Вам также может понравиться
- Nuclear Power Plant 3Документ27 страницNuclear Power Plant 3shubham guptaОценок пока нет
- How Nuclear Power Stations Generate ElectricityДокумент4 страницыHow Nuclear Power Stations Generate ElectricityAkshara K VijayОценок пока нет
- Exploring How Nuclear Power Plants Generate Electricity Without Emitting CO2Документ12 страницExploring How Nuclear Power Plants Generate Electricity Without Emitting CO2deesingОценок пока нет
- How Is Uranium Made Into Nuclear Fuel - World Nuclear AssociationДокумент1 страницаHow Is Uranium Made Into Nuclear Fuel - World Nuclear Associationj4fvws9686Оценок пока нет
- Nuclear EnergyДокумент2 страницыNuclear Energydhyeypatel2701Оценок пока нет
- The Nuclear Fuel Cycle ExplainedДокумент9 страницThe Nuclear Fuel Cycle ExplainedrajeshОценок пока нет
- Nuclear Power Reactors: Components of A Nuclear ReactorДокумент23 страницыNuclear Power Reactors: Components of A Nuclear ReactorBenjamin LukeОценок пока нет
- Nuclear Power PlantДокумент12 страницNuclear Power PlantAnil BhattaОценок пока нет
- Nuclear Power ReactorsДокумент10 страницNuclear Power ReactorsJos TeixeiraОценок пока нет
- CX 7002 – Understanding Nuclear Energy ManagementДокумент38 страницCX 7002 – Understanding Nuclear Energy ManagementSundar RajanОценок пока нет
- The Nuclear Fuel Cycle: Mary Joy E. Macatangay Emmanuel D. CastilloДокумент45 страницThe Nuclear Fuel Cycle: Mary Joy E. Macatangay Emmanuel D. CastilloZero ZeroОценок пока нет
- Nuclear Energy: Saswata Bag 14/CE/92 Haldia Institute of TechnologyДокумент17 страницNuclear Energy: Saswata Bag 14/CE/92 Haldia Institute of TechnologySaswata PradhanОценок пока нет
- Sreekavitha Engineering College: M.Heeralal Asst Prof Mechanical DeptДокумент46 страницSreekavitha Engineering College: M.Heeralal Asst Prof Mechanical DeptMALOTH HEERALALОценок пока нет
- Nuclear ReactorДокумент16 страницNuclear ReactorToma R ShawonОценок пока нет
- Nuclear ReactorДокумент21 страницаNuclear ReactorPrajithОценок пока нет
- Nuclear Energy: Saswata Bag 14/CE/92 Haldia Institute of TechnologyДокумент16 страницNuclear Energy: Saswata Bag 14/CE/92 Haldia Institute of TechnologySaswata PradhanОценок пока нет
- The Nuclear Fuel Cycle: Getting To The Core ofДокумент12 страницThe Nuclear Fuel Cycle: Getting To The Core ofAbhibhav DubeyОценок пока нет
- How a nuclear reactor worksДокумент2 страницыHow a nuclear reactor worksJaya TammirajuОценок пока нет
- Energy Envoronment AssignmentДокумент5 страницEnergy Envoronment AssignmentAjmal KhanОценок пока нет
- What Is A Nuclear Reactor?: Nuclear Reactors Are Just Exotic Heat Sources. On This PageДокумент13 страницWhat Is A Nuclear Reactor?: Nuclear Reactors Are Just Exotic Heat Sources. On This PageSanskar SoniОценок пока нет
- Nuclear Power Plant Types and FeaturesДокумент32 страницыNuclear Power Plant Types and Featureskane likОценок пока нет
- Nuclear Energy: Saswata Bag 14/CE/92 Haldia Institute of TechnologyДокумент18 страницNuclear Energy: Saswata Bag 14/CE/92 Haldia Institute of TechnologySaswata PradhanОценок пока нет
- Pocket Guide 2009 ReactorsДокумент2 страницыPocket Guide 2009 Reactorspantuflo13Оценок пока нет
- What Is A Nuclear ReactorДокумент12 страницWhat Is A Nuclear ReactorShams ShamsОценок пока нет
- The Nuclear Fuel CycleДокумент3 страницыThe Nuclear Fuel CyclePrecious MartinОценок пока нет
