Вам также может понравиться
- Ultrasonic Technology Seals The DealДокумент10 страницUltrasonic Technology Seals The DealНиколайОценок пока нет
- Fusing Machine 2018Документ42 страницыFusing Machine 2018vani jainОценок пока нет
- Thermal Management of Electronics DevicesДокумент4 страницыThermal Management of Electronics Devicesrpselvakumar2008Оценок пока нет
- High EnrthДокумент10 страницHigh Enrthbat sohОценок пока нет
- RF Sealing TheoryДокумент3 страницыRF Sealing Theorykirandasi123Оценок пока нет
- Plastic WeldingДокумент3 страницыPlastic Weldingzidaaan100% (1)
- Tetsuya 2005Документ8 страницTetsuya 2005Vasanth KolurОценок пока нет
- Deformations in CeramicsДокумент6 страницDeformations in Ceramicsashutoshgoel100% (1)
- Kertas Penerangan c03 - Composite Product Forming Process (Open Mould) P (4-6)Документ21 страницаKertas Penerangan c03 - Composite Product Forming Process (Open Mould) P (4-6)Muhammad ZulfamiОценок пока нет
- 2001ANTEC Predictive ControlДокумент5 страниц2001ANTEC Predictive ControlJOSEMOPEREIRAОценок пока нет
- Raffia Tape Line ProcessДокумент20 страницRaffia Tape Line ProcessSumeet Rathor100% (12)
- D 2657 - 03 Rdi2ntcДокумент7 страницD 2657 - 03 Rdi2ntcHumberto GutierrezОценок пока нет
- Joining of PlasticsДокумент39 страницJoining of PlasticsLakshmanan VenkatesanОценок пока нет
- AbccccdddddДокумент26 страницAbccccdddddMehmet Saner ŞenkalaycıОценок пока нет
- Models - Acdc.heating CircuitДокумент24 страницыModels - Acdc.heating Circuitvenalum90Оценок пока нет
- Heat Transfer in Polymer ProcessingДокумент10 страницHeat Transfer in Polymer Processing林丽莹0% (1)
- Tutorial Heat Tension SimulationДокумент5 страницTutorial Heat Tension SimulationJavier TrujillanoОценок пока нет
- Filmdropwise LabДокумент47 страницFilmdropwise Labaizaqsyazwan50% (2)
- Intercomparison Procedures: For Gage Blocks Using Electromechanical ComparatorsДокумент21 страницаIntercomparison Procedures: For Gage Blocks Using Electromechanical ComparatorsRonny AndalasОценок пока нет
- McCool-DEVELOPMENT OF A PLUG ASSISTED THERMOFROMING SIMULATION-PaperДокумент4 страницыMcCool-DEVELOPMENT OF A PLUG ASSISTED THERMOFROMING SIMULATION-PaperTim OpatzОценок пока нет
- CTL-OP 108 Ed.2.0Документ7 страницCTL-OP 108 Ed.2.0whatthetruthОценок пока нет
- 08 - Chapter 3Документ2 страницы08 - Chapter 3vahidОценок пока нет
- Astm D5930.1207343-1 Condutividade Termica PDFДокумент5 страницAstm D5930.1207343-1 Condutividade Termica PDFtadeuafОценок пока нет
- Fusing Machines: BY-Sheikh Kashif Faiz Mamshi Oshin Vaswee DubeyДокумент36 страницFusing Machines: BY-Sheikh Kashif Faiz Mamshi Oshin Vaswee DubeyVaswee Dubey100% (1)
- Thermo WaveДокумент127 страницThermo WaveFernando Molina100% (2)
- Optimizing The Plug Assist Geometry Using SimulationsДокумент9 страницOptimizing The Plug Assist Geometry Using SimulationsKarim HakimОценок пока нет
- Analysis of The Effect of Humidity Diffusion, Occurred at Polyurethane Used For Insulating Material, On Thermal Conductivity CoefficientДокумент5 страницAnalysis of The Effect of Humidity Diffusion, Occurred at Polyurethane Used For Insulating Material, On Thermal Conductivity CoefficientAstekMaddenОценок пока нет
- Thermodyanmics SolutionДокумент7 страницThermodyanmics Solutionuae2005Оценок пока нет
- Design and Modelling of Advanced Welding Gun For ThermoplasticsДокумент6 страницDesign and Modelling of Advanced Welding Gun For ThermoplasticsM.SoundarrajanОценок пока нет
- Astm D2657 - 07Документ7 страницAstm D2657 - 07dsalguero_2100% (2)
- Thermal BondingДокумент27 страницThermal BondingRıdvan ÇıngarОценок пока нет
- Astm D 2657 - 97Документ9 страницAstm D 2657 - 97Walther LaricoОценок пока нет
