Вам также может понравиться
- OCW Rugosidades Sup PDFДокумент20 страницOCW Rugosidades Sup PDFjenny castro villcaОценок пока нет
- Cálculo protecciones eléctricasДокумент72 страницыCálculo protecciones eléctricasvsimongОценок пока нет
- Diseño de Instalaciones EléctricasДокумент19 страницDiseño de Instalaciones EléctricasErick Franco SevillanoОценок пока нет
- Diagrama UnifilarДокумент1 страницаDiagrama UnifilarEsli de Jesús Valtierra EscobedoОценок пока нет
- Ciclo Con Temporizadores ReporteДокумент16 страницCiclo Con Temporizadores ReporteRikardo CruzОценок пока нет
- Proyecto IntegradorДокумент33 страницыProyecto IntegradorRikardo CruzОценок пока нет
- Los TiristoresДокумент5 страницLos TiristoresRikardo CruzОценок пока нет
- PROYECTOДокумент2 страницыPROYECTORikardo CruzОценок пока нет
- Dibujos de Historietas para IluminarДокумент228 страницDibujos de Historietas para IluminarJorge OrnelasОценок пока нет
- Ensayo Sobre EmpowermentДокумент2 страницыEnsayo Sobre EmpowermentRikardo CruzОценок пока нет
- AutoCAD - Cristina Bonus - 1edДокумент47 страницAutoCAD - Cristina Bonus - 1edIng OscarОценок пока нет
- AutoCAD - Cristina Bonus - 1edДокумент47 страницAutoCAD - Cristina Bonus - 1edIng OscarОценок пока нет
- Formato de Estandarizacion de FondoДокумент1 страницаFormato de Estandarizacion de FondoRikardo CruzОценок пока нет
- Dibujos de Historietas para IluminarДокумент228 страницDibujos de Historietas para IluminarJorge OrnelasОценок пока нет
- Orden de Mantenimiento 300412Документ4 страницыOrden de Mantenimiento 300412Rikardo CruzОценок пока нет
- RodmientosДокумент6 страницRodmientosRikardo CruzОценок пока нет
- Clima OrganizacionalДокумент7 страницClima OrganizacionalRikardo CruzОценок пока нет
- Tarifas de Media Tension BuenoДокумент8 страницTarifas de Media Tension BuenoRikardo CruzОценок пока нет
- 08 Conjunciones - Descargar PDFДокумент4 страницы08 Conjunciones - Descargar PDFMabiella Paris BenedettoОценок пока нет
- Diagramas de GanttДокумент8 страницDiagramas de GanttWilder Rojas HuamanОценок пока нет
- Capitulo 3Документ9 страницCapitulo 3Liliana SerranoОценок пока нет
- 2 Planeacion y Organizacion Del TrabajoДокумент16 страниц2 Planeacion y Organizacion Del TrabajoLuis BurgoaОценок пока нет
- FMEAsДокумент6 страницFMEAsRikardo CruzОценок пока нет
- Proyecto Adm - Del TiempoДокумент7 страницProyecto Adm - Del TiempoRikardo CruzОценок пока нет
- RugosimetroДокумент6 страницRugosimetroyazitos0% (1)
- Mcclellan DДокумент2 страницыMcclellan DRikardo CruzОценок пока нет
- Manual Lavadora Trabajo FinalДокумент22 страницыManual Lavadora Trabajo FinalRikardo Cruz100% (1)
- P. DanielДокумент4 страницыP. DanielRikardo CruzОценок пока нет
- TablaДокумент1 страницаTablaRikardo CruzОценок пока нет
- Eb U2 Ea SacaДокумент13 страницEb U2 Ea SacaRikardo CruzОценок пока нет
- 1.7.3 Desigualdades Tipo A1x+b1 A2+b2 A3+b+Документ6 страниц1.7.3 Desigualdades Tipo A1x+b1 A2+b2 A3+b+J Luis MlsОценок пока нет
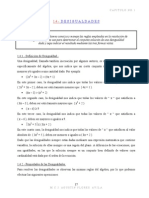
- 1.4. - DesigualdadesДокумент13 страниц1.4. - Desigualdadeshc9580Оценок пока нет
