Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- DCNF Vs Hhs Nov 2020Документ302 страницыDCNF Vs Hhs Nov 2020SY LodhiОценок пока нет
- Abbott 2021 ApJL 915 L5Документ24 страницыAbbott 2021 ApJL 915 L5Manju SanthakumariОценок пока нет
- Annexure To SOW 3 STD Specification For Welding and NDT PipingДокумент15 страницAnnexure To SOW 3 STD Specification For Welding and NDT PipingASHISH GORDEОценок пока нет
- Outbound Idocs Code Error Event Severity Sap MeaningДокумент2 страницыOutbound Idocs Code Error Event Severity Sap MeaningSummit YerawarОценок пока нет
- Dosificación Gac007-008 Sem2Документ2 страницыDosificación Gac007-008 Sem2Ohm EgaОценок пока нет
- Electron LayoutДокумент14 страницElectron LayoutSaswat MohantyОценок пока нет
- LG) Pc-Ii Formulation of Waste Management PlansДокумент25 страницLG) Pc-Ii Formulation of Waste Management PlansAhmed ButtОценок пока нет
- Industrial Automation Using PLCДокумент29 страницIndustrial Automation Using PLCAditya JagannathanОценок пока нет
- Opentext Documentum Archive Services For Sap: Configuration GuideДокумент38 страницOpentext Documentum Archive Services For Sap: Configuration GuideDoond adminОценок пока нет
- Capacitor Trip Device CTD-4Документ2 страницыCapacitor Trip Device CTD-4DAS1300Оценок пока нет
- Curry PowderДокумент8 страницCurry PowderMahendar Vanam100% (1)
- The Eye WorksheetДокумент3 страницыThe Eye WorksheetCally ChewОценок пока нет
- Assignment On Porters Generic StrategiesДокумент12 страницAssignment On Porters Generic StrategiesGeetinder Singh78% (9)
- Benefits and Drawbacks of Thermal Pre-Hydrolysis For Operational Performance of Wastewater Treatment PlantsДокумент7 страницBenefits and Drawbacks of Thermal Pre-Hydrolysis For Operational Performance of Wastewater Treatment PlantsmartafhОценок пока нет
- Maintaining Godly Spirituality in The Face of ChallengesДокумент3 страницыMaintaining Godly Spirituality in The Face of ChallengesDavid OmoniyiОценок пока нет
- Heart Attack Detection ReportДокумент67 страницHeart Attack Detection ReportAkhil TejaОценок пока нет
- The Path Vol 9 - William JudgeДокумент472 страницыThe Path Vol 9 - William JudgeMark R. JaquaОценок пока нет
- Angles, Bearings and AzimuthДокумент10 страницAngles, Bearings and AzimuthMarc Dared CagaoanОценок пока нет
- System Administration ch01Документ15 страницSystem Administration ch01api-247871582Оценок пока нет
- Aloe Vera An Ancient Herb For Modern Dentistry-A LДокумент7 страницAloe Vera An Ancient Herb For Modern Dentistry-A LRuth Ransel Yadao ValentinОценок пока нет
- DGKCC Internship ReportДокумент17 страницDGKCC Internship ReportMuhammad AtharОценок пока нет
- Traulsen RHT-AHT Reach in Refrigerator WUT Glass DoorДокумент2 страницыTraulsen RHT-AHT Reach in Refrigerator WUT Glass Doorwsfc-ebayОценок пока нет
- Psyche Finals: Trans 2: Psychotic Disorder: SchizophreniaДокумент4 страницыPsyche Finals: Trans 2: Psychotic Disorder: SchizophreniajisooОценок пока нет
- GDCR - Second RevisedДокумент290 страницGDCR - Second RevisedbhaveshbhoiОценок пока нет
- Paper 11-ICOSubmittedДокумент10 страницPaper 11-ICOSubmittedNhat Tan MaiОценок пока нет
- Oxygenation - NCPДокумент5 страницOxygenation - NCPCazze SunioОценок пока нет
- Viking 062293Документ8 страницViking 062293Lukman ZakariyahОценок пока нет
- Permeability PropertiesДокумент12 страницPermeability Propertieskiwi27_87Оценок пока нет
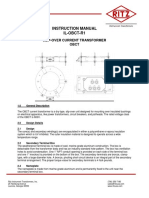
- Instruction Manual Il-Obct-R1: Slip-Over Current Transformer ObctДокумент2 страницыInstruction Manual Il-Obct-R1: Slip-Over Current Transformer Obctبوحميدة كمالОценок пока нет
- American University of Beirut PSPA 210: Intro. To Political ThoughtДокумент4 страницыAmerican University of Beirut PSPA 210: Intro. To Political Thoughtcharles murrОценок пока нет