Вам также может понравиться
- Vertical Pumps Repairs Standards VPRSДокумент44 страницыVertical Pumps Repairs Standards VPRSAlvialvarez100% (1)
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreОт EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreОценок пока нет
- Aviation Electronics Technician 1Документ332 страницыAviation Electronics Technician 1hariharasankar100% (3)
- K02 Mechanical Seal Leak - RCA DocumentДокумент8 страницK02 Mechanical Seal Leak - RCA DocumentMidha NeerОценок пока нет
- Ethane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuresДокумент18 страницEthane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuressanjeevvangeОценок пока нет
- 2012 Paper Screw CompressorsДокумент25 страниц2012 Paper Screw CompressorsravisankarОценок пока нет
- Test Automation Framework & Design For XXXXX Project: Author: XXXXXXДокумент14 страницTest Automation Framework & Design For XXXXX Project: Author: XXXXXXqtpencyclopediaОценок пока нет
- Understanding Centrifugal Compressor Capacity ControlsДокумент5 страницUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- Vibrations in Reciprocating CompressorsДокумент15 страницVibrations in Reciprocating Compressorschaitanya_kumar_13Оценок пока нет
- Mechanical Engineering Failures The Role of ReliabilityДокумент15 страницMechanical Engineering Failures The Role of ReliabilityAbdulrahman AlkhowaiterОценок пока нет
- Recip Overview Brochure HSR OnlyДокумент11 страницRecip Overview Brochure HSR OnlyMuhammad ImranОценок пока нет
- Windrock 6310-PA Hoerbiger CompressedДокумент64 страницыWindrock 6310-PA Hoerbiger CompressedManuel Otero Alza100% (3)
- EFRC Guidelines For Vibrations in Reciprocating Compressor SystemsДокумент30 страницEFRC Guidelines For Vibrations in Reciprocating Compressor SystemsMikl BeatzОценок пока нет
- Reciprocating Compressor Condition Monitoring - GEДокумент6 страницReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenОценок пока нет
- 31 Samss 012 PDFДокумент21 страница31 Samss 012 PDFFlorin Daniel AnghelОценок пока нет
- Forsthoffer’s Component Condition MonitoringОт EverandForsthoffer’s Component Condition MonitoringРейтинг: 4 из 5 звезд4/5 (2)
- Advantages of High Speed Balancing - ToshibaДокумент3 страницыAdvantages of High Speed Balancing - ToshibaJessica SandersОценок пока нет
- Why Do Surge Testing?Документ4 страницыWhy Do Surge Testing?astromo100% (1)
- Coupling TypeДокумент8 страницCoupling Typerajiv_ramachandranОценок пока нет
- The Relatioship of Vibration To Problems in Centrifugal Pumps - CheДокумент7 страницThe Relatioship of Vibration To Problems in Centrifugal Pumps - Chehtaboada2008100% (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Plant Air CompressorДокумент20 страницPlant Air CompressorAndrei SavvaОценок пока нет
- Troubleshooting Centrifugal Pumps July04!28!34Документ7 страницTroubleshooting Centrifugal Pumps July04!28!34ho-faОценок пока нет
- Integrated Machine Monitoring System': Concepts and ApplicationsДокумент26 страницIntegrated Machine Monitoring System': Concepts and Applicationsakamalapuri388Оценок пока нет
- Whitepaper Reciprocating MachineryДокумент19 страницWhitepaper Reciprocating MachinerySofiane HalimiОценок пока нет
- 4 BasicEngineandCompressorAnalysis PDFДокумент133 страницы4 BasicEngineandCompressorAnalysis PDFalvaroinc04Оценок пока нет
- Performance Management SetupsДокумент34 страницыPerformance Management Setupshamdy2001100% (6)
- Why Phase Information Is Important For Diagnosing Machinery ProblemsДокумент3 страницыWhy Phase Information Is Important For Diagnosing Machinery ProblemsdinhdtОценок пока нет