- Ejercicios de electrocinética - Conexiones en serie y paraleloДокумент1 страницаEjercicios de electrocinética - Conexiones en serie y paraleloJulio Cesar Neyra CelisОценок пока нет
- Laboratorio Electrotecnia No. 8-Circuito de ControlДокумент3 страницыLaboratorio Electrotecnia No. 8-Circuito de ControlStevenAndrezNolaskoОценок пока нет
- 278 - Ficha (Tec-Tt002) PDFДокумент1 страница278 - Ficha (Tec-Tt002) PDFyon jener vasquezОценок пока нет
- THHN #8 7 hilos AWGДокумент2 страницыTHHN #8 7 hilos AWGFredy Huamán FélixОценок пока нет
- Breve Manual de Instrucciones para Convertidores de FrecuenciaДокумент60 страницBreve Manual de Instrucciones para Convertidores de FrecuenciaANGEL ALBERTOОценок пока нет
- Informe 2 Curvas EquipotencialesДокумент14 страницInforme 2 Curvas EquipotencialesCARMEN IDALIA GUEVARA ARROYO100% (1)
- TT - 5-37.5 Kva PDFДокумент1 страницаTT - 5-37.5 Kva PDFAntonio CanalesОценок пока нет
- 42-47 3m592 - ES - 72dpi - Equipos PASS ABBДокумент6 страниц42-47 3m592 - ES - 72dpi - Equipos PASS ABBjgonzalez19615268Оценок пока нет
- Circuito RLCДокумент3 страницыCircuito RLCJavier RojasОценок пока нет
- 2.1.3.10 Lab - Install The Motherboard in A ComputerДокумент2 страницы2.1.3.10 Lab - Install The Motherboard in A ComputerJean Carlos Núñez PeñaОценок пока нет
- Aplicación Del Cálculo VectorialДокумент5 страницAplicación Del Cálculo VectorialLuis hОценок пока нет
- SM Applications PlusДокумент18 страницSM Applications Plusjuan felipe foreroОценок пока нет
- 2-Repaso y Definiciones ElectrónicasIoTДокумент21 страница2-Repaso y Definiciones ElectrónicasIoTDiego BlancoОценок пока нет
- Norma Técnica de Contratos.Документ19 страницNorma Técnica de Contratos.Mado DialОценок пока нет
- 9 Puesta A Tierra de TelecomunicacionesДокумент13 страниц9 Puesta A Tierra de Telecomunicacionesrodrigolopezu2511Оценок пока нет
- Tipos de MemoriaДокумент4 страницыTipos de Memoriagaby100% (3)
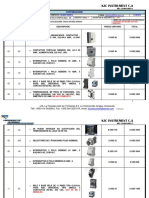
- KJC Instrument C.A: CotizacionДокумент3 страницыKJC Instrument C.A: CotizacionDavid CoboОценок пока нет
- Invención de La RadioДокумент14 страницInvención de La RadioLEONELA JENNIFER CASTRO ORTIZОценок пока нет
- 1 Camara y Habilitando Las Demas Camaras 15 % de Descuento Por Buen FinДокумент3 страницы1 Camara y Habilitando Las Demas Camaras 15 % de Descuento Por Buen FinGuuz peñaОценок пока нет
- He Aqui Un Transmisor FM de 4W de PotenciaДокумент5 страницHe Aqui Un Transmisor FM de 4W de Potenciapp_pxndxsuxforeverОценок пока нет
- DatasheetДокумент9 страницDatasheetAcronix SolucionesОценок пока нет
- Evolucion de Los BCM International (Contoladores de Carroceria)Документ15 страницEvolucion de Los BCM International (Contoladores de Carroceria)Miguelito TapiaОценок пока нет
- (ESP) DIRECT DUPLEX-VEG2000 Rev.0Документ1 страница(ESP) DIRECT DUPLEX-VEG2000 Rev.0Saul JaimesОценок пока нет
- Conocimientos en Produccion MusicalДокумент8 страницConocimientos en Produccion MusicalSteeven Espinosa OtavaloОценок пока нет
- Electronica Pe2Документ2 страницыElectronica Pe2Fausto Cusi QuispeОценок пока нет
- MP 210Документ2 страницыMP 210Elizabeth Montano VegaОценок пока нет