Вам также может понравиться
- OBC Certificate FormatДокумент1 страницаOBC Certificate Formatnarayananx5Оценок пока нет
- Place: Date: Signature of The Applicant: Kongu Engineering CollegeДокумент2 страницыPlace: Date: Signature of The Applicant: Kongu Engineering Collegenarayananx5Оценок пока нет
- Topic Sub Topic: Chapname S.No DurationДокумент3 страницыTopic Sub Topic: Chapname S.No Durationnarayananx5Оценок пока нет
- Sample MCQs For AWM SelectionДокумент24 страницыSample MCQs For AWM Selectionnarayananx5Оценок пока нет
- EcecsirДокумент2 страницыEcecsirnarayananx5Оценок пока нет
- The Role of Graphite Particles in The High-Temperature Wear of Copper Hybrid Composites Against SteelДокумент6 страницThe Role of Graphite Particles in The High-Temperature Wear of Copper Hybrid Composites Against Steelnarayananx5Оценок пока нет
- Effect of Graphite Particle Reinforcement On Dry Sliding Wear of Sic GR Al CompositesДокумент5 страницEffect of Graphite Particle Reinforcement On Dry Sliding Wear of Sic GR Al Compositesnarayananx5Оценок пока нет
- Characterization and ModellingДокумент4 страницыCharacterization and Modellingnarayananx5Оценок пока нет
- A Study On Process and Tribological Behavior of AI Alloy / Gr. (P) Composite C.B. BДокумент8 страницA Study On Process and Tribological Behavior of AI Alloy / Gr. (P) Composite C.B. Bnarayananx5Оценок пока нет
- Effect of Boron and Carbon Addition On Microstructure and Mec 2015 MaterialsДокумент14 страницEffect of Boron and Carbon Addition On Microstructure and Mec 2015 Materialsnarayananx5Оценок пока нет
- Centre For Research: Anna University CHENNAI 600 025 Dr. K.P.JAYA DirectorДокумент1 страницаCentre For Research: Anna University CHENNAI 600 025 Dr. K.P.JAYA Directornarayananx5Оценок пока нет
- Department of Mechanical Engineering: Name of The Laboratory: Manufacturing Technology Lab List of Major EquipmentsДокумент2 страницыDepartment of Mechanical Engineering: Name of The Laboratory: Manufacturing Technology Lab List of Major Equipmentsnarayananx5Оценок пока нет
- Name of The Laboratory: CNC Laboratory: Department of Mechanical EngineeringДокумент2 страницыName of The Laboratory: CNC Laboratory: Department of Mechanical Engineeringnarayananx5Оценок пока нет
- Materials and Manufacturing ProcessesДокумент9 страницMaterials and Manufacturing Processesnarayananx5Оценок пока нет
- ME2402 NotesДокумент23 страницыME2402 Notesnarayananx5Оценок пока нет
- ME2402-Computer Integrated ManufacturingДокумент6 страницME2402-Computer Integrated ManufacturingLarry SmithОценок пока нет
- Microstructure and Properties of Ae42 Magnesium Alloy and Its CompositeДокумент27 страницMicrostructure and Properties of Ae42 Magnesium Alloy and Its Compositenarayananx5Оценок пока нет
- Outreach Pamphlet RCCДокумент2 страницыOutreach Pamphlet RCCnarayananx5Оценок пока нет
- ME2401 Mechatronics QBДокумент9 страницME2401 Mechatronics QBkarthiksubramanian94Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
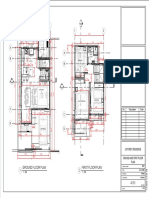
- Floor Plans & ElevationsДокумент6 страницFloor Plans & Elevationsbryan cardonaОценок пока нет
- Strength of Materials Basics and Equations - Mechanics of Materials - Engineers EdgeДокумент6 страницStrength of Materials Basics and Equations - Mechanics of Materials - Engineers EdgeansarОценок пока нет
