Вам также может понравиться
- Rectificadora de Interiores y Rectificadora de Superficies PlanasДокумент6 страницRectificadora de Interiores y Rectificadora de Superficies PlanasGerardo Ramirez GuerraОценок пока нет
- 9 Practica de Limadora - Taller BasicoДокумент18 страниц9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Ejes y Arboles - ChavetasДокумент23 страницыEjes y Arboles - ChavetasDacri Dyz YacilaОценок пока нет
- Limadora de CodoДокумент6 страницLimadora de CodoChristian Pavel Raico ChoqueОценок пока нет
- Diseño Avanzado Practica #7Документ10 страницDiseño Avanzado Practica #7Karina SanchezОценок пока нет
- Ensayo RectificadoДокумент9 страницEnsayo RectificadoAndrea SuarezОценок пока нет
- La Fresadora Engrane HelicoidalДокумент7 страницLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosОценок пока нет
- Mecanismos ArticuladosДокумент8 страницMecanismos ArticuladosMayelanie MendietaОценок пока нет
- Engranajes ConicosДокумент25 страницEngranajes ConicosPaul García YepezОценок пока нет
- Procesos de manufactura: torneado, roscado, taladrado y másДокумент21 страницаProcesos de manufactura: torneado, roscado, taladrado y máscarОценок пока нет
- ENVEJECIMIENTOДокумент21 страницаENVEJECIMIENTOClaudia DávilaОценок пока нет
- Expo CNCДокумент9 страницExpo CNCEmiliano Baeza HernandezОценок пока нет
- Fresado de LevasДокумент6 страницFresado de LevasEdwin Yaguana0% (1)
- Transmisiones Por EngranajeДокумент19 страницTransmisiones Por EngranajeAlexis CastleОценок пока нет
- DurómetroДокумент11 страницDurómetro240593arОценок пока нет
- Afilado de Brocas y Cálculo de Velocidad de CorteДокумент23 страницыAfilado de Brocas y Cálculo de Velocidad de Cortesofia castrogОценок пока нет
- Parámetros de mecanizado en el tornoДокумент7 страницParámetros de mecanizado en el tornoYesid PinoОценок пока нет
- Mecanismos articulados de 4 barrasДокумент16 страницMecanismos articulados de 4 barrasMarisabel LiscanoОценок пока нет
- IEC61131Документ10 страницIEC61131carlcoxОценок пока нет
- Dibujo Mecanico Terminologia Casi Completo IIДокумент9 страницDibujo Mecanico Terminologia Casi Completo IIJosé SandovalОценок пока нет
- Forjado y TempladoДокумент8 страницForjado y TempladoIvan MelendezОценок пока нет
- Tipos de ArbolesДокумент38 страницTipos de ArbolesMilton Patricio CajilemaОценок пока нет
- Doblado: Procesos industriales de formadoДокумент34 страницыDoblado: Procesos industriales de formadoMAR�A JOSÄ PADRON T�MARAОценок пока нет
- Rosca - GeneralidadesДокумент4 страницыRosca - Generalidadesocaolg73Оценок пока нет
- Resortes HerlicoidalesДокумент14 страницResortes HerlicoidalesStephanny Patrizia Tumminello100% (1)
- Instituto Superior Tecnológico Tecsup (Grupo3)Документ10 страницInstituto Superior Tecnológico Tecsup (Grupo3)Orlando SChОценок пока нет
- Diseño de levas para movimiento de seguidoresДокумент2 страницыDiseño de levas para movimiento de seguidoresCuauhtemoc Mazon ValadezОценок пока нет
- Maquinas de Corte Por CizalladoДокумент15 страницMaquinas de Corte Por CizalladoLeonardoAlomiaОценок пока нет
- Cabezal Universal Divisor FresadoraДокумент6 страницCabezal Universal Divisor FresadoralaymoncarlosОценок пока нет
- Fuerzas ejercidas por un engranaje en un ejeДокумент9 страницFuerzas ejercidas por un engranaje en un ejeAna Karina CupeiroОценок пока нет
- Generalidades de RectificadoДокумент4 страницыGeneralidades de RectificadoCarlos NaranjoОценок пока нет
- Procesos de maquinado y acabado superficialДокумент6 страницProcesos de maquinado y acabado superficialCristobal GonzálezОценок пока нет
- FRESADOДокумент6 страницFRESADOJudith CervantesОценок пока нет
- Como Funciona Una FresadoraДокумент11 страницComo Funciona Una FresadoraGuillermo CalderaОценок пока нет
