Вам также может понравиться
- 2019 King Shocks Catalog Reduzed SIzeДокумент62 страницы2019 King Shocks Catalog Reduzed SIzeAli Salik TradingОценок пока нет
- Pfi-Es-3 (2000) PDFДокумент4 страницыPfi-Es-3 (2000) PDFBarnum Pebble Darrel100% (1)
- Chevron Specification for Fusion Bonded Epoxy Pipeline CoatingДокумент15 страницChevron Specification for Fusion Bonded Epoxy Pipeline CoatingChozha RajanОценок пока нет
- Protective Coatings Technician Certification SchemeДокумент4 страницыProtective Coatings Technician Certification Schemezeidisuck100% (1)
- SSPC Trainthepainter WebinarДокумент64 страницыSSPC Trainthepainter WebinarFreddy Carl Fredricksen100% (2)
- SP-1174 - 2004 EditionДокумент47 страницSP-1174 - 2004 EditionSatish Kulkarni100% (2)
- Underground Pipe Coating Pinhole TestingДокумент4 страницыUnderground Pipe Coating Pinhole TestingEdison Walit100% (2)
- SSPC SP 1 PDFДокумент2 страницыSSPC SP 1 PDFAndang85100% (1)
- QC Manager-Johnson CVДокумент7 страницQC Manager-Johnson CVShanmuga NavaneethanОценок пока нет
- QC Manual ISO 3834 - 2 QM-02 FinalДокумент34 страницыQC Manual ISO 3834 - 2 QM-02 Finalavinash198776% (17)
- D4228 Painter QualificationДокумент3 страницыD4228 Painter QualificationTanmay Gor0% (2)
- Vijay CV Cswip Nace 1Документ3 страницыVijay CV Cswip Nace 1Vijay RajputОценок пока нет
- Amateur Photographer - January 3, 2015 UK PDFДокумент84 страницыAmateur Photographer - January 3, 2015 UK PDFDarko LawlОценок пока нет
- Internal Painting Works ITPДокумент2 страницыInternal Painting Works ITPPrasanna Kumar100% (1)
- Surface CoatingДокумент18 страницSurface Coatingaaftab ahmed100% (1)
- PhotoPlus The Canon Magazine - 2014Документ118 страницPhotoPlus The Canon Magazine - 2014Nebu Mathew100% (1)
- Coating Application ProcedureДокумент15 страницCoating Application ProcedureThinh NguyenОценок пока нет
- 3 - SWCC Specification M02 Polyethylene Coating Rev0Документ30 страниц3 - SWCC Specification M02 Polyethylene Coating Rev0EngineerSajidAlam100% (1)
- 32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFДокумент5 страниц32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFMarlon TurnerОценок пока нет
- NDT MatrixДокумент2 страницыNDT MatrixPanagiotis Chatzakos100% (1)
- Coating Inspectors HandbookR3Документ62 страницыCoating Inspectors HandbookR3Ahmed GaballaОценок пока нет
- COATING PROCEDURES AT A GLANCEДокумент10 страницCOATING PROCEDURES AT A GLANCENanang Cesc Utta100% (1)
- General Specification Painting and Galva PDFДокумент19 страницGeneral Specification Painting and Galva PDFZafr O'ConnellОценок пока нет
- Pipeline Field Joint CoatingДокумент38 страницPipeline Field Joint CoatingObinna Francis Mgbojikwe100% (2)
- QP-018, Quality Manual Procedure For Coupon and Probes MonitoringДокумент12 страницQP-018, Quality Manual Procedure For Coupon and Probes MonitoringIksan Adityo MulyoОценок пока нет
- External Pipe CoatingsДокумент15 страницExternal Pipe Coatingsupesddn2010100% (3)
- Joint Coating Application & Pipe Coating Procedure-009-RappДокумент8 страницJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahОценок пока нет
- ITP ManifoldДокумент7 страницITP ManifoldvinothОценок пока нет
- Paint Thickness Measurement ProcedureДокумент2 страницыPaint Thickness Measurement ProcedurenathgsurendraОценок пока нет
