Вам также может понравиться
- Heat Load CalculationДокумент24 страницыHeat Load CalculationpradeepqОценок пока нет
- Ishrae Hvac HandbookДокумент280 страницIshrae Hvac HandbookAnkesh Raj76% (25)
- Automotive Technology: A Systems ApproachДокумент124 страницыAutomotive Technology: A Systems Approachgo to slip100% (1)
- ASPE Hot Water System-2015EDДокумент19 страницASPE Hot Water System-2015EDEhab MohamedОценок пока нет
- Hot water pump sizingДокумент2 страницыHot water pump sizingKarthy GanesanОценок пока нет
- The equal friction method for sizing ductsДокумент8 страницThe equal friction method for sizing ductsRamil BelmonteОценок пока нет
- Equivalent Length & Pressure Losses in Fittings & Valves PDFДокумент1 страницаEquivalent Length & Pressure Losses in Fittings & Valves PDFbilal almelegyОценок пока нет
- Chilled Water System FundamentalsДокумент14 страницChilled Water System Fundamentalsjohnnybe51Оценок пока нет
- Exhaust Fans Calculations & Sand Trap LouversДокумент1 страницаExhaust Fans Calculations & Sand Trap LouversAhmed HashimОценок пока нет
- Duct SizingДокумент2 страницыDuct SizingJoseagushОценок пока нет
- Mechanical Calculations - Plumbing PDFДокумент43 страницыMechanical Calculations - Plumbing PDFRaoof0% (1)
- Domestic Water Booster Pump CalculationsДокумент29 страницDomestic Water Booster Pump Calculationsكرم عمروОценок пока нет
- Dubai Municipality Regulations For Green BuildingsДокумент77 страницDubai Municipality Regulations For Green Buildingsfaith-7100% (4)
- Dubai Municipality Regulations For Green BuildingsДокумент77 страницDubai Municipality Regulations For Green Buildingsfaith-7100% (4)
- HAP Head Load Calculations Inputs in UAEДокумент1 страницаHAP Head Load Calculations Inputs in UAEDesigner Forever100% (1)
- Steam Pipe CalculationДокумент22 страницыSteam Pipe CalculationNallathambiОценок пока нет
- Cold and Hot Water Demand Calculation AlfouzanДокумент22 страницыCold and Hot Water Demand Calculation Alfouzananon_551879060100% (1)
- Govt of Dubai (U-Factor)Документ23 страницыGovt of Dubai (U-Factor)Faizul Zainudin100% (2)
- MEP FP Inspection ChecklistДокумент6 страницMEP FP Inspection ChecklistMohanad SulimanОценок пока нет
- Carrier Chapter 3 Piping DesignДокумент22 страницыCarrier Chapter 3 Piping DesignAhmad Al-rifaiОценок пока нет
- Booster Pump Capacity CalculationДокумент1 страницаBooster Pump Capacity CalculationSHIBIN T100% (1)
- Pressurization Unit Pressure Vessel CalculationДокумент1 страницаPressurization Unit Pressure Vessel Calculationsheetalnath100% (1)
- Surplus Center Catalog 2012Документ0 страницSurplus Center Catalog 2012DrinoОценок пока нет
- Duct Construction Schedule & References PDFДокумент8 страницDuct Construction Schedule & References PDFEslam ElsayedОценок пока нет
- Solar Heaters DM FormatДокумент1 страницаSolar Heaters DM Formatanas shehabiОценок пока нет
- Doha ASHRAE 2017 FundamentalsДокумент2 страницыDoha ASHRAE 2017 FundamentalsAhmed LabibОценок пока нет
- 3 TB - Dehumidification and The Psychrometric ChartДокумент4 страницы3 TB - Dehumidification and The Psychrometric Chartashfaq-matte-7993100% (2)
- Sizing and Selection Guide of ASME Bladder Type Expansion Tanks For Chilled Water SystemsДокумент4 страницыSizing and Selection Guide of ASME Bladder Type Expansion Tanks For Chilled Water SystemsAntonio LebrunОценок пока нет
- Hot Water Circulation Pump CalculationДокумент2 страницыHot Water Circulation Pump Calculationvictor.s67% (3)
- Supply Air Grille SizingДокумент12 страницSupply Air Grille Sizingdynamitedragon100% (1)
- Sizing of Water HeatersДокумент40 страницSizing of Water Heatersssgjmlim100% (2)
