Вам также может понравиться
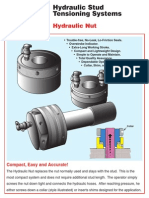
- HTI Hydraulic NutДокумент2 страницыHTI Hydraulic NutLoveОценок пока нет
- 9 BPUA12 Olaf Naehrig KAHLДокумент68 страниц9 BPUA12 Olaf Naehrig KAHLGladiador EdinsonОценок пока нет
- Spiers 2001 BrainДокумент14 страницSpiers 2001 BrainGladiador EdinsonОценок пока нет
- Size EnlargementДокумент31 страницаSize EnlargementGladiador EdinsonОценок пока нет
- 11) Manfred Chittka (KAHL) - New Paths in Feed Processing (Compatibility Mode)Документ23 страницы11) Manfred Chittka (KAHL) - New Paths in Feed Processing (Compatibility Mode)Gladiador EdinsonОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Static CMOS and Dynamic CircuitsДокумент19 страницStatic CMOS and Dynamic CircuitsAbhijna MaiyaОценок пока нет
- Podar International School (Icse) Practice Sheet STD: IX Chapter 28: Distance FormulaДокумент2 страницыPodar International School (Icse) Practice Sheet STD: IX Chapter 28: Distance FormulaVanshika MehrotraОценок пока нет
- Solid State Controller of Drives - ExperimentДокумент37 страницSolid State Controller of Drives - ExperimentRakesh Singh LodhiОценок пока нет
- Edrolo ch3Документ42 страницыEdrolo ch3YvonneОценок пока нет
- Fractal Audio Footswitch Functions Guide PDFДокумент22 страницыFractal Audio Footswitch Functions Guide PDFerikОценок пока нет
- Rajiv Gandhi University of Health Sciences Exam Result: PrintДокумент1 страницаRajiv Gandhi University of Health Sciences Exam Result: PrintAbhi NavОценок пока нет
- Sip Dissertation - Final - Final For CollegeДокумент17 страницSip Dissertation - Final - Final For Collegevikashirulkar922Оценок пока нет
- Genesis of KupferschieferДокумент15 страницGenesis of KupferschieferMaricela GarciaОценок пока нет
- Module IiДокумент5 страницModule IiFahmi PrayogiОценок пока нет
- Free Non Veg Nutrition Plan YSF PDFДокумент8 страницFree Non Veg Nutrition Plan YSF PDFAbhilash Wasekar100% (1)
- L23 - Axial Flow CompressorДокумент17 страницL23 - Axial Flow CompressorRohan GuptaОценок пока нет
- Astrophysics & CosmologyДокумент2 страницыAstrophysics & CosmologyMarkus von BergenОценок пока нет
- Eureka Forbes ReportДокумент75 страницEureka Forbes ReportUjjval Jain0% (1)
- Chapter - 2 - Unit Hydrograph2Документ33 страницыChapter - 2 - Unit Hydrograph2Abhilekh PaudelОценок пока нет
- PT3 Guided WritingДокумент8 страницPT3 Guided WritingDayang Haffizah Abg AbdillahОценок пока нет
- Nestle Internship ResumeДокумент2 страницыNestle Internship ResumeHasnain AshrafОценок пока нет
- Graviola1 Triamazon, AntiCancer, InglesДокумент2 страницыGraviola1 Triamazon, AntiCancer, InglesManuel SierraОценок пока нет
- Concrete ON MALDIVESДокумент55 страницConcrete ON MALDIVESKãrthìçk JkrОценок пока нет
- MÁY 5 Service Manual Bellavista 1000 V16 08Документ126 страницMÁY 5 Service Manual Bellavista 1000 V16 08Huế TrầnОценок пока нет
- GP 24-21 - Fire Hazard AnalysisДокумент53 страницыGP 24-21 - Fire Hazard AnalysisJohn DryОценок пока нет
- F3 FDCS 1Документ3 страницыF3 FDCS 1Lucian LuciОценок пока нет
- Assembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Документ15 страницAssembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Sandro Garcia Olimpio100% (1)
- NHouse SelfBuilder Brochure v2 Jan19 LowresДокумент56 страницNHouse SelfBuilder Brochure v2 Jan19 LowresAndrew Richard ThompsonОценок пока нет
- Cutting Room Agility and ExcellenceДокумент8 страницCutting Room Agility and Excellenceperro perezОценок пока нет
- Orona Fault CodesДокумент19 страницOrona Fault CodesDanushka Bandara100% (1)
- The Modern Day Cult: by Antonio Panebianco, Jason Devine, Will RichardsДокумент11 страницThe Modern Day Cult: by Antonio Panebianco, Jason Devine, Will RichardsAntonio PanebiancoОценок пока нет
- TotSK 3.0Документ22 страницыTotSK 3.0PedroОценок пока нет
- Audio Spot LightingДокумент20 страницAudio Spot LightingLavanya Vaishnavi D.A.Оценок пока нет
- Massimo Cacciari, 1994. The Necessary AngelДокумент133 страницыMassimo Cacciari, 1994. The Necessary AngelAbner J ColmenaresОценок пока нет
- Saberon StratMan2Документ3 страницыSaberon StratMan2paredesladyheart18Оценок пока нет