Вам также может понравиться
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationОт EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosОценок пока нет
- MTG ProcessДокумент59 страницMTG ProcessShehzad Afzal MaharОценок пока нет
- Natural Gas Processing from Midstream to DownstreamОт EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirОценок пока нет
- Borsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationДокумент15 страницBorsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationlaquetengoОценок пока нет
- GV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, IndiaДокумент12 страницGV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, Indiavaratharajan g rОценок пока нет
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitДокумент8 страницModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizОценок пока нет
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsОт EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsОценок пока нет
- Final ReportДокумент29 страницFinal ReportpratikОценок пока нет
- Methanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemДокумент6 страницMethanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemzirimiaОценок пока нет
- Methyldiethanolamine As A Solvent For Gas DesulfurizationДокумент66 страницMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtОценок пока нет
- Claus ProcessДокумент6 страницClaus ProcessRafi AlgawiОценок пока нет
- Celanese PFD of MethanolДокумент1 страницаCelanese PFD of MethanolJessica CehОценок пока нет
- PFDДокумент1 страницаPFDDenny FirmansyahОценок пока нет
- Design Project Description 2013Документ10 страницDesign Project Description 2013Eunice MayhoongОценок пока нет
- Methanol To GasolineДокумент9 страницMethanol To GasolinehhvgОценок пока нет
- Final ReportДокумент46 страницFinal ReportVarun Gupta100% (1)
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOДокумент33 страницыAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuОценок пока нет
- 2012 5 Toc r1Документ11 страниц2012 5 Toc r1adame_uds100% (1)
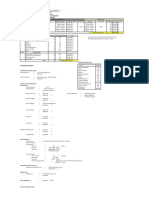
- Cost Estimation - Acetone Plant 1 PDFДокумент2 страницыCost Estimation - Acetone Plant 1 PDFDhananjay pathareОценок пока нет
- BREF LargeVolInorgChemicals Vdez06Документ446 страницBREF LargeVolInorgChemicals Vdez06Luís Miguel CastroОценок пока нет
- Methanol Plant 380 TPD 2362Документ14 страницMethanol Plant 380 TPD 2362Nontokozo Duma100% (1)
- GTL TechnologyДокумент24 страницыGTL Technologychaitanya_scribd100% (1)
- Cepci 2002Документ9 страницCepci 2002masyithah rachmatОценок пока нет
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesДокумент8 страниц4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rОценок пока нет
- Steam To Carbon Ratio Calculations: InstructionsДокумент8 страницSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- Production of Maleic AnhydrideДокумент8 страницProduction of Maleic AnhydrideZafran AliОценок пока нет
- Clariant Brochure Methanol Synthesis 201711 ENДокумент16 страницClariant Brochure Methanol Synthesis 201711 ENCrystal DaiОценок пока нет
- Lurgi MTP ArticleДокумент10 страницLurgi MTP Articlerkhandelwal9604100% (1)
- MetanolДокумент56 страницMetanolNicandroGonzalesОценок пока нет
- ON Overview of Ongc C2-C3 Plant, Dahej, Gujarat: Winter Training ProgramДокумент46 страницON Overview of Ongc C2-C3 Plant, Dahej, Gujarat: Winter Training ProgramU19CH076 ZEELKUMAR PATEL SVNITОценок пока нет
- Process Modeling, Simulation, and Environmental Applications in Chemical EngineeringДокумент358 страницProcess Modeling, Simulation, and Environmental Applications in Chemical Engineeringamerico molinaОценок пока нет
- Synthesis of Vinyl Acetate Monomer From Syntesis Gas TustinДокумент11 страницSynthesis of Vinyl Acetate Monomer From Syntesis Gas Tustindesigat4122Оценок пока нет
- Urea Plant IndiaДокумент35 страницUrea Plant IndiaAkhil AklОценок пока нет
- Nhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolДокумент40 страницNhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolStrong NguyenОценок пока нет
- 0809S2 - Abs Nexant Report Phosphoric AcidДокумент6 страниц0809S2 - Abs Nexant Report Phosphoric Acidlhphong021191Оценок пока нет
- Fundamentals of Power PlantsДокумент48 страницFundamentals of Power Plantsknx175100% (1)
- BM15-17 UdaanДокумент105 страницBM15-17 UdaanAnonymous HzljLSMcОценок пока нет
