Вам также может понравиться
- HR Report ON Moser BaerДокумент77 страницHR Report ON Moser BaerKomal DhaliwalОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Literature Study Nift ChennaiДокумент5 страницLiterature Study Nift ChennaiAnkur SrivastavaОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
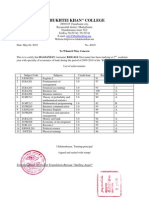
- Colleg Fee StructureДокумент1 страницаColleg Fee StructureSriram SaiОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Global Sources - 2010 June - Home ProductsДокумент212 страницGlobal Sources - 2010 June - Home Productsdr_twiggyОценок пока нет
- Presentation On FacebookДокумент39 страницPresentation On FacebookShaswat SinghОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Multilin 369Документ5 страницMultilin 369Edo RossОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Scan 0001Документ1 страницаScan 0001ochiroowitsОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Sell Sheet Full - Size-FinalДокумент2 страницыSell Sheet Full - Size-FinalTito BustamanteОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Usability Engineering (Human Computer Intreraction)Документ31 страницаUsability Engineering (Human Computer Intreraction)Muhammad Usama NadeemОценок пока нет
- Informatics in Logistics ManagementДокумент26 страницInformatics in Logistics ManagementNazareth0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Amendment No. 3 June 2018 TO Is 15658: 2006 Precast Concrete Blocks For Paving - SpecificationДокумент3 страницыAmendment No. 3 June 2018 TO Is 15658: 2006 Precast Concrete Blocks For Paving - Specificationraviteja036Оценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- BibliografieДокумент2 страницыBibliografieMadalin AlexandruОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- MailДокумент2 страницыMailSurya Ganesh SaitanaОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- DOE Cooling Catalogue 2017Документ164 страницыDOE Cooling Catalogue 2017Rashaad SheikОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Bolted Tank Specifications Final 11-5-15Документ6 страницBolted Tank Specifications Final 11-5-15Rodrigo ZapataОценок пока нет
- Plastiment BV 40: Water-Reducing Plasticiser For High Mechanical StrengthДокумент3 страницыPlastiment BV 40: Water-Reducing Plasticiser For High Mechanical StrengthacarisimovicОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Guide Line On The Electrical Co-Ordination of Pipelines and Power LinesДокумент96 страницGuide Line On The Electrical Co-Ordination of Pipelines and Power Linesjboston123100% (1)
- 563000-1 Web Chapter 4Документ22 страницы563000-1 Web Chapter 4Engr Ahmad MarwatОценок пока нет
- Project Reoprt On JSW SteelsДокумент30 страницProject Reoprt On JSW SteelsSakthi Krishnan100% (1)
- Differences Between Huawei ATCA-Based and CPCI-Based SoftSwitches ISSUE2.0Документ46 страницDifferences Between Huawei ATCA-Based and CPCI-Based SoftSwitches ISSUE2.0Syed Tassadaq100% (3)
- 1z0 062Документ274 страницы1z0 062Dang Huu AnhОценок пока нет
- Faqs and User Manual - Returns Offline Tool: Goods and Services Tax NetworkДокумент161 страницаFaqs and User Manual - Returns Offline Tool: Goods and Services Tax NetworklathaОценок пока нет
- Total Productive Maintenance WorksheetДокумент2 страницыTotal Productive Maintenance WorksheetSeda De Drasnia100% (1)
- BS 4485-4-1996 PDFДокумент34 страницыBS 4485-4-1996 PDFtienОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Manuals Com Cost Accounting by Matz and Usry 9th Edition Manual Ht4Документ2 страницыThe Manuals Com Cost Accounting by Matz and Usry 9th Edition Manual Ht4ammarhashmi198633% (12)
- 2006 AcrotechДокумент32 страницы2006 Acrotechkaniappan sakthivelОценок пока нет
- Oracle® Auto Service Request: Exadata Database Machine Quick Installation Guide Release 5.0Документ12 страницOracle® Auto Service Request: Exadata Database Machine Quick Installation Guide Release 5.0ManifoldОценок пока нет
- Kyabin Studio Pricelist 2021Документ18 страницKyabin Studio Pricelist 2021BudiОценок пока нет
- 720U2301 Rev 07 - Minimate Pro Operator ManualДокумент126 страниц720U2301 Rev 07 - Minimate Pro Operator ManualCristobalKlingerОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Customers at SurveyДокумент10 страницCustomers at Surveynaren000Оценок пока нет