Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Asme B1.3M 1992Документ9 страницAsme B1.3M 1992Jesse ChenОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
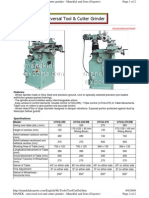
- Universal Tool & Cutter GrinderДокумент2 страницыUniversal Tool & Cutter GrinderabyzenОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- s600 CNC LatheДокумент1 страницаs600 CNC LatheAhmed ShadeedОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- 2016IN PriceДокумент99 страниц2016IN PriceArif MohammadОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Wilson Tool X-Sharp CMGДокумент2 страницыWilson Tool X-Sharp CMGSM TECH SRLОценок пока нет
- GTXPRESS CNC Lathe Electrical Ladder DiagramДокумент202 страницыGTXPRESS CNC Lathe Electrical Ladder DiagramLam PhamОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Experiment No. 1: AIM: To Study Single Point Cutting ToolДокумент40 страницExperiment No. 1: AIM: To Study Single Point Cutting ToolShreyas GajapureОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Mec 123 PracticalДокумент41 страницаMec 123 Practicalsanialiu2711Оценок пока нет
- Machinists Handbook GcodetutorДокумент64 страницыMachinists Handbook GcodetutortataОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- Report MesinДокумент8 страницReport MesinWan Muhamad FaizОценок пока нет
- CounterboreДокумент3 страницыCounterborejonОценок пока нет
- Grinding Wheel: CharacteristicsДокумент3 страницыGrinding Wheel: CharacteristicsBakkiyaraj VeluОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Machine ShopДокумент4 страницыMachine ShopIKОценок пока нет
- Mobile WorkbenchДокумент5 страницMobile Workbenchcfh666100% (3)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Bench Work Practice ObjectivesДокумент16 страницBench Work Practice ObjectivesHanzzel Charles100% (3)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- 423 - Fresa DiscoДокумент28 страниц423 - Fresa DiscoVinicius Sabrina PedroОценок пока нет
- Dugard BrochureДокумент16 страницDugard Brochurepc100xohmОценок пока нет
- Drilling Machine and TypesДокумент15 страницDrilling Machine and TypesFaisОценок пока нет
- Design and Manufacture of a Mini 2-Axis CNC Lathe MachineДокумент8 страницDesign and Manufacture of a Mini 2-Axis CNC Lathe MachineThomas RandolphОценок пока нет
- Shaper ToolsДокумент6 страницShaper ToolsGary RepeshОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Unit-2 Grinding & Super PDFДокумент10 страницUnit-2 Grinding & Super PDFMehul MunshiОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Tom Anderson - My Frame Lock TutorialДокумент46 страницTom Anderson - My Frame Lock TutorialBruno Parise100% (1)
- ACCTDM-I April 2019 Time TableДокумент14 страницACCTDM-I April 2019 Time TableVt waghmareОценок пока нет
- Sheet Metal ShopДокумент2 страницыSheet Metal ShopDHARANYA S SIVAPRAGASAMОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- ZG AmerikaneriДокумент5 страницZG AmerikaneriTom Whybother100% (1)
- Man Pro Lab Lab Exp No 6 - Introduction To Lathe OperationДокумент8 страницMan Pro Lab Lab Exp No 6 - Introduction To Lathe OperationfotickОценок пока нет
- Daftar Harga Krisbow (Before)Документ6 страницDaftar Harga Krisbow (Before)vinsen juniantoniusОценок пока нет
- Standard Holes and Tapping ChartДокумент1 страницаStandard Holes and Tapping ChartajaykrishnaaОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- CNC Lathe S& T P, G & Setting.1Документ4 страницыCNC Lathe S& T P, G & Setting.1marciano1980Оценок пока нет
- VARGUS General CatalogДокумент420 страницVARGUS General Catalogsaepudin 40Оценок пока нет