Вам также может понравиться
- GUÍA TD Conducción Del CalorДокумент1 страницаGUÍA TD Conducción Del CalorJorge OrellanaОценок пока нет
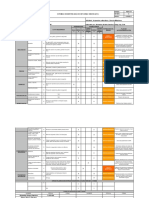
- Proforma PR00017-2020 - Levantamiento Obs Taller - Rev.01Документ4 страницыProforma PR00017-2020 - Levantamiento Obs Taller - Rev.01Rodolfo Elias Castillo Vigo100% (1)
- Scratch TestДокумент4 страницыScratch TestKoliNeRОценок пока нет
- Resultados P6 Excreción de SalicilatosДокумент13 страницResultados P6 Excreción de SalicilatosJose Manuel Perez VargasОценок пока нет
- PC 350-450.lider - 170706 - Cod TAUROДокумент24 страницыPC 350-450.lider - 170706 - Cod TAUROmcombale100% (1)
- EnsayoДокумент3 страницыEnsayodaniel barreraОценок пока нет
- PLAVISA - Catalogo Filtros (ESP)Документ6 страницPLAVISA - Catalogo Filtros (ESP)Juanmiguel1968Оценок пока нет
- Evaluacion de FisicaДокумент5 страницEvaluacion de Fisicaricardo castillaОценок пока нет
- Investigacion de Resonancia ElectricaДокумент5 страницInvestigacion de Resonancia ElectricaCharly FloresОценок пока нет
- Taller de Recta y Plano 3DДокумент2 страницыTaller de Recta y Plano 3Dasdasd123123Оценок пока нет
- Inyección electrónicaRJonatanMGДокумент65 страницInyección electrónicaRJonatanMGJONATANОценок пока нет
- PE-08 Pozo Capacitivo Rev02Документ21 страницаPE-08 Pozo Capacitivo Rev02OYOLA VARGAS EDWINОценок пока нет
- Manual Fundamentos Técnicos CE X - Enero2015Документ212 страницManual Fundamentos Técnicos CE X - Enero2015JuanAntonioFernandezОценок пока нет
- 2018 - 01 - 04 Sprays SOPPEC Productos (NXL)Документ13 страниц2018 - 01 - 04 Sprays SOPPEC Productos (NXL)Andrey BaronОценок пока нет
- Tipos de GelesДокумент9 страницTipos de GelesDiana Paola Alvarado ToledoОценок пока нет
- Catalogo 2014 Terminado - Opt ASS PUMPS CURVASДокумент86 страницCatalogo 2014 Terminado - Opt ASS PUMPS CURVASGuillermo CuevasОценок пока нет
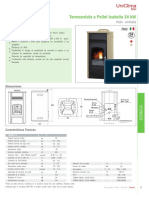
- Ficha Termoestufa Uniclima IsabellaДокумент1 страницаFicha Termoestufa Uniclima IsabelladanielОценок пока нет
- Perfiles U Estándar de Alas InclinadasДокумент2 страницыPerfiles U Estándar de Alas InclinadasDaniel RabascallОценок пока нет
- Capitulo 21Документ5 страницCapitulo 21Walter Paul Navarro HurtadoОценок пока нет
- Excel BTДокумент6 страницExcel BTPedro MarinОценок пока нет
- Modulos de IntroduccionДокумент13 страницModulos de IntroduccionANDREAОценок пока нет
- Ledvance FL Asymmetrical 150W DatasheetДокумент3 страницыLedvance FL Asymmetrical 150W Datasheetdarío_martínez_14Оценок пока нет
- ATSДокумент2 страницыATSEdicson Alvarez SanchezОценок пока нет
- Funciones GenesisДокумент13 страницFunciones GenesisRuby FigueredoОценок пока нет
- Diagrama de Causa y EfectoДокумент15 страницDiagrama de Causa y EfectoJose LoboОценок пока нет
- Matematicas 10° Guia # 1 - SeptiembreДокумент2 страницыMatematicas 10° Guia # 1 - Septiembrechris coa romeroОценок пока нет
- Guias de Física Grado Septimo Del 4 Al 8 de MayoДокумент3 страницыGuias de Física Grado Septimo Del 4 Al 8 de MayoHelenka Alenka CortésОценок пока нет
- Tesis. Meta - Análisis. Precipitación de AsfaltenosДокумент176 страницTesis. Meta - Análisis. Precipitación de AsfaltenosLUDO CLUBОценок пока нет
- Curso Completo de Audio PDFДокумент208 страницCurso Completo de Audio PDFJorge EstradaОценок пока нет
- Libro Isotopos 1Документ183 страницыLibro Isotopos 1robertОценок пока нет