- Site Paint Repair Procedure IntumescentДокумент4 страницыSite Paint Repair Procedure Intumescentrimshadtp100% (3)
- Inspection Thermal Spray WebinarДокумент29 страницInspection Thermal Spray WebinarShriya Soni100% (1)
- Swiss International LLCДокумент4 страницыSwiss International LLCBurning TrainОценок пока нет
- Pull-Off Adhesion TestingДокумент35 страницPull-Off Adhesion Testingsflynn79Оценок пока нет
- Scope of ResponsibilitiesДокумент2 страницыScope of ResponsibilitiesMuthu Srinivasan Muthu Selvam100% (1)
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaДокумент14 страницInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MОценок пока нет
- Method Statement For Coating Repair of Air Handling Units (Ahu)Документ6 страницMethod Statement For Coating Repair of Air Handling Units (Ahu)moytabura96100% (1)
- G. Std. ITP For Pipeline Job PDFДокумент4 страницыG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWОценок пока нет
- DE-119889 - Rev 14 Procedure For Painting of Offshore Platforms PDFДокумент40 страницDE-119889 - Rev 14 Procedure For Painting of Offshore Platforms PDFgorakhnathgosaviОценок пока нет
- Site Master File Guide for Cosmetics and HHS ManufacturersДокумент18 страницSite Master File Guide for Cosmetics and HHS ManufacturersAaron Chris GonzalesОценок пока нет
- Drop Test of Loaded Containers by Free Fall: Standard Test Method ForДокумент13 страницDrop Test of Loaded Containers by Free Fall: Standard Test Method ForGabriel Herrera Gonzalez100% (4)
- Painter Qualification StandardДокумент3 страницыPainter Qualification StandardsampathkumarОценок пока нет
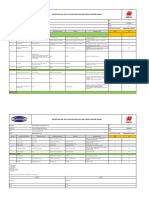
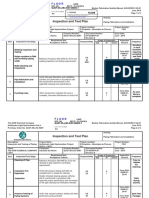
- INSPECTION AND TEST PLAN FOR PIPE RACK AND PIPING PAINTING WORKSДокумент2 страницыINSPECTION AND TEST PLAN FOR PIPE RACK AND PIPING PAINTING WORKSRanjan KumarОценок пока нет
- 25 - Coating ProcedureДокумент12 страниц25 - Coating ProcedureMOHAMEDОценок пока нет
- Inspection and Test Plan For Epc Gas Pipeline Project-X70mДокумент15 страницInspection and Test Plan For Epc Gas Pipeline Project-X70mFolarin Ayodeji100% (1)
- GRP Piping Installation ChecklistДокумент8 страницGRP Piping Installation ChecklistShankarEllampriam100% (3)
- AMEC Coating Specification 01Документ35 страницAMEC Coating Specification 01cenkturker100% (1)
- External Coating For Corrosion ProtectionДокумент142 страницыExternal Coating For Corrosion ProtectionMajid Dixon100% (1)
- Painting ProcedureДокумент62 страницыPainting Procedureasikur100% (3)
- Holiday TestДокумент2 страницыHoliday Testmohdrafeek83Оценок пока нет
- Quallity Control JPCLДокумент37 страницQuallity Control JPCLSerhan ÜnverОценок пока нет
- Quality Control Plan for Storage TankДокумент6 страницQuality Control Plan for Storage TankShiva KumarОценок пока нет
- Corrosion Protection Services GuideДокумент37 страницCorrosion Protection Services GuideTASNEEM100% (2)
- Application Guide Penguard MidcoatДокумент6 страницApplication Guide Penguard Midcoatadeoye_okunoyeОценок пока нет
- Material Receiving ProcedureДокумент10 страницMaterial Receiving ProcedureRaziKhanОценок пока нет
- Astm C1602Документ5 страницAstm C1602Nebu Mathew100% (3)
- Field Joint CoatingДокумент7 страницField Joint CoatingTeodor EzaruОценок пока нет
- Field Joint Coating and Repairs ProcedureДокумент32 страницыField Joint Coating and Repairs ProcedureZaidi100% (1)