- Technical Paper: Advantages of Multi-Layer Fuse Design: Raychem Circuit Protection Fast Acting Surface-Mount FusesДокумент10 страницTechnical Paper: Advantages of Multi-Layer Fuse Design: Raychem Circuit Protection Fast Acting Surface-Mount Fusesprashant_chaudhary83Оценок пока нет
- Compression Lab ReportДокумент8 страницCompression Lab ReportfatinzalilaОценок пока нет
- Hot Plate Welding of Plastics Moulded ComponentsДокумент4 страницыHot Plate Welding of Plastics Moulded ComponentsMehmet Soysal100% (1)
- Waseem IntrДокумент9 страницWaseem IntrDarshan R GorpadeОценок пока нет
- Simulation and Verification Mold Temperature Variation of Pulsed-CoolingДокумент5 страницSimulation and Verification Mold Temperature Variation of Pulsed-CoolingRafa BuitronОценок пока нет
- Thermoforming Design Guidelines-020810Документ46 страницThermoforming Design Guidelines-020810AmolPagdal100% (1)
- Heaters:: Mechanical ConstructionДокумент7 страницHeaters:: Mechanical ConstructionPurushothamОценок пока нет
- Designing Extruded Plastic ProfilesДокумент7 страницDesigning Extruded Plastic ProfilesVikram BorkhediyaОценок пока нет
- Joining Techniques For Thermoplastics MaterialsДокумент4 страницыJoining Techniques For Thermoplastics MaterialskayodeОценок пока нет
- A New Way of Getting Comfort by Using Peltier Comfort ConditionerДокумент7 страницA New Way of Getting Comfort by Using Peltier Comfort ConditionerSarah Joy ManimtimОценок пока нет
- Weldings On PipeДокумент4 страницыWeldings On PipeImran AkhtarОценок пока нет
- What Is Thin Film # Technology Information # Thermal Printheads # Products # KYOCERAДокумент3 страницыWhat Is Thin Film # Technology Information # Thermal Printheads # Products # KYOCERAMeera Rudresh B RОценок пока нет
- Compression MouldingДокумент6 страницCompression Mouldinglynda jerbiaОценок пока нет
- Plint Tribological MachineДокумент13 страницPlint Tribological MachineAndy Z del PieroОценок пока нет
- Pimm-Aims-2018 - PerezДокумент21 страницаPimm-Aims-2018 - Perez1711076053Оценок пока нет
- Metodos de Termoforamdo (Ingles)Документ19 страницMetodos de Termoforamdo (Ingles)Renato RosalesОценок пока нет
- Lecture 4.6: ThermoformingДокумент4 страницыLecture 4.6: Thermoformingapi-256504985Оценок пока нет
- Thermal Analysis of In-Situ Thermoplastic Composite Tape LayingДокумент26 страницThermal Analysis of In-Situ Thermoplastic Composite Tape Layingduchm-tfaОценок пока нет
- Week 6 Thermoforming ProcessДокумент32 страницыWeek 6 Thermoforming Processsac84hin100% (1)
- Improving Differential Pressure Diaphragm Seal System Performance and Installed CostДокумент4 страницыImproving Differential Pressure Diaphragm Seal System Performance and Installed Costkfathi55Оценок пока нет
- Experimental Analysis of Heat Transfer Performance of Wavy Fin Heat Sink With Different OrientationДокумент5 страницExperimental Analysis of Heat Transfer Performance of Wavy Fin Heat Sink With Different OrientationMADDI MADHAV.Оценок пока нет
- Characterization of Thermal Contact in Injection Molding Via The Combination of An Infrared Hollow Waveguide System and A Two-Thermocouple ProbeДокумент7 страницCharacterization of Thermal Contact in Injection Molding Via The Combination of An Infrared Hollow Waveguide System and A Two-Thermocouple ProbeHamed TouatiОценок пока нет
- 2011 Selezneva Comp AДокумент8 страниц2011 Selezneva Comp AChandra ClarkОценок пока нет
- Computer Simulation of Induction HeatingДокумент4 страницыComputer Simulation of Induction HeatingvertauldОценок пока нет
- Thermo FormingДокумент7 страницThermo FormingMarnel Roy MayorОценок пока нет