- Informe Afilado de CuchillasДокумент6 страницInforme Afilado de Cuchillaspiojito87Оценок пока нет
- 9-Introduccion A La CepilladoraДокумент12 страниц9-Introduccion A La CepilladoraJosue AvilaОценок пока нет
- LimadoraДокумент9 страницLimadoragastonmz82Оценок пока нет
- Estampado en caliente: métodos, variables y simulaciónДокумент13 страницEstampado en caliente: métodos, variables y simulaciónLUIS ANGEL SANTILLAN BARBOSAОценок пока нет
- Resortes helicoidales: materiales, diseño y oscilaciónДокумент9 страницResortes helicoidales: materiales, diseño y oscilaciónGonzález PabloОценок пока нет
- Como Hacer Un Engranaje RectoДокумент2 страницыComo Hacer Un Engranaje RectoMelisa PaucarОценок пока нет
- Torneado Cónico - ACABADOДокумент13 страницTorneado Cónico - ACABADOPaolita BrunoОценок пока нет
- Conclusiones Del TornoДокумент1 страницаConclusiones Del TornoSlayer100% (1)
- Acerosespeciales WebДокумент16 страницAcerosespeciales Webenmocr100% (1)
- LevasДокумент4 страницыLevasGisela GonzalezОценок пока нет
- Tarea 7Документ2 страницыTarea 7ルーリー シルバОценок пока нет
- Lecture 11. Resortes-Parte 1Документ6 страницLecture 11. Resortes-Parte 1Dany ValverdeОценок пока нет
- Herramientas e Instrumentos de HojalateriaДокумент3 страницыHerramientas e Instrumentos de HojalateriaMarco CalixОценок пока нет
- PROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoДокумент7 страницPROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoLuisa Angarita100% (1)
- Tallado Engranaje HelicoidalДокумент3 страницыTallado Engranaje HelicoidalRoberto Sanchez Rodriguez100% (1)
- Rectificado CilíndricoДокумент9 страницRectificado CilíndricoWilber DionicioОценок пока нет
- TornosДокумент31 страницаTornosRodrigo Vera CarcamoОценок пока нет
- Procesos de taladrado y escariadoДокумент32 страницыProcesos de taladrado y escariadoSebastian Stayle Moreno SolanoОценок пока нет
- Muela de RectificarДокумент7 страницMuela de RectificarHenry Manzano TonatoОценок пока нет
- Mapa Mental - Parametros ElectricosДокумент1 страницаMapa Mental - Parametros ElectricosJCYAHVE77Оценок пока нет
- Operaciones básicas de torneadoДокумент33 страницыOperaciones básicas de torneadoLuis Fernando Arias33% (3)
- Dureza BrinellДокумент8 страницDureza BrinellEduardoОценок пока нет
- Rectificadora, definición y tipos de máquina para mecanizado de precisiónДокумент12 страницRectificadora, definición y tipos de máquina para mecanizado de precisiónJosé MartinezОценок пока нет
- La RectificadoraДокумент9 страницLa Rectificadorac1h2o3kОценок пока нет
- RectificadoraДокумент6 страницRectificadoraJhon Sanchez LopezОценок пока нет
- Rectificadora: Tipos y PartesДокумент15 страницRectificadora: Tipos y PartesVilla1592Оценок пока нет
- AlbaДокумент2 страницыAlbaJeffrey CannonОценок пока нет
- Gestión de AlmacenesДокумент13 страницGestión de AlmacenesJeffrey CannonОценок пока нет
- Reseña Histórica Del ComputadorДокумент5 страницReseña Histórica Del ComputadorJeffrey CannonОценок пока нет
- El AlbaДокумент12 страницEl AlbaJeffrey CannonОценок пока нет
- Planteamiento Del ProblemaДокумент143 страницыPlanteamiento Del ProblemaJeffrey CannonОценок пока нет
- Control - GraficaДокумент18 страницControl - GraficaJeffrey CannonОценок пока нет
- Universalización de La EducaciónДокумент4 страницыUniversalización de La EducaciónJeffrey CannonОценок пока нет
- Control Estadistico de La CalidadДокумент12 страницControl Estadistico de La CalidadangelОценок пока нет
- Metodologia para Realizar AuditoriasДокумент8 страницMetodologia para Realizar AuditoriasJeffrey CannonОценок пока нет
- Metodo BairstowДокумент10 страницMetodo BairstowJeffrey CannonОценок пока нет
