницAutomation Studiosilviobarros100% (2)
- Hydraulic Systems MJHДокумент21 страницаHydraulic Systems MJHbedo39Оценок пока нет
- HT Lecture 4Документ7 страницHT Lecture 4bedo39Оценок пока нет
- HT Lecture 3Документ11 страницHT Lecture 3bedo39Оценок пока нет
- Ohsa GДокумент82 страницыOhsa Gbedo39Оценок пока нет
- Strain Gage Transducer Design and Construction GuideДокумент151 страницаStrain Gage Transducer Design and Construction GuideMarcoshhОценок пока нет
- Ijaerv2n3 4Документ10 страницIjaerv2n3 4bedo39Оценок пока нет
- Hydraulics ManualДокумент316 страницHydraulics ManualTārick CaēédОценок пока нет
- Sensors and Methods For Autonomous Mobile Robot PositioningДокумент210 страницSensors and Methods For Autonomous Mobile Robot PositioningrodrigoibanezОценок пока нет
- PDF Safety SERVICES IndustrialSafetyДокумент20 страницPDF Safety SERVICES IndustrialSafetyhayatmdazharОценок пока нет
- IndsafeДокумент3 страницыIndsafebedo39Оценок пока нет
- Adaptive Filters - Theory and Application With MATLAB ExercisesДокумент275 страницAdaptive Filters - Theory and Application With MATLAB Exercisesashsmash1100% (5)
- Industrial Safety SystemsДокумент16 страницIndustrial Safety Systemsbedo39Оценок пока нет
- Matlab, Simulink - Simulink Modeling Tutorial - Train SystemДокумент14 страницMatlab, Simulink - Simulink Modeling Tutorial - Train Systembubo28Оценок пока нет
- Matlab, Simulink - Using Simulink and Stateflow in Automotive ApplicationsДокумент92 страницыMatlab, Simulink - Using Simulink and Stateflow in Automotive ApplicationsAvinash Nandakumar100% (1)
- Mechatronics 2003Документ6 страницMechatronics 2003SashankSashankОценок пока нет
- Mechatronics Laboratory - Introduction PDFДокумент6 страницMechatronics Laboratory - Introduction PDFbedo39Оценок пока нет
- Mechatronics DC Motor - Tachometer Closed-Loop Speed Control SystemДокумент29 страницMechatronics DC Motor - Tachometer Closed-Loop Speed Control SystemskheoОценок пока нет
- Matlab - An Introduction To MatlabДокумент36 страницMatlab - An Introduction To MatlabHarsh100% (2)
- 25 قصة نجاحДокумент83 страницы25 قصة نجاحgraineОценок пока нет
- مقولات في النجاح PDFДокумент40 страницمقولات في النجاح PDFmody aliОценок пока нет
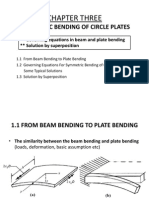
- Circular PlatesДокумент24 страницыCircular PlatesNoushad Bin JamalОценок пока нет
- Complementary Shear StressДокумент17 страницComplementary Shear StresscataiceОценок пока нет
- Elasticity Applications 04 Beam TheoryДокумент28 страницElasticity Applications 04 Beam Theoryqaiserkhan001Оценок пока нет
- LyX Book Chap 1 To 3Документ93 страницыLyX Book Chap 1 To 3bedo39Оценок пока нет
- UPTU Study & Evaluation Scheme for Textile Technology 3rd SemesterДокумент125 страницUPTU Study & Evaluation Scheme for Textile Technology 3rd SemesterNirbhay SharmaОценок пока нет
- Westlake Epoxy - Amine Curing Agent Technology Nov.2022Документ36 страницWestlake Epoxy - Amine Curing Agent Technology Nov.2022Clayton EliasОценок пока нет
- Technical Director R&D in USA Resume David BurnhamДокумент2 страницыTechnical Director R&D in USA Resume David BurnhamDavidBurnhamОценок пока нет
- Foundation of Polymer Science by Herman Staudinger Commemorative BookletДокумент8 страницFoundation of Polymer Science by Herman Staudinger Commemorative BookletMilla Zulfa BillahОценок пока нет
- Applications of Bismaleimides ConfirmДокумент2 страницыApplications of Bismaleimides ConfirmsggdgdОценок пока нет
- 7779087Документ65 страниц7779087MohamedОценок пока нет
- Constantes de AntoineДокумент25 страницConstantes de Antoinetitolivioo100% (2)
- Vialkyd Ay 402 50x en A4Документ2 страницыVialkyd Ay 402 50x en A4MONEMОценок пока нет
- Evaluation MethodДокумент21 страницаEvaluation MethodARYAN RATHOREОценок пока нет
- Synthetic SeedsДокумент13 страницSynthetic SeedsVishnuPusphpitaОценок пока нет
- Cell Cycle Regulation and ControlДокумент16 страницCell Cycle Regulation and ControlElina GОценок пока нет
- Dow Corning Adhesives BrochureДокумент9 страницDow Corning Adhesives BrochureHeywoodОценок пока нет
- Reactivity of Common Functional Groups With Urethanes: Models For Reactive Compatibilization of Thermoplastic Polyurethane BlendsДокумент19 страницReactivity of Common Functional Groups With Urethanes: Models For Reactive Compatibilization of Thermoplastic Polyurethane BlendssusantaОценок пока нет
- Naming Organic Compounds Practice: ExercisesДокумент3 страницыNaming Organic Compounds Practice: ExercisesSk MukulОценок пока нет
- Final VivaДокумент59 страницFinal VivasafОценок пока нет
- Dimension Information MenuДокумент2 страницыDimension Information MenuArchi ArcherОценок пока нет
- KhopoliДокумент9 страницKhopoliSunil NareОценок пока нет
- Tip PatentДокумент7 страницTip PatentAnkita DwivediОценок пока нет
- STP 1448-2004Документ173 страницыSTP 1448-2004DanZel DanОценок пока нет
- Pestle Analysis - Alesh and GroupДокумент18 страницPestle Analysis - Alesh and GroupJay KapoorОценок пока нет
- Adhesives and Sealants Handout PDFДокумент5 страницAdhesives and Sealants Handout PDFJomarieОценок пока нет
- Plastic in Interior DesigningДокумент17 страницPlastic in Interior DesigningVarnitha m s100% (1)
- Shaping Processes For PlasticsДокумент92 страницыShaping Processes For PlasticsmindmaczaОценок пока нет
- Mbrace Mbrace Mbrace Mbrace Fibre Fibre Fibre FibreДокумент2 страницыMbrace Mbrace Mbrace Mbrace Fibre Fibre Fibre FibreBabu SundararamanОценок пока нет
- Textile Industry in India OverviewДокумент97 страницTextile Industry in India OverviewDharmendra B MistryОценок пока нет
- Polymers: Definition, Types, PropertiesДокумент33 страницыPolymers: Definition, Types, Propertiesdinnu14Оценок пока нет
- Che2060 Aspirin LabДокумент22 страницыChe2060 Aspirin Labbhavesh yadavОценок пока нет
- Us 2599553Документ5 страницUs 2599553mgamal1080Оценок пока нет
- Repsol Polyether Polyols CASE Eng tcm14-31249Документ11 страницRepsol Polyether Polyols CASE Eng tcm14-31249Santos GarciaОценок пока нет