- 200 Questions AnswersДокумент150 страниц200 Questions AnswersvempadareddyОценок пока нет
- Mitsubishi Electric Product OverviewДокумент116 страницMitsubishi Electric Product OverviewPepes HiuuОценок пока нет
- LRT JakproДокумент21 страницаLRT JakproAzzah Auliya Ardindasari100% (1)
- Mastering Microcontrollers Helped by ArduinoДокумент23 страницыMastering Microcontrollers Helped by ArduinoMeri Terihaj100% (2)
- Bombas Pentax SAДокумент48 страницBombas Pentax SAAgustin CahuanaОценок пока нет
- Circuito PCB Control Pedal V3 TerminadoДокумент1 страницаCircuito PCB Control Pedal V3 TerminadoMarcelo PereiraОценок пока нет
- Compressed Air Treatment EquipmentДокумент12 страницCompressed Air Treatment EquipmentSAUL OSPINOОценок пока нет
- Surveying Civil Engineering Pictorial Booklet 15 English MediumДокумент125 страницSurveying Civil Engineering Pictorial Booklet 15 English MediumtnstcnpalanisamyОценок пока нет
- Wri Method FigДокумент15 страницWri Method Figsoumyadeep19478425Оценок пока нет
- Bell Desk-2Документ96 страницBell Desk-2Arrow PrasadОценок пока нет
- Brochure FDP - EG 16.08.2021-1-2-2Документ3 страницыBrochure FDP - EG 16.08.2021-1-2-2sri sivaОценок пока нет
- Heat ExchangersДокумент25 страницHeat ExchangersMohammed Kabiruddin100% (7)
- Construction of Rajive Gandhi Urja Bhawan, Ongc Energy Center & Corporate OfficeДокумент23 страницыConstruction of Rajive Gandhi Urja Bhawan, Ongc Energy Center & Corporate OfficeDevendra SharmaОценок пока нет
- Drying AgentДокумент36 страницDrying AgentSo MayeОценок пока нет
- Cooling Water BasicsДокумент163 страницыCooling Water BasicsEduardo Castillo100% (1)
- Is 15707 2006Документ23 страницыIs 15707 2006anupam789Оценок пока нет
- Altenator PDFДокумент26 страницAltenator PDFluisОценок пока нет
- Seamless Fiux Fored Wire - Megafil250Документ1 страницаSeamless Fiux Fored Wire - Megafil250SungJun ParkОценок пока нет
- Connection DiagramsДокумент3 страницыConnection Diagramsfahad pirzadaОценок пока нет
- NAWTEC18-3507: Comparison of Acid Gas Control Technologies in Efw FacilitiesДокумент10 страницNAWTEC18-3507: Comparison of Acid Gas Control Technologies in Efw FacilitiesPunki KokoОценок пока нет
- Testing Report For Pressure Relief Valves: Petrofac International (UAE) LLCДокумент1 страницаTesting Report For Pressure Relief Valves: Petrofac International (UAE) LLCmurthy challapalliОценок пока нет
- 1.5SMC Series-1864824 PDFДокумент8 страниц1.5SMC Series-1864824 PDFRizwan RanaОценок пока нет
- QAP For Conical StrainerДокумент2 страницыQAP For Conical StrainersatishchidrewarОценок пока нет
- Unistream-Installation Operation & MaintenanceДокумент24 страницыUnistream-Installation Operation & MaintenanceJoanna Lauer-TrąbczyńskaОценок пока нет
- CE 411 Lecture 03 - Moment AreaДокумент27 страницCE 411 Lecture 03 - Moment AreaNophiОценок пока нет
- Planning and Site Investigation in TunnellingДокумент6 страницPlanning and Site Investigation in TunnellingJean DalyОценок пока нет
- Microbial Enhanced Oil Recovery (Meor)Документ7 страницMicrobial Enhanced Oil Recovery (Meor)Yomel Ramzi100% (1)
- Rankel Engine.Документ16 страницRankel Engine.Divya Prakash SrivastavaОценок пока нет