- UG Pipe CoatingДокумент8 страницUG Pipe CoatingcenthilkrОценок пока нет
- Differences between Welding Procedure Specification and Welder Performance QualificationДокумент1 страницаDifferences between Welding Procedure Specification and Welder Performance QualificationFazeel Rick MohammedОценок пока нет
- 3LPE Coating SpecsДокумент36 страниц3LPE Coating SpecsRudra Pandit100% (1)
- Three-Layer Polyethylene Coating Procedure for 16-inch PipelineДокумент53 страницыThree-Layer Polyethylene Coating Procedure for 16-inch PipelineMuhamad Hassan100% (3)
- Zoning Ordinances - Meycauayan BulacanДокумент60 страницZoning Ordinances - Meycauayan BulacanPeter Allan Dela Costa75% (4)
- MS - Dolly Test ProcedureДокумент4 страницыMS - Dolly Test ProcedureRahul Moottolikandy100% (1)
- 3LPE Coating Spec.Документ28 страниц3LPE Coating Spec.9320008521100% (1)
- Norsok M501 System GuideДокумент16 страницNorsok M501 System GuideUhong LaiОценок пока нет
- Paint For SteelДокумент11 страницPaint For SteelSaud PathiranaОценок пока нет
- Repair Procedure For Rubber LiningДокумент1 страницаRepair Procedure For Rubber LiningChuah Cheong JinОценок пока нет
- HPCL 3LPE Coated Pipeline SpecificationДокумент32 страницыHPCL 3LPE Coated Pipeline Specificationgauravagrawal2010Оценок пока нет
- PPLN PL Dat 1 545b 27 00 Ds For Barred Tee Rev.01Документ12 страницPPLN PL Dat 1 545b 27 00 Ds For Barred Tee Rev.01AdvisОценок пока нет
- Inspection and Testing of Piping for Gulfstream LHC9 ProjectДокумент3 страницыInspection and Testing of Piping for Gulfstream LHC9 Projectmicho arellano morenoОценок пока нет
- FJ Cruiser Maintenance Checklist Version 2Документ1 страницаFJ Cruiser Maintenance Checklist Version 2Nebu MathewОценок пока нет
- Year 2 English Worksheet-Verbs & AdjectivesДокумент3 страницыYear 2 English Worksheet-Verbs & AdjectivesNebu MathewОценок пока нет
- Year 4 - Math - Term 2 - Sa Revision Paper (1)Документ4 страницыYear 4 - Math - Term 2 - Sa Revision Paper (1)Nebu MathewОценок пока нет
- Anode Pads InstalationДокумент2 страницыAnode Pads InstalationNebu MathewОценок пока нет
- 1265 6 Adhesion Test of Epoxy CoatingДокумент129 страниц1265 6 Adhesion Test of Epoxy CoatingUrang NataОценок пока нет
- Re-Registration of A VehicleДокумент2 страницыRe-Registration of A VehicleNebu MathewОценок пока нет
- Differential Scanning Calorimetry PresentationДокумент16 страницDifferential Scanning Calorimetry PresentationNebu MathewОценок пока нет
- PDF UK Dosing SytemsДокумент8 страницPDF UK Dosing SytemsibrahimkhansahilОценок пока нет
- ISO - 31-0 SI UnitsДокумент8 страницISO - 31-0 SI UnitsNebu MathewОценок пока нет
- Differential Scanning Calorimetry PresentationДокумент16 страницDifferential Scanning Calorimetry PresentationNebu MathewОценок пока нет
- D790-02 (Flexural Properties of Composites)Документ9 страницD790-02 (Flexural Properties of Composites)M.Ubaid Ullah KhalidОценок пока нет
- 50-Plus Years of Proven Corrosion Protection Performance With Thousands of Miles of Pipelines Operating in A Broad Range of Service ConditionsДокумент2 страницы50-Plus Years of Proven Corrosion Protection Performance With Thousands of Miles of Pipelines Operating in A Broad Range of Service ConditionsNebu MathewОценок пока нет
- SS 316LДокумент2 страницыSS 316LNebu MathewОценок пока нет
