Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- GORE Torque TablesДокумент1 страницаGORE Torque TablesFernando Bórquez MartínezОценок пока нет
- GORE Torque Tables DIN en PDFДокумент4 страницыGORE Torque Tables DIN en PDFFernando Bórquez MartínezОценок пока нет
- Unionized Ammonia Calculator v1.2 After Original by Dr. Landon Ross Florida Department of Environmental ProtectionДокумент1 страницаUnionized Ammonia Calculator v1.2 After Original by Dr. Landon Ross Florida Department of Environmental ProtectionFernando Bórquez MartínezОценок пока нет
- K-Flex USA Price List - InsulДокумент57 страницK-Flex USA Price List - InsulFernando Bórquez MartínezОценок пока нет
- Chapter 5.3 Arenes BenzeneДокумент22 страницыChapter 5.3 Arenes BenzeneMohamed NaaifОценок пока нет
- P13 - TRAVIS THEN KAI HONG - 2102363 - Experiment 6Документ6 страницP13 - TRAVIS THEN KAI HONG - 2102363 - Experiment 6travisthenОценок пока нет
- Instruction Manual TA2000Документ35 страницInstruction Manual TA2000Roshin99Оценок пока нет
- Metal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesДокумент10 страницMetal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesRICHARD ODINDOОценок пока нет
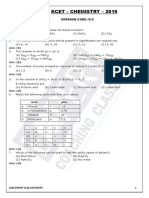
- Kcet - Chemistry - 2019: Version Code: D-5Документ7 страницKcet - Chemistry - 2019: Version Code: D-5Manoj CОценок пока нет
- Q Max Cumene ProductionДокумент4 страницыQ Max Cumene ProductionTey Kaijing100% (1)
- Catalogue of Research Groups From Moldova 2011Документ102 страницыCatalogue of Research Groups From Moldova 2011aniricОценок пока нет
- BAMU Forensic Science-SyllabusДокумент35 страницBAMU Forensic Science-Syllabus123vidyaОценок пока нет
- Graduate Student Research Details - CHEДокумент21 страницаGraduate Student Research Details - CHEkkgr99nОценок пока нет
- Surfaces in Precision Engineering, Microengineering and NanotechnologyДокумент17 страницSurfaces in Precision Engineering, Microengineering and NanotechnologyNicola VirgilioОценок пока нет
- Growth and Decomposition of PT Surface Oxides: AccessДокумент6 страницGrowth and Decomposition of PT Surface Oxides: AccessNo NoОценок пока нет
- H2 A Level Chemistry Transition Elements Notes Part 2Документ22 страницыH2 A Level Chemistry Transition Elements Notes Part 2Peng Jia XinОценок пока нет
- Magnetic Nanoparticles Thesis PDFДокумент7 страницMagnetic Nanoparticles Thesis PDFpjrozhiig100% (2)
- Catalytic ReformingДокумент84 страницыCatalytic ReformingAlessio Scarabelli86% (7)
- Korean Journal of Chemical Engineering, 28 (2), 383-387 (2011)Документ5 страницKorean Journal of Chemical Engineering, 28 (2), 383-387 (2011)KhangKGBОценок пока нет
- Acid CatalysisДокумент16 страницAcid CatalysisTayyaba SadaqОценок пока нет
- JEE Main SAMPLE TEST 2 With SolutionДокумент27 страницJEE Main SAMPLE TEST 2 With SolutionVivek KumarОценок пока нет
- Recovery of Platinum and Palladium From Scrap Automotive Catalytic ConvertersДокумент11 страницRecovery of Platinum and Palladium From Scrap Automotive Catalytic ConvertersMr RhodiumОценок пока нет
- 1-s2.0-S0008622323007522-Main Solid Carbon Co-Products From Hydrogen Production by Methane PyrolysisДокумент14 страниц1-s2.0-S0008622323007522-Main Solid Carbon Co-Products From Hydrogen Production by Methane PyrolysischokvuisoonОценок пока нет
- HAWI Revision PackДокумент59 страницHAWI Revision PackKanayОценок пока нет
- Temperature - Programmed MethodsДокумент35 страницTemperature - Programmed Methodsauro55Оценок пока нет
- Review Trans Junjo PDFДокумент22 страницыReview Trans Junjo PDFVaibhav MoonОценок пока нет
- Supercritical Water Gasification of Biomass Thermodynamic AnalysisДокумент7 страницSupercritical Water Gasification of Biomass Thermodynamic AnalysisLuiz Guilherme SilvaОценок пока нет
- Foldable Enzyme Activity 1Документ2 страницыFoldable Enzyme Activity 1Krystle HymanОценок пока нет
- Simulation Studies On Reactive Distillation For Synthesis of - Amyl Ethyl EtherДокумент6 страницSimulation Studies On Reactive Distillation For Synthesis of - Amyl Ethyl EtherElena Raluca DraguОценок пока нет
- Lesson Plan March 29, 2019 Biochemistry Chapter 5 Topic: Enzymes Pp. 43-47Документ3 страницыLesson Plan March 29, 2019 Biochemistry Chapter 5 Topic: Enzymes Pp. 43-47enilegnavemartinezОценок пока нет
- Science10 q4 Mod9 Chemicalreactionrates v5Документ29 страницScience10 q4 Mod9 Chemicalreactionrates v5Vicente SazilОценок пока нет
- 比較nkc 9 and Amberlyst MainДокумент11 страниц比較nkc 9 and Amberlyst Maingg oggОценок пока нет
- Selective Synthesis of Dimethylamine (DMA)Документ9 страницSelective Synthesis of Dimethylamine (DMA)satishchemengОценок пока нет
- Efficient Route For The Synthesis of 1,3-Dioxolanes Catalyzed by Sulfated Mixed Oxides of Yttria-ZirconiaДокумент5 страницEfficient Route For The Synthesis of 1,3-Dioxolanes Catalyzed by Sulfated Mixed Oxides of Yttria-ZirconiaInternational Journal of Innovative Science and Research TechnologyОценок пока нет