Вам также может понравиться
- Estekiometria 1Документ1 страницаEstekiometria 1Jeremy ColemanОценок пока нет
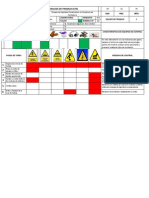
- ATS Liquidos Penetrantes Rúbrica SoldaduraДокумент2 страницыATS Liquidos Penetrantes Rúbrica SoldaduraJeremy ColemanОценок пока нет
- TG197225 3Документ5 страницTG197225 3Jeremy ColemanОценок пока нет
- Paper WeibullДокумент4 страницыPaper WeibullJeremy ColemanОценок пока нет
- Paper WeibullДокумент4 страницыPaper WeibullJeremy ColemanОценок пока нет
- Silabo de Matemática II 2C2Документ3 страницыSilabo de Matemática II 2C2Jeremy ColemanОценок пока нет
- Lab. 07b Ultrasonido - Palpador AngularДокумент9 страницLab. 07b Ultrasonido - Palpador AngularAlejandro Fabián MoreyraОценок пока нет
- Lubricacion Chancadora Barmac PDFДокумент1 страницаLubricacion Chancadora Barmac PDFMondragon Chavarry DandiОценок пока нет
- Diseño de LevasДокумент61 страницаDiseño de LevasPaulОценок пока нет
- Manual de Usuario H-1336 - 46 - 56D - Man - 0609Документ14 страницManual de Usuario H-1336 - 46 - 56D - Man - 0609Miles JohnsonОценок пока нет
- El ViolínДокумент13 страницEl ViolínBecquer PalateОценок пока нет
- Appendix KIA SPAДокумент11 страницAppendix KIA SPAMarco ZepedaОценок пока нет
- MOLETEADOДокумент4 страницыMOLETEADOTamii López100% (1)
- Banco Cajonero - BricomaníaДокумент3 страницыBanco Cajonero - BricomaníaMaciel Escobar GonzalezОценок пока нет
- Cómo Calcular El Tipo de Andamio NecesarioДокумент7 страницCómo Calcular El Tipo de Andamio Necesariowilliamarm2009Оценок пока нет
- TC Electronic Nd-1 Nova Delay Manual SpanishДокумент20 страницTC Electronic Nd-1 Nova Delay Manual SpanishJuanma ValdésОценок пока нет
- Boletin Rapido EmbragueДокумент2 страницыBoletin Rapido EmbragueRonny Leiva MedinaОценок пока нет
- Conocimiento Del TornoДокумент8 страницConocimiento Del TornoLuis Memo OrnelasОценок пока нет
- Charla Integral #34-12 AndamiosДокумент1 страницаCharla Integral #34-12 AndamiosJaime Francisco Aranibar LaguaОценок пока нет
- Movimientos y MecanismosДокумент5 страницMovimientos y MecanismosLore ʚïɞОценок пока нет
- MicrómetroДокумент9 страницMicrómetroRatrank100% (1)
- Características Del Proceso de Torneado y Tipos de Piezas Que Se Pueden FabricarДокумент4 страницыCaracterísticas Del Proceso de Torneado y Tipos de Piezas Que Se Pueden FabricarFrancisco Fabian Valencia Tipan0% (1)
- Ejercicios MPRДокумент60 страницEjercicios MPRDiegoHernandezОценок пока нет
- Estándar de Instalación TP48200A-HX09A6 & TBC300A-TCA3 V1.1Документ16 страницEstándar de Instalación TP48200A-HX09A6 & TBC300A-TCA3 V1.1mauricioОценок пока нет
- Electricos IIДокумент1 страницаElectricos IILuzMariaRodriguezGallegosОценок пока нет
- Taller de TorsiónДокумент4 страницыTaller de TorsiónDouglas Forero0% (1)
- MecanismosДокумент2 страницыMecanismosManuel Navarro FríasОценок пока нет
- Rodamientos de Rodillos CónicosДокумент8 страницRodamientos de Rodillos CónicosJohan RobertoОценок пока нет
- Micrometro o PalmerДокумент10 страницMicrometro o PalmerEscoto EdwinОценок пока нет
- Circuito MixtoДокумент3 страницыCircuito MixtoAndrea Esperanza Manrique RodriguezОценок пока нет
- Listado de Herramientas AutomotrizДокумент7 страницListado de Herramientas AutomotrizCarlos JuniorОценок пока нет
- Capitulo I Bastidor y Geometria de Las RuedasДокумент27 страницCapitulo I Bastidor y Geometria de Las RuedasramakarunaОценок пока нет
- Presentacion JOLLY PDFДокумент20 страницPresentacion JOLLY PDFfavisaОценок пока нет
- Ajuste de Bomba para TDIДокумент6 страницAjuste de Bomba para TDIpepeladazoОценок пока нет
- Calibracion MOTORES 3116Документ4 страницыCalibracion MOTORES 3116marcosluna68100% (4)
- 02-09-14 Reporte Diario Pedestales ActualizadoДокумент2 страницы02-09-14 Reporte Diario Pedestales ActualizadoMiguel LopezОценок пока нет