- Engeniero Methanol Task 1&2Документ61 страницаEngeniero Methanol Task 1&2sasi100% (1)
- Aromatics Upgrading Technologies: Ihs ChemicalДокумент9 страницAromatics Upgrading Technologies: Ihs ChemicalLêĐứcTiếnОценок пока нет
- 97 6 TocДокумент10 страниц97 6 TocJose Luis Gutierrez MadariagaОценок пока нет
- Final Year Design Project Presentation 1: Group 8Документ17 страницFinal Year Design Project Presentation 1: Group 8Natasha Mgt JoharОценок пока нет
- Hyoffwind Power To Gas End ReportДокумент68 страницHyoffwind Power To Gas End Reportapi-267204600Оценок пока нет
- Steam Cracking of Naphtha in Packed Bed ReactorsДокумент6 страницSteam Cracking of Naphtha in Packed Bed Reactorscandidater100% (1)
- HGДокумент156 страницHGJosè Helì Vallejos CoronadoОценок пока нет
- Dewatering Column AA Grade MethanolДокумент15 страницDewatering Column AA Grade MethanolIrma BrennanОценок пока нет
- A Steady-State Kinetic Model For Methanol Synthesis and The Water Gas Shift Reaction On A Commercial Cu/ZnO/Al2O3 CatalystДокумент10 страницA Steady-State Kinetic Model For Methanol Synthesis and The Water Gas Shift Reaction On A Commercial Cu/ZnO/Al2O3 CatalystHector100% (1)
- Ethane PDFДокумент2 страницыEthane PDFMirzetОценок пока нет
- Assignment 2 Process and Dynamic System Modelling (PPSD)Документ15 страницAssignment 2 Process and Dynamic System Modelling (PPSD)Husaini ZaidanОценок пока нет
- HYSYS-Report Ammonia PlantДокумент21 страницаHYSYS-Report Ammonia PlantDouglas Ross HannyОценок пока нет
- The Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEOДокумент0 страницThe Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEOBalaji RamanОценок пока нет
- KSFL ReportДокумент56 страницKSFL ReportAbhishek KumarОценок пока нет
- En Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessДокумент8 страницEn Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessAgam HanasichulaОценок пока нет
- Ben FieldДокумент10 страницBen FieldashmitharajaОценок пока нет
- Vertical KO Drum Sizing (Ver 1.0.0) : 1.0 DescriptionДокумент21 страницаVertical KO Drum Sizing (Ver 1.0.0) : 1.0 Descriptionrameshkarthik810Оценок пока нет
- Transalkylation of Toluene PDFДокумент2 страницыTransalkylation of Toluene PDFAidonОценок пока нет
- Introduction To Kellogg Braun & Root (KBR) Ammonia ProcessДокумент16 страницIntroduction To Kellogg Braun & Root (KBR) Ammonia ProcessAlvaro Boris Vallejos CortezОценок пока нет
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFДокумент457 страницPRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFJayshree Mohan100% (1)
- Asp Vs MBRДокумент8 страницAsp Vs MBRStanPuneetОценок пока нет
- BooksДокумент2 страницыBooksMuhammad Asif Butt MohsiniОценок пока нет
- Energy Efficiency Best PracticeДокумент35 страницEnergy Efficiency Best PracticewatiОценок пока нет
- Chapter IДокумент5 страницChapter IBernadette ZaragozaОценок пока нет
- Hospital Waste Management PlanДокумент4 страницыHospital Waste Management PlanPraiseGod'borngreat Chidozie EmenikeОценок пока нет
- MSDS - Sealxpert PS104 Bronze Repair Putty Rev 4 PDFДокумент3 страницыMSDS - Sealxpert PS104 Bronze Repair Putty Rev 4 PDFdirayОценок пока нет
- Water Treatment SystemДокумент12 страницWater Treatment SystemArunОценок пока нет
- Barapukuria 250MW Coal Mine SpecificationsДокумент393 страницыBarapukuria 250MW Coal Mine SpecificationsRupack HalderОценок пока нет
- Environment Damage Compansation CPCBДокумент38 страницEnvironment Damage Compansation CPCBPooja PareekОценок пока нет
- Appendix A: Construction Management Plan TemplateДокумент13 страницAppendix A: Construction Management Plan TemplateSaszet RékaОценок пока нет
- CMR SampleДокумент12 страницCMR SampleKim Howard Castillo100% (5)
- Environmental Science Past PapersДокумент9 страницEnvironmental Science Past PapersZ the officerОценок пока нет
- 7 Laws of NatureДокумент66 страниц7 Laws of NatureMaria Patricia LisandraОценок пока нет
- Workshop NotesДокумент648 страницWorkshop NotesmadjutakgentarОценок пока нет
- 1) Identify The Legal IssueДокумент6 страниц1) Identify The Legal IssueKryscel CzarinahОценок пока нет
- A Snapshot of Sustainability Reporting in The Construction Real Estate SectorДокумент15 страницA Snapshot of Sustainability Reporting in The Construction Real Estate SectorFernando PauwelsОценок пока нет
- Desalination ManualДокумент20 страницDesalination ManualSenthil KumarОценок пока нет