- VVER Reactor Design Overview: Russian PWR with Horizontal Steam GeneratorsДокумент5 страницVVER Reactor Design Overview: Russian PWR with Horizontal Steam GeneratorsAnbalagan GuruОценок пока нет
- Submitted By: M David SamuelДокумент14 страницSubmitted By: M David SamueltpatruniОценок пока нет
- Unit-5: Nuclear Power StationДокумент9 страницUnit-5: Nuclear Power StationPavankumar PavankumarpvОценок пока нет
- Isotopes U U MevДокумент5 страницIsotopes U U MevPrasath CkОценок пока нет
- Understanding How Fast Breeder Reactors WorkДокумент4 страницыUnderstanding How Fast Breeder Reactors WorkPawan PuniaОценок пока нет
- Breeder Reactor Types & DesignsДокумент15 страницBreeder Reactor Types & DesignsPiyushKumarTiwariОценок пока нет
- Fundamentals of Nuclear PowerДокумент35 страницFundamentals of Nuclear PowerNauman KhanОценок пока нет
- What Is Nuclear Energy?: ReactionДокумент12 страницWhat Is Nuclear Energy?: ReactionM Sidik GhazaliОценок пока нет
- Nuclear Fuel Cycle: An Insider'S ViewДокумент2 страницыNuclear Fuel Cycle: An Insider'S ViewrollramsОценок пока нет
- Nuclear Fuel Cycle: An Insider'S ViewДокумент2 страницыNuclear Fuel Cycle: An Insider'S ViewBubai111Оценок пока нет
- Nuclear Power Plant ReportДокумент9 страницNuclear Power Plant ReportJIL IbaanОценок пока нет
- 5th Series by DR - KaleemДокумент41 страница5th Series by DR - KaleemBobОценок пока нет
- Nuclear Power Reactors ExplainedДокумент11 страницNuclear Power Reactors ExplainedcdnaveenОценок пока нет
- Joint Scientific Statement FinalДокумент17 страницJoint Scientific Statement Finalapi-242176402Оценок пока нет
- Fundamentals of Nuclear PowerДокумент35 страницFundamentals of Nuclear PowerMihai Vlad TeocОценок пока нет
- Nuclear Power PlantДокумент21 страницаNuclear Power PlantAshvani ShuklaОценок пока нет
- Layout of Nuclear Power PlantДокумент6 страницLayout of Nuclear Power Plantekichi_onizuka67% (3)
- Fukushima Accident Environmental ImpactДокумент30 страницFukushima Accident Environmental ImpactjuanОценок пока нет
- nfc0811 PDFДокумент24 страницыnfc0811 PDFSidna Kosim AmrulahОценок пока нет
- Nuclear Energy & SocietyДокумент13 страницNuclear Energy & SocietymechturboОценок пока нет
- Nuclear Power Plant Industry: Benefits, Risks and MitigationДокумент8 страницNuclear Power Plant Industry: Benefits, Risks and MitigationKhrystin Jean BerdosОценок пока нет
- Introduction to Nuclear Fuels BasicsДокумент41 страницаIntroduction to Nuclear Fuels BasicsSheeba Singh RanaОценок пока нет
- AnkndritzДокумент24 страницыAnkndritzapi-3740904Оценок пока нет
- 5 - Nuclear PromisesДокумент25 страниц5 - Nuclear PromisesGhench NewziqОценок пока нет
- Visual Encyclopedia of Chemical Engineering: Nuclear Reactors TypesДокумент12 страницVisual Encyclopedia of Chemical Engineering: Nuclear Reactors TypesVanОценок пока нет
- Coordinated operation of power plants: Different types and their operationДокумент50 страницCoordinated operation of power plants: Different types and their operationVipinОценок пока нет
- Nuclear PowerДокумент40 страницNuclear Powernas SОценок пока нет
- Nuclear PowerplantДокумент39 страницNuclear Powerplantwiljhon sunioОценок пока нет
- 2 - Classification of ReactorsДокумент28 страниц2 - Classification of Reactorspothuraju harithaОценок пока нет