- Appendix E: Load Values, in Water Supply Fixture Units (Wsfu) Type of Supply Fixture Occupancy Control Cold Hot TotalДокумент1 страницаAppendix E: Load Values, in Water Supply Fixture Units (Wsfu) Type of Supply Fixture Occupancy Control Cold Hot Totalbilal almelegyОценок пока нет
- ASPE Data Book Volume 1 & 2 - Attachment For Pump Head CalculationДокумент2 страницыASPE Data Book Volume 1 & 2 - Attachment For Pump Head CalculationibnrafeeqОценок пока нет
- CITY HVAC Design Guide AppendicesДокумент41 страницаCITY HVAC Design Guide AppendicesSimon Law100% (1)
- ASPE-Domestic Water Heating Design Manual 2013 PDFДокумент2 страницыASPE-Domestic Water Heating Design Manual 2013 PDFMohamedHany100% (1)
- Air Distribution Engg GuideДокумент8 страницAir Distribution Engg GuideNiong DavidОценок пока нет
- E20s HAP50 ManualДокумент144 страницыE20s HAP50 ManualMohammed TanveerОценок пока нет
- 9.0 Stability of Floating BodiesДокумент12 страниц9.0 Stability of Floating BodiesAcharaОценок пока нет
- ASHRAE-Psychrometric Chart PDFДокумент2 страницыASHRAE-Psychrometric Chart PDFBrian MayОценок пока нет
- Apparatus Dew PointДокумент4 страницыApparatus Dew PointS DasОценок пока нет
- Hvac 2007 IshraeДокумент280 страницHvac 2007 IshraeSubir Kumar Biswas50% (2)
- 1715-DD-M004 Water Booster Pump Demand CalculationДокумент5 страниц1715-DD-M004 Water Booster Pump Demand CalculationMUBASHIRОценок пока нет
- Chilled Water Pipe DESIGNДокумент22 страницыChilled Water Pipe DESIGNTanjim FakirОценок пока нет
- Quick Selection CarrierДокумент14 страницQuick Selection Carrierengmuhsin7061Оценок пока нет
- Hvac Equipment Boq-EpcДокумент15 страницHvac Equipment Boq-EpcJami MnОценок пока нет
- Hot Water Heat Pump DesignДокумент3 страницыHot Water Heat Pump DesignAdhikar HariramОценок пока нет
- Water Consumption and Calculations for Land Mark HeadquartersДокумент1 страницаWater Consumption and Calculations for Land Mark Headquarterssunil_v5100% (1)
- Design Calculation Sheet: Water Demand & Drainage FlowДокумент5 страницDesign Calculation Sheet: Water Demand & Drainage FlowAhmadОценок пока нет
- IPC Loading UnitsДокумент3 страницыIPC Loading UnitsTaqui Mubeen67% (3)
- Sump Pump CalculationДокумент1 страницаSump Pump CalculationfebousОценок пока нет
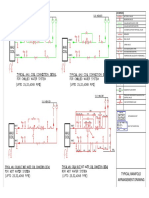
- AHU Typical Manifold Arrangement Drawing PDFДокумент1 страницаAHU Typical Manifold Arrangement Drawing PDFRajib MondalОценок пока нет
- Hvac-Dbr - R6Документ29 страницHvac-Dbr - R6adkОценок пока нет
- 121 Chapter 5 - Cold-Water Systems: Factors Affecting SizingДокумент1 страница121 Chapter 5 - Cold-Water Systems: Factors Affecting SizingRaheem_kaОценок пока нет
- Regulation DD-9.0: Drainage: 9.1 Domestic Drainage 9.2 Water Supply 9.3 Rainwater Drainage 9.4 A/C DrainДокумент10 страницRegulation DD-9.0: Drainage: 9.1 Domestic Drainage 9.2 Water Supply 9.3 Rainwater Drainage 9.4 A/C DrainSarathОценок пока нет
- Pipe Sizing Tabulation MethodДокумент2 страницыPipe Sizing Tabulation MethodZaid ShokriОценок пока нет
- ASME B31.9 Building Services Piping Code (2011) ComplianceДокумент3 страницыASME B31.9 Building Services Piping Code (2011) ComplianceАнж БжлОценок пока нет
- Is 655 & SmacnaДокумент4 страницыIs 655 & SmacnaWasim AkhtarОценок пока нет
- Carrier AHUДокумент19 страницCarrier AHUSam Wang Chern Peng75% (4)
- Concentric EccentricДокумент4 страницыConcentric EccentricGabbar SinghОценок пока нет
- Pipe Pressure Drope ASEREHДокумент3 страницыPipe Pressure Drope ASEREHSenghou MeasОценок пока нет
- Pressure Drop ChartДокумент2 страницыPressure Drop ChartRohit SahОценок пока нет
- Head Loss in A PipelineДокумент7 страницHead Loss in A PipelineIlham FirmansyahОценок пока нет