- Mind Map Upsr Complete 1Документ88 страницMind Map Upsr Complete 1Noorain MohammadОценок пока нет
- Prosweet Odor Solutions: Control of Odors To Maintain Safety and Environmental ComplianceДокумент2 страницыProsweet Odor Solutions: Control of Odors To Maintain Safety and Environmental ComplianceDezatama T Iwary EjaОценок пока нет
- Actualizing Sustainable MiningДокумент30 страницActualizing Sustainable MiningSteve B. SalongaОценок пока нет
- pLOMO CDCДокумент582 страницыpLOMO CDCwaitОценок пока нет
- Bactron E CHB 191Документ1 страницаBactron E CHB 191Wasif KarimОценок пока нет
- Environmental Condoc ENG Chapter1Документ6 страницEnvironmental Condoc ENG Chapter1Omer AkramОценок пока нет
- Ra 8749Документ66 страницRa 8749Belle Blances75% (4)
- 2008 11 25 Methods Method Biological 1684-BioДокумент16 страниц2008 11 25 Methods Method Biological 1684-Bioகுமார் எஸ்Оценок пока нет
- The Value of Ecosystems Coral ReefsДокумент5 страницThe Value of Ecosystems Coral ReefsAbidha A. AhmedОценок пока нет
- The 10 Problems in Our CommunityДокумент25 страницThe 10 Problems in Our CommunityOli Ayag68% (237)
- Asphasol SupremeДокумент7 страницAsphasol SupremebeanxinhОценок пока нет
- Project Synopsis FormatДокумент13 страницProject Synopsis FormatMomin Abu HuzaifaОценок пока нет
- NPCP Review PDFДокумент2 страницыNPCP Review PDFYGОценок пока нет
- Sully: The Untold Story Behind the Miracle on the HudsonОт EverandSully: The Untold Story Behind the Miracle on the HudsonРейтинг: 4 из 5 звезд4/5 (103)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestОт EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestРейтинг: 4 из 5 звезд4/5 (28)
- Hero Found: The Greatest POW Escape of the Vietnam WarОт EverandHero Found: The Greatest POW Escape of the Vietnam WarРейтинг: 4 из 5 звезд4/5 (19)
- The End of Craving: Recovering the Lost Wisdom of Eating WellОт EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellРейтинг: 4.5 из 5 звезд4.5/5 (81)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaОт EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaОценок пока нет
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindОт EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindОценок пока нет
- The Fabric of Civilization: How Textiles Made the WorldОт EverandThe Fabric of Civilization: How Textiles Made the WorldРейтинг: 4.5 из 5 звезд4.5/5 (58)
- Pale Blue Dot: A Vision of the Human Future in SpaceОт EverandPale Blue Dot: A Vision of the Human Future in SpaceРейтинг: 4.5 из 5 звезд4.5/5 (588)
- The Future of Geography: How the Competition in Space Will Change Our WorldОт EverandThe Future of Geography: How the Competition in Space Will Change Our WorldРейтинг: 4 из 5 звезд4/5 (5)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerОт EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerРейтинг: 4.5 из 5 звезд4.5/5 (122)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerОт EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerРейтинг: 4.5 из 5 звезд4.5/5 (54)
- Reality+: Virtual Worlds and the Problems of PhilosophyОт EverandReality+: Virtual Worlds and the Problems of PhilosophyРейтинг: 4 из 5 звезд4/5 (24)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyОт EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyОценок пока нет
- A Place of My Own: The Architecture of DaydreamsОт EverandA Place of My Own: The Architecture of DaydreamsРейтинг: 4 из 5 звезд4/5 (242)
- Packing for Mars: The Curious Science of Life in the VoidОт EverandPacking for Mars: The Curious Science of Life in the VoidРейтинг: 4 из 5 звезд4/5 (1395)
- The Weather Machine: A Journey Inside the ForecastОт EverandThe Weather Machine: A Journey Inside the ForecastРейтинг: 3.5 из 5 звезд3.5/5 (31)
- The Knowledge: How to Rebuild Our World from ScratchОт EverandThe Knowledge: How to Rebuild Our World from ScratchРейтинг: 3.5 из 5 звезд3.5/5 (133)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterОт EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterРейтинг: 5 из 5 звезд5/5 (3)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОценок пока нет
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureОт EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureРейтинг: 5 из 5 звезд5/5 (125)
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionОт EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionРейтинг: 4.5 из 5 звезд4.5/5 (2)