- Nuclear Power Plant: Swami Keshvanand Institute of Technology Management & Gramothan, JaipurДокумент27 страницNuclear Power Plant: Swami Keshvanand Institute of Technology Management & Gramothan, JaipurNikhil ChopraОценок пока нет
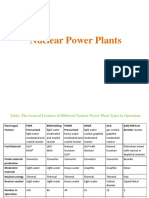
- Nuclear Power Reactor Characteristics: Fuel Coolant Moderator Number in OperationДокумент2 страницыNuclear Power Reactor Characteristics: Fuel Coolant Moderator Number in OperationadnanОценок пока нет
- Lecture #4 Fission Reactor 1Документ11 страницLecture #4 Fission Reactor 1Kennedy Oswald AikaruwaОценок пока нет
- Nuclear Energy Part2Документ1 страницаNuclear Energy Part2api-32133818Оценок пока нет
- RTE Analysis Marathi ArticleДокумент2 страницыRTE Analysis Marathi ArticleubagweОценок пока нет
- Assualt On Higher Education in IndiaДокумент3 страницыAssualt On Higher Education in IndiaubagweОценок пока нет
- Model Farmers Adress Shubash PalekarДокумент35 страницModel Farmers Adress Shubash Palekargopalgupta3100% (1)
- Dakshinayan LogoДокумент1 страницаDakshinayan LogoubagweОценок пока нет
- Contact Media LudhianaДокумент1 страницаContact Media LudhianaubagweОценок пока нет
- SR No. Name of The Book Price (RS)Документ1 страницаSR No. Name of The Book Price (RS)Raviprakash YadavОценок пока нет
- ZBNF BrochureДокумент2 страницыZBNF BrochureubagweОценок пока нет
- Ho Hmamï M: Amåhm Véum Mo (Dmma Vy AgmdmgДокумент2 страницыHo Hmamï M: Amåhm Véum Mo (Dmma Vy AgmdmgubagweОценок пока нет
- SR No. Name of The Book Price (RS)Документ1 страницаSR No. Name of The Book Price (RS)Raviprakash YadavОценок пока нет
- Yadgir District Media ContactsДокумент3 страницыYadgir District Media ContactsubagweОценок пока нет
- Sultanpur UpДокумент1 страницаSultanpur UpubagweОценок пока нет
- Contact Media ChandigarhДокумент3 страницыContact Media ChandigarhubagweОценок пока нет
- S R Act1860Документ20 страницS R Act1860tusharnivanguneОценок пока нет
- Environmental Journalists in India - Environmental Journalists in IndiaДокумент5 страницEnvironmental Journalists in India - Environmental Journalists in Indiaubagwe0% (1)
- Emailing List+of+acc - Jou+with+photo+2014Документ77 страницEmailing List+of+acc - Jou+with+photo+2014Ankur MutrejaОценок пока нет
- Carpenteria Corsi SRL BrochureДокумент20 страницCarpenteria Corsi SRL BrochureubagweОценок пока нет
- Farm Journalists ListДокумент1 страницаFarm Journalists ListubagweОценок пока нет
- Farm Journalists ListДокумент1 страницаFarm Journalists ListubagweОценок пока нет
- Heat Exchangers ComparisionДокумент2 страницыHeat Exchangers Comparisionramms_73Оценок пока нет
- Contact Media DelhiДокумент1 страницаContact Media DelhiubagweОценок пока нет
- Heat ExchangerДокумент21 страницаHeat ExchangerArun Prakash NatesanОценок пока нет
- Key Customers in India: Customer Name LocationДокумент61 страницаKey Customers in India: Customer Name LocationubagweОценок пока нет
- Ethics in Eng Lec1-F16Документ63 страницыEthics in Eng Lec1-F16tanmoy04Оценок пока нет
- ML12145A2562 - Redacted HalfPact Safety ReportДокумент282 страницыML12145A2562 - Redacted HalfPact Safety ReportEnformableОценок пока нет
- Ee 367-Power Generation& Supply - Idl Corrected 1Документ84 страницыEe 367-Power Generation& Supply - Idl Corrected 1Yusupha TaalОценок пока нет
- Bitsmun Unga BG 2019Документ17 страницBitsmun Unga BG 2019Komuraiah MukkeraОценок пока нет
- Nuclear Fission Project GuideДокумент18 страницNuclear Fission Project GuideRiya RoheraОценок пока нет