- Pressure Pipe Design-Moser CH 4 ExrptДокумент8 страницPressure Pipe Design-Moser CH 4 ExrptAnjan SigdelОценок пока нет
- R&R Ductwork SpecsДокумент27 страницR&R Ductwork SpecsSabir Mohamed AbdelhalimОценок пока нет
- Advanced VAV Design GuideДокумент228 страницAdvanced VAV Design GuideYunrong WuОценок пока нет
- Conlog AmrДокумент3 страницыConlog AmrSabir Mohamed AbdelhalimОценок пока нет
- M&e 2Документ2 страницыM&e 2DODI02 deltaОценок пока нет
- AltuglasДокумент8 страницAltuglasLUCACOMP1974Оценок пока нет
- Power Amp BK 2720Документ2 страницыPower Amp BK 2720Spiros LoutridisОценок пока нет
- 10.3 EllipsesДокумент2 страницы10.3 EllipsesKeri-ann MillarОценок пока нет
- Isolation For Earthquake Resistance: Base Isolation Seismic IsolationДокумент2 страницыIsolation For Earthquake Resistance: Base Isolation Seismic IsolationBoanerges ValdezОценок пока нет
- Owners Manual: 3000 SERIES Electric Hot Food Holding UnitsДокумент15 страницOwners Manual: 3000 SERIES Electric Hot Food Holding UnitsAdeRorОценок пока нет
- ISO Turning Inserts GuideДокумент36 страницISO Turning Inserts GuideferОценок пока нет
- Result-Adaptive PID ControlДокумент7 страницResult-Adaptive PID ControlShah Muhammed Abid HussainОценок пока нет
- Power System Iii: Automatic Generation Control (AGC)Документ54 страницыPower System Iii: Automatic Generation Control (AGC)31Abhinav AkashОценок пока нет
- HEOSL-OML30-01-0001-ELE-G-000002 - Cable Sizing Calculation 4 PDFДокумент1 страницаHEOSL-OML30-01-0001-ELE-G-000002 - Cable Sizing Calculation 4 PDFph0inixОценок пока нет
- Sample Handling in IRДокумент33 страницыSample Handling in IRPoornima ANОценок пока нет
- Concept of Settling PDFДокумент25 страницConcept of Settling PDFkasara sreetejОценок пока нет
- MH1811 Tutorial 1 Diff Eqns 1 2018Документ2 страницыMH1811 Tutorial 1 Diff Eqns 1 2018Monisha DasarathanОценок пока нет
- Algebra II Regents Exam Questions From Spring 2015-January 2020 (English)Документ192 страницыAlgebra II Regents Exam Questions From Spring 2015-January 2020 (English)Alejandro FelizОценок пока нет
- FDS SheetДокумент2 страницыFDS SheetsunnyОценок пока нет
- Jee Advanced 2 Paper 1Документ13 страницJee Advanced 2 Paper 1egoistic dumboОценок пока нет
- Science 7 - Q1 To Q4Документ4 страницыScience 7 - Q1 To Q4Romne Ryan PortacionОценок пока нет
- Experiment No.: Aim:-Apparatus: - MATLAB. Theory of Pulse Code Modulation & DemodulationДокумент6 страницExperiment No.: Aim:-Apparatus: - MATLAB. Theory of Pulse Code Modulation & DemodulationSujal GolarОценок пока нет
- Chip Formation: IntroductionДокумент5 страницChip Formation: IntroductionDr.S.Ravi CITОценок пока нет
- Electron Configuration Chart - NH's PageДокумент5 страницElectron Configuration Chart - NH's PageMalik Hamza AslamОценок пока нет
- 8I Science T3 Studypack 04 (8L Earth and Space)Документ7 страниц8I Science T3 Studypack 04 (8L Earth and Space)Mohammed AlmanОценок пока нет
- Chapter 1Документ5 страницChapter 1Christian EduardoОценок пока нет
- L2 Eln Spe 028Документ6 страницL2 Eln Spe 028CK TangОценок пока нет
- 03 - Atoms and Ions Notes 2017 KeyДокумент3 страницы03 - Atoms and Ions Notes 2017 Keyapi-292000448Оценок пока нет
- 5-Representing Real-Life Situations Using Logarithmic FunctionsДокумент29 страниц5-Representing Real-Life Situations Using Logarithmic FunctionsEllen DadivasОценок пока нет
- The Algebra of The Riemann Curvature Tensor General Relativity: PreliminariesДокумент32 страницыThe Algebra of The Riemann Curvature Tensor General Relativity: PreliminariesBqrisОценок пока нет
- 2D E Tray Sorter with Contactless Energy SupplyДокумент8 страниц2D E Tray Sorter with Contactless Energy Supplystg44Оценок пока нет