- AN07 ScrewCompressorsДокумент4 страницыAN07 ScrewCompressorsManojPillai08Оценок пока нет
- API 613 gear unit standard overview by Conner and BeckmanДокумент0 страницAPI 613 gear unit standard overview by Conner and BeckmanDelfinsh100% (1)
- 48 Case HistoryДокумент17 страниц48 Case HistorySamir Benabdallah100% (1)
- Vertical Turbine PumpДокумент28 страницVertical Turbine Pumpkarthikraja21Оценок пока нет
- BETA MACHINERY Specification For Reciprocating Compressor Pulsation-Vibration Study 2014Документ4 страницыBETA MACHINERY Specification For Reciprocating Compressor Pulsation-Vibration Study 2014Radu BabauОценок пока нет
- GSG E00612Документ12 страницGSG E00612Waqar DarОценок пока нет
- API Standards For Mechanical Rotating Machinery: September 2020Документ4 страницыAPI Standards For Mechanical Rotating Machinery: September 2020khabiranОценок пока нет
- TorsionalVibration PresentationДокумент20 страницTorsionalVibration PresentationValentin JonovОценок пока нет
- Guide To Measure Rotating EquipmentДокумент18 страницGuide To Measure Rotating EquipmentMDRОценок пока нет
- API Recip Compressor Best Practices 0300 - 060814Документ25 страницAPI Recip Compressor Best Practices 0300 - 060814daniel adamОценок пока нет
- Materials System SpecificationДокумент11 страницMaterials System SpecificationEagle SpiritОценок пока нет
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionОт EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionОценок пока нет
- Unloader Valve in Reciprocating Compressor Capacity ControlДокумент8 страницUnloader Valve in Reciprocating Compressor Capacity Controlfri_13th100% (1)
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsОт EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahОценок пока нет
- 29TC679FДокумент29 страниц29TC679FGustavo ChavezОценок пока нет
- Pumps Vibrations Limits As Per International Standards: EnggcyclopediaДокумент10 страницPumps Vibrations Limits As Per International Standards: Enggcyclopediasantosh kumarОценок пока нет
- 34 Samss 625Документ18 страниц34 Samss 625naruto256100% (1)
- Week 2 Water PumpingДокумент76 страницWeek 2 Water PumpingAbdullahi Dirie AbdiОценок пока нет
- Maintenance Basis Experience 3Документ20 страницMaintenance Basis Experience 3emailsepamku gorgomОценок пока нет
- Assembly-Line Balancing: A Valuable Tool For Increasing EfficiencyДокумент20 страницAssembly-Line Balancing: A Valuable Tool For Increasing Efficiencyaqsa imranОценок пока нет
- Computer SecurityДокумент20 страницComputer SecurityVaiBhav AroraОценок пока нет
- JIP Compressor FoulingДокумент3 страницыJIP Compressor FoulinglvicencioaОценок пока нет
- Best Practices in Compressor MountingДокумент9 страницBest Practices in Compressor MountingDaniel Puello RodeloОценок пока нет
- Effects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncДокумент10 страницEffects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncjamariekoniОценок пока нет
- Compressor Choke: by TMI Staff & Contributors On August 27, 2019Документ5 страницCompressor Choke: by TMI Staff & Contributors On August 27, 2019Tusar KoleОценок пока нет
- Centrifugal Pump Operating Range As Per API 610 - LinkedInДокумент2 страницыCentrifugal Pump Operating Range As Per API 610 - LinkedInragulОценок пока нет
- Canned PumpДокумент1 страницаCanned Pumpvk1234Оценок пока нет
- RWPL TG LP Rotor Replacement Scope of JobДокумент5 страницRWPL TG LP Rotor Replacement Scope of JobSreekanthMylavarapuОценок пока нет