- Unit 3 - Power Plant Engineering - WWW - Rgpvnotes.inДокумент12 страницUnit 3 - Power Plant Engineering - WWW - Rgpvnotes.inSarvjeet ThakreОценок пока нет
- Nuclear Energy: "Nuclear Power Is A Hell of A Way To Boil Water." - Albert EinsteinДокумент66 страницNuclear Energy: "Nuclear Power Is A Hell of A Way To Boil Water." - Albert Einsteink rajendraОценок пока нет
- Form Tech-4 - ARCДокумент82 страницыForm Tech-4 - ARCAnkit Kumar ShahОценок пока нет
- 3 Sellafield and The Irish SeaДокумент89 страниц3 Sellafield and The Irish SeaAkmens Raimonds - RAYSTARОценок пока нет
- REACTOR PHYSICS COURSE INTROДокумент168 страницREACTOR PHYSICS COURSE INTROSuresh Kumar VickuОценок пока нет
- S & T MCQ PDFДокумент129 страницS & T MCQ PDFKaran MithrasОценок пока нет
- Loring Building 260Документ31 страницаLoring Building 260raingham100% (2)
- Atomic & Nuclear Physics Qs PDFДокумент23 страницыAtomic & Nuclear Physics Qs PDFtaimoor2Оценок пока нет
- Merchant of VeniceДокумент9 страницMerchant of Venicemamoor ahmedОценок пока нет
- Uranium-238 Uranium-238 (: From Wikipedia, The Free EncyclopediaДокумент6 страницUranium-238 Uranium-238 (: From Wikipedia, The Free EncyclopediaMaxim ŠporkiОценок пока нет
- From The Dawn of Nuclear Physics To The First Atomic Bombs: January 2014Документ21 страницаFrom The Dawn of Nuclear Physics To The First Atomic Bombs: January 2014Simona Maria BuburuzanОценок пока нет
- Physics: Foundation Tier Paper 1Документ44 страницыPhysics: Foundation Tier Paper 1Kanika DevОценок пока нет
- Physics C10 Midterm 1 Study GuideДокумент9 страницPhysics C10 Midterm 1 Study Guidedfsjl sdjklfskldfjОценок пока нет
- PHYSICS PROJECT (Faiza Ansari 12 C)Документ23 страницыPHYSICS PROJECT (Faiza Ansari 12 C)Faiza AnsariОценок пока нет
- Application of 1st Order ODEДокумент11 страницApplication of 1st Order ODEKitz Derecho0% (1)
- Plant Design and Economics For Chemical Engineers: 4 Credit-Hour Core CourseДокумент35 страницPlant Design and Economics For Chemical Engineers: 4 Credit-Hour Core CoursemohammedОценок пока нет
- g485 5 3 4 Fission and FusionДокумент14 страницg485 5 3 4 Fission and Fusionapi-236179294Оценок пока нет
- CH.8 Energy Production PDFДокумент108 страницCH.8 Energy Production PDFAashna pandyaОценок пока нет
- Chap 1 Ethics & ProfessionalismДокумент104 страницыChap 1 Ethics & Professionalismalajme246Оценок пока нет
- Investigatory Project PhysicsДокумент22 страницыInvestigatory Project Physicsvengaudaramanan G.s.Оценок пока нет
- Introduction To Nuclear Reactors, Fuels, and Materials: Heather J. Maclean Chichester, PH.DДокумент62 страницыIntroduction To Nuclear Reactors, Fuels, and Materials: Heather J. Maclean Chichester, PH.Dopenid_AePkLAJcОценок пока нет
- Chemistry - Option C (Energy) - Tony Hickling - OSC 2016 PDFДокумент65 страницChemistry - Option C (Energy) - Tony Hickling - OSC 2016 PDFMandeep KaurОценок пока нет
- History of Nuclear Weapons DevelopmentДокумент19 страницHistory of Nuclear Weapons DevelopmentMynamabatiОценок пока нет
- SFG 2022 Level 1 Test 37 Solutions EnglishДокумент29 страницSFG 2022 Level 1 Test 37 Solutions EnglishAatish AlokОценок пока нет
- Liquid Metal Fast Breeder Reactor: Mona Mary Varghese Reg. No: Gcaocap008Документ19 страницLiquid Metal Fast Breeder Reactor: Mona Mary Varghese Reg. No: Gcaocap008MONA MARYОценок пока нет