- Metodo BairstowДокумент10 страницMetodo BairstowJeffrey CannonОценок пока нет
- Pseudocódigo: lenguaje simplificado para describir algoritmosДокумент9 страницPseudocódigo: lenguaje simplificado para describir algoritmossolomilpalabras100% (1)
- Mead Johnson NutritionДокумент39 страницMead Johnson NutritionBryan Guerra Galvez100% (1)
- MercadoLaboralДокумент13 страницMercadoLaboralJoselinCalderónCabrera25% (4)
- 13 Cert. Garantia Masilla Plástica AnypsaДокумент1 страница13 Cert. Garantia Masilla Plástica AnypsaCarlosRobertoCamposJara100% (1)
- Organizador Competencias y Capacidades Área de Matemática - Zevallos Carrión Michelle StephanieДокумент3 страницыOrganizador Competencias y Capacidades Área de Matemática - Zevallos Carrión Michelle StephanieMichelle Stephanie Zevallos CarriónОценок пока нет
- Creación de Estrategia de LiberaciónДокумент14 страницCreación de Estrategia de LiberaciónVictoria RivОценок пока нет
- Prueba Octavo Perímetro y ÁreaДокумент3 страницыPrueba Octavo Perímetro y Áreafranfris100% (1)
- Sunfire 240g/L insecticida efectivoДокумент3 страницыSunfire 240g/L insecticida efectivoGothardo Casanova TorresОценок пока нет
- Coseno HiperbolicoДокумент9 страницCoseno HiperbolicoElizabethОценок пока нет
- Hacer Del SGSST PDFДокумент17 страницHacer Del SGSST PDFleidyyuliethjaramillo7Оценок пока нет
- Usos Del Ácido Láctico-1Документ3 страницыUsos Del Ácido Láctico-1amiraОценок пока нет
- Normograma sobre factores de riesgo laborales (menos deДокумент5 страницNormograma sobre factores de riesgo laborales (menos deCésar MontañaОценок пока нет
- Certificado de Calidad Sikaflex 2C NSДокумент2 страницыCertificado de Calidad Sikaflex 2C NSeslysa100% (1)
- Fármacos en KTR PDFДокумент16 страницFármacos en KTR PDFAntonio SimoncelliОценок пока нет
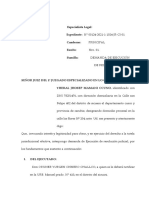
- Demanada de Ejecucion de Resolucion JudicialДокумент7 страницDemanada de Ejecucion de Resolucion JudicialYheral Yhosef Mamani CcunoОценок пока нет
- Universidad Nacional Abierta Producto 1Документ10 страницUniversidad Nacional Abierta Producto 1jonasОценок пока нет
- Casas Prefabricadas Modulares CubeДокумент2 страницыCasas Prefabricadas Modulares Cubetangyruin1606Оценок пока нет
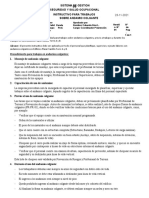
- Instructivo Uso de Andamios ColgantesДокумент1 страницаInstructivo Uso de Andamios Colgantesmanuel berriosОценок пока нет
- Definición de Pronóstico y Sus VariantesДокумент14 страницDefinición de Pronóstico y Sus VariantesLuis Parra Jr.Оценок пока нет
- Proyecto Tesis - Herramientas Multimedia InteractivasДокумент25 страницProyecto Tesis - Herramientas Multimedia InteractivasMiguel Orlando Iraheta50% (2)
- Foda BackusДокумент5 страницFoda BackusAngeles QNОценок пока нет
- Cuestionario 1 - Cap 6Документ4 страницыCuestionario 1 - Cap 6Liseyka NicholsonОценок пока нет
- Evidencia 4 - Ejercicio Práctico DesaduanamientoДокумент8 страницEvidencia 4 - Ejercicio Práctico DesaduanamientoJOSSELYN TATIANA ANGULO ARROYOОценок пока нет
- Medición de Tensión y Resistencia EléctricaДокумент14 страницMedición de Tensión y Resistencia EléctricaErick Ruiz100% (1)
- Tipos de CampañasДокумент31 страницаTipos de CampañasAlee Dici100% (1)
- Desarrollo industrial Valparaíso 1930-1960Документ17 страницDesarrollo industrial Valparaíso 1930-1960Rodrigo Andres Martínez MuñozОценок пока нет
- Eje Equ Elas Osci 18 1Документ4 страницыEje Equ Elas Osci 18 1Christian HualiОценок пока нет
- Cultivos de Ciclo LargoДокумент23 страницыCultivos de Ciclo LargoBetty AriasОценок пока нет
- Aceite Mobil Delvac MX 15W-40Документ3 страницыAceite Mobil Delvac MX 15W-40Anonymous hEqjR5gОценок пока нет
- HT Chema Techo v04.2023Документ2 страницыHT Chema Techo v04.2023KatherineMelissaRosadoMerinoОценок пока нет