- Advanced Temperature Measurement and Control, Second EditionОт EverandAdvanced Temperature Measurement and Control, Second EditionОценок пока нет
- Temperature and Humidity Independent Control (THIC) of Air-conditioning SystemОт EverandTemperature and Humidity Independent Control (THIC) of Air-conditioning SystemОценок пока нет
- Branch Current Method PDFДокумент4 страницыBranch Current Method PDFVictorAbrahamGuerreroОценок пока нет
- M4272IBДокумент334 страницыM4272IBAmit KumarОценок пока нет
- Distribution Midterms ReviewДокумент111 страницDistribution Midterms ReviewEugine Reynan MorastilОценок пока нет
- Виды турбинДокумент54 страницыВиды турбинIvan DОценок пока нет
- Earthing CourseДокумент36 страницEarthing CourseMathiasОценок пока нет
- 2017 Winter Model Answer Paper PDFДокумент29 страниц2017 Winter Model Answer Paper PDFshivani valivОценок пока нет
- 19-P027-1 OMEGA III 192 LED - S 700ma DATA - IESNA95Документ13 страниц19-P027-1 OMEGA III 192 LED - S 700ma DATA - IESNA95DarwinОценок пока нет
- AutomotrizДокумент40 страницAutomotrizjairoОценок пока нет
- Material 2Документ10 страницMaterial 2Tori SmallОценок пока нет
- Infinity Car BASSLINKII SMДокумент34 страницыInfinity Car BASSLINKII SMwntrfresh9Оценок пока нет
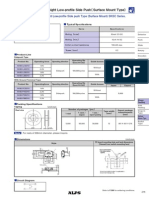
- 1.25mm Height Low-Profile Side Push Surface Mount TypeДокумент3 страницы1.25mm Height Low-Profile Side Push Surface Mount TypeshyhuОценок пока нет
- LED Strip Date Sheet PDFДокумент3 страницыLED Strip Date Sheet PDFRangga PribadiОценок пока нет
- Commelectric DiscrepanciaДокумент20 страницCommelectric DiscrepanciaEnrique Paternina HernándezОценок пока нет
- STD 60 NF 55 LДокумент14 страницSTD 60 NF 55 LHannOtto StoreОценок пока нет
- 001 NemДокумент4 страницы001 NemNg Han PeiОценок пока нет
- VX150 VX2 FMB T: 3: Troubleshooting ManualДокумент105 страницVX150 VX2 FMB T: 3: Troubleshooting ManualragiОценок пока нет
- Single-Supply Dual Comparator: General Description Package OutlineДокумент5 страницSingle-Supply Dual Comparator: General Description Package Outlinegilberto gutierrezОценок пока нет
- Module: Electromagnetism Activity: 3.2 R, C&L CircuitsДокумент10 страницModule: Electromagnetism Activity: 3.2 R, C&L CircuitsJun YamamotoОценок пока нет
- Experiment 1A:: Determining The Voltage of The Voltaic CellДокумент5 страницExperiment 1A:: Determining The Voltage of The Voltaic Cellhusna azizanОценок пока нет
- FichaTécnicaMotor200KW PDFДокумент1 страницаFichaTécnicaMotor200KW PDFEdward Jr ChapetonОценок пока нет
- Bipolar Junction Transistors (BJTS) 1Документ19 страницBipolar Junction Transistors (BJTS) 1ጁንታው ነኝОценок пока нет
- F 03Документ4 страницыF 03daulanayОценок пока нет
- En 809Документ12 страницEn 809khalidОценок пока нет
- lm358 LM 358 258 158 PDFДокумент42 страницыlm358 LM 358 258 158 PDFWinexОценок пока нет
- Power Elctronics Drives (LCVPA)Документ18 страницPower Elctronics Drives (LCVPA)Roshan ShanmughanОценок пока нет
- Nikken's Magnets A BackgroundДокумент3 страницыNikken's Magnets A BackgroundPeter John BellОценок пока нет
- ABB Technical Application Papers - Vol. 3 Distribution Systems and Protection Against Indirect Contact and Earth FaultДокумент54 страницыABB Technical Application Papers - Vol. 3 Distribution Systems and Protection Against Indirect Contact and Earth FaultASM_213Оценок пока нет
- Define and Differentiate Between AC Generators and DC GeneratorsДокумент17 страницDefine and Differentiate Between AC Generators and DC GeneratorsArafatОценок пока нет
- 11Документ6 страниц11sleshiОценок пока нет
- Bravo Ocean Schematic ModificationsДокумент2 страницыBravo Ocean Schematic ModificationsFernando CostaОценок пока нет