- Root Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedДокумент8 страницRoot Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedAbdulrahman AlkhowaiterОценок пока нет
- Comet Diaphragm Pump Instruction ManualДокумент7 страницComet Diaphragm Pump Instruction ManualAnonymous FnTx4lxZNiОценок пока нет
- Sok0929245 PDFДокумент17 страницSok0929245 PDFLeonardo Basante HerreraОценок пока нет
- 303mills PDFДокумент32 страницы303mills PDFfaisalОценок пока нет
- GER4724 Torsional Dynamics PaperДокумент16 страницGER4724 Torsional Dynamics PaperBilal AllouhОценок пока нет
- Rotating Equipment Switchover Frequency Reduction-2020Документ10 страницRotating Equipment Switchover Frequency Reduction-2020Abdulrahman AlkhowaiterОценок пока нет
- 001B Guideline Introduction and Table of Contents - Official Release - 061515Документ8 страниц001B Guideline Introduction and Table of Contents - Official Release - 061515moxlindeОценок пока нет
- Document Tips BPML Master List AllДокумент132 страницыDocument Tips BPML Master List AllVaibhav ParabОценок пока нет
- Web Lab FileДокумент34 страницыWeb Lab Filesaloniaggarwal0304Оценок пока нет
- Ijetae 0812 07Документ9 страницIjetae 0812 07Sahitya16Оценок пока нет
- Udyam Registration Certificate - The Lord's Family SpaДокумент2 страницыUdyam Registration Certificate - The Lord's Family SpaNeekhil PareekОценок пока нет
- UB Series Technical Datasheet 1Документ4 страницыUB Series Technical Datasheet 1nameОценок пока нет
- WEMPE LED Digital Clock SeriesДокумент4 страницыWEMPE LED Digital Clock SeriesBùi Công LộcОценок пока нет
- Original Pump Disposables: Flexibility and Accuracy For All B. Braun PumpsДокумент2 страницыOriginal Pump Disposables: Flexibility and Accuracy For All B. Braun Pumpsmas agung chandraОценок пока нет
- RTD ScaleДокумент2 страницыRTD Scalethe Xquisite100% (1)
- CDMAДокумент11 страницCDMAkelvin jumaОценок пока нет
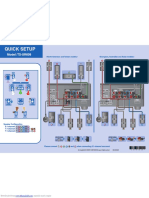
- Onkyo TX-SR608 Quick SetupДокумент2 страницыOnkyo TX-SR608 Quick SetupCliff-Jacky ChengОценок пока нет
- 4 Dipole Band III PanelДокумент1 страница4 Dipole Band III PanelJina Paola Alvarez HernandezОценок пока нет
- Seminar-Machining Centers and Machine Tool StructuresДокумент20 страницSeminar-Machining Centers and Machine Tool StructuresniteshwanОценок пока нет
- Stereo DVD Tuner Deck Receiver ManualДокумент164 страницыStereo DVD Tuner Deck Receiver ManualMicael Cesar Mendoza PaccoОценок пока нет
- 2021 07 OnlineДокумент96 страниц2021 07 OnlineAhmed SayedОценок пока нет
- LIVE MIGRATION ANALYSIS IN DOCKER USING CRIUДокумент54 страницыLIVE MIGRATION ANALYSIS IN DOCKER USING CRIUmutiaraОценок пока нет
- Current Trends and Issues in ITДокумент30 страницCurrent Trends and Issues in ITPol50% (2)
- The Big Problem With Renewable EnergyДокумент2 страницыThe Big Problem With Renewable EnergyDiego Acevedo100% (1)
- BS en 81-73-2005-05Документ17 страницBS en 81-73-2005-05Abey VettoorОценок пока нет
- pg138 Axi EthernetДокумент176 страницpg138 Axi EthernetSovi SoviОценок пока нет
- Design and Costing of 3kW Home Solar PlantДокумент2 страницыDesign and Costing of 3kW Home Solar Plant002Pradeep002Оценок пока нет
- HRMS ProposalДокумент12 страницHRMS ProposalPaul KamaraОценок пока нет
- Manual Veeder RootДокумент38 страницManual Veeder RootGilberto ArciniagaОценок пока нет
- COVID-19: Briefing Note #100, April 13, 2022Документ3 страницыCOVID-19: Briefing Note #100, April 13, 2022diyahОценок пока нет
- Sprabj 1Документ20 страницSprabj 1Anonymous OFQuRiZOUzОценок пока нет