- Differential Scanning Calorimetry PresentationДокумент16 страницDifferential Scanning Calorimetry PresentationNebu MathewОценок пока нет
- D790-02 (Flexural Properties of Composites)Документ9 страницD790-02 (Flexural Properties of Composites)M.Ubaid Ullah KhalidОценок пока нет
- Principles of Air ConditioningДокумент23 страницыPrinciples of Air ConditioningGeorgios Roumpies100% (2)
- Iron-Carbon DiagramДокумент11 страницIron-Carbon DiagramrampradОценок пока нет
- 12 Typewriting IdentificationДокумент36 страниц12 Typewriting IdentificationCharles LuspoОценок пока нет
- CBSE Class 4 English Revision Worksheet (112) - ActivitiesДокумент5 страницCBSE Class 4 English Revision Worksheet (112) - ActivitiespinkyОценок пока нет
- Good Document PracticesДокумент10 страницGood Document PracticesSweetiJadavОценок пока нет
- New Perspectives Excel 2019 | Module 3: SAM Project 1aДокумент7 страницNew Perspectives Excel 2019 | Module 3: SAM Project 1aDevОценок пока нет
- ATR72 Paperkraft ManualДокумент7 страницATR72 Paperkraft ManualTex DiagoОценок пока нет
- Recyclability of Folding Cartons November 2020 Short ReportДокумент14 страницRecyclability of Folding Cartons November 2020 Short ReportmorchedОценок пока нет
- CIRCUITRONIX Is A Professional PCB DesignДокумент4 страницыCIRCUITRONIX Is A Professional PCB DesignCk WilliumОценок пока нет
- Process Responsible Unit/Person Disbursements by ChecksДокумент9 страницProcess Responsible Unit/Person Disbursements by ChecksGie Bernal CamachoОценок пока нет
- PROJECTДокумент28 страницPROJECTPraveen Reddy100% (1)
- Papyrus 7 EДокумент28 страницPapyrus 7 EAdarsh GochhayatОценок пока нет
- RBN2 v1gДокумент2 страницыRBN2 v1gfacebook6617Оценок пока нет
- Identifying Genuine Admiralty ProductsДокумент2 страницыIdentifying Genuine Admiralty ProductsGinni Bajwa GurinderОценок пока нет
- SAP HCM Processes and Forms Case StudyДокумент3 страницыSAP HCM Processes and Forms Case StudySanthosh GdsОценок пока нет
- Kiran ProjecctДокумент65 страницKiran ProjecctAniket YadavОценок пока нет
- Perfect Abrasive Products Faridabad, Haryana: Welcome TOДокумент14 страницPerfect Abrasive Products Faridabad, Haryana: Welcome TOSanjay BhasinОценок пока нет
- Sales Manual PartII PDFДокумент100 страницSales Manual PartII PDFRohit VermaОценок пока нет
- Relationship Between BS en ISOДокумент2 страницыRelationship Between BS en ISOkuraimund100% (1)
- 09 Security National Bank v. GundersonДокумент3 страницы09 Security National Bank v. GundersonKathОценок пока нет
- Answer: 52: L & T Model Questions SECTION#1 Quantitative Aptitude QuestionsДокумент30 страницAnswer: 52: L & T Model Questions SECTION#1 Quantitative Aptitude QuestionszeeshanОценок пока нет
- Bahasa Inggris SMK Kur 2013Документ13 страницBahasa Inggris SMK Kur 2013Jung Eunhee100% (2)
- Homework 1Документ7 страницHomework 1Varun AmesurОценок пока нет
- Eric Hernandez ResumeДокумент1 страницаEric Hernandez ResumeEric HernandezОценок пока нет
- Four Volumes Letter Post ManualДокумент488 страницFour Volumes Letter Post ManualMircea TiteiОценок пока нет
- Market Structure AnalaysisДокумент17 страницMarket Structure AnalaysisAnil Ak0% (1)
- Solapur CDRДокумент32 страницыSolapur CDRAnonymous Y1AQe0RI100% (4)
- Translog Production FunctionДокумент8 страницTranslog Production FunctionMandar Priya PhatakОценок пока нет