Вам также может понравиться
- Ductile Iron and Method of Making SameДокумент4 страницыDuctile Iron and Method of Making SameAgustine SetiawanОценок пока нет
- Nscguide2012 - e - 61-Flow Production Nippon SteelДокумент2 страницыNscguide2012 - e - 61-Flow Production Nippon SteelAgustine SetiawanОценок пока нет
- NSTR101-13 - Tech - Review-2-2-Change and Development of Steelmaking TechnologyДокумент6 страницNSTR101-13 - Tech - Review-2-2-Change and Development of Steelmaking TechnologyAgustine SetiawanОценок пока нет
- N9509-Welding Techniques For Tailored BlanksДокумент7 страницN9509-Welding Techniques For Tailored BlanksAgustine SetiawanОценок пока нет
- SM - en - Ar - 2003-ANNUAL REPORT-Nippon SteelДокумент56 страницSM - en - Ar - 2003-ANNUAL REPORT-Nippon SteelAgustine SetiawanОценок пока нет
- MATERIAL AND NDE CLASSIFICATIONДокумент103 страницыMATERIAL AND NDE CLASSIFICATIONAgustine SetiawanОценок пока нет
- Hot-dip coated steel strip with improved drawing qualityДокумент5 страницHot-dip coated steel strip with improved drawing qualityAgustine SetiawanОценок пока нет
- US4026729-Method of Making A Soft Steel Sheet by Continuous AnnealingДокумент6 страницUS4026729-Method of Making A Soft Steel Sheet by Continuous AnnealingAgustine SetiawanОценок пока нет
- Welding-Basic Study Guide 1997Документ136 страницWelding-Basic Study Guide 1997Agustine SetiawanОценок пока нет
- The Metallurgy of Carbon SteelДокумент5 страницThe Metallurgy of Carbon SteeltsoheilОценок пока нет
- DNV Os C401Документ44 страницыDNV Os C401Mung Duong XuanОценок пока нет
- Visual Inspection ModulesДокумент6 страницVisual Inspection ModulesAgustine Setiawan100% (2)
- NDT-PT TheoryДокумент22 страницыNDT-PT TheoryAgustine SetiawanОценок пока нет
- NDT-MT TheoryДокумент14 страницNDT-MT TheoryAgustine SetiawanОценок пока нет
- NDT For BoilersДокумент9 страницNDT For BoilersmjorionОценок пока нет
- Boiler - DFKI PVBOChartДокумент10 страницBoiler - DFKI PVBOChartAgustine SetiawanОценок пока нет
- Beda Antara Verifikasi & ValidasiДокумент18 страницBeda Antara Verifikasi & ValidasiAgustine SetiawanОценок пока нет
- Periodic Table of The ElementsДокумент1 страницаPeriodic Table of The Elementsm_tagliaОценок пока нет
- Trouble Shooting Guide For The Powder CoatingДокумент19 страницTrouble Shooting Guide For The Powder CoatingAgustine SetiawanОценок пока нет
- Black SteelДокумент2 страницыBlack SteelAgustine SetiawanОценок пока нет
- Metallurgy of Iron and SteelmakingДокумент13 страницMetallurgy of Iron and SteelmakingAgustine SetiawanОценок пока нет
- Hot Dip Galvanizing of Sheet Metal-SpangleДокумент6 страницHot Dip Galvanizing of Sheet Metal-SpangleAgustine SetiawanОценок пока нет
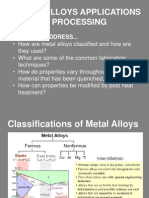
- Nickel Alloys Applications and ProcessingДокумент16 страницNickel Alloys Applications and ProcessingAgustine SetiawanОценок пока нет
- Cold Work EmbrittlementДокумент2 страницыCold Work EmbrittlementAgustine SetiawanОценок пока нет
- Metal Ki PehchaanДокумент14 страницMetal Ki PehchaanParteek GandhiОценок пока нет
- Cokal Confirms Indonesian Met ResourcesДокумент1 страницаCokal Confirms Indonesian Met ResourcesAgustine SetiawanОценок пока нет
- Drilling 01Документ1 страницаDrilling 01Agustine SetiawanОценок пока нет
- Standard Test Method For Drop Test of Loaded Containers by Free FallДокумент8 страницStandard Test Method For Drop Test of Loaded Containers by Free FallAgustine SetiawanОценок пока нет
- Isstech Studies Paper PDFДокумент28 страницIsstech Studies Paper PDFAgustine SetiawanОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Astm F139Документ5 страницAstm F139diegomez84Оценок пока нет
- 0-5303 Opt PDFДокумент226 страниц0-5303 Opt PDFAnonymous wUv02fОценок пока нет
- Prediction of Adhesion from Lewis Acid Base MeasurementsДокумент6 страницPrediction of Adhesion from Lewis Acid Base MeasurementsGabriel MendivilОценок пока нет
- E. Steam Power Plant - Pe - ExamДокумент4 страницыE. Steam Power Plant - Pe - ExamallovidОценок пока нет
- Peng Antar Minyak Bum IДокумент13 страницPeng Antar Minyak Bum ITara VergitaОценок пока нет
- Organizaational ChangeДокумент94 страницыOrganizaational ChangeAravind Kumar KotamsettyОценок пока нет
- Basic Mechanical Engineering MCQ PDF Part 3Документ10 страницBasic Mechanical Engineering MCQ PDF Part 3kibrom atsbhaОценок пока нет
- ISO 17746-2016 Steel Wire Rope Net Panels and RollsДокумент24 страницыISO 17746-2016 Steel Wire Rope Net Panels and RollsOctavian Miclescu100% (1)
- 9472761Документ23 страницы9472761Emerson KohlrauschОценок пока нет
- BoilerДокумент48 страницBoilerAbdallah Mansour100% (2)
- CBSE Class 12 Chemistry Previous Year Question Paper 2019 Set-3 QuestionДокумент6 страницCBSE Class 12 Chemistry Previous Year Question Paper 2019 Set-3 QuestionVikram tomarОценок пока нет
- Astm B495 10 2017Документ1 страницаAstm B495 10 2017shokhul lutfiОценок пока нет
- Vaporizer DesignДокумент18 страницVaporizer DesignEngr Abuzar Khan100% (1)
- Operating Manual: Eagleburgmann Mechanical Seal (M.S.)Документ22 страницыOperating Manual: Eagleburgmann Mechanical Seal (M.S.)kiranОценок пока нет
- I) Introduction To Polymer Nanocomposites For Food Packaging Applications II) Overview On An European Activity in The FieldДокумент39 страницI) Introduction To Polymer Nanocomposites For Food Packaging Applications II) Overview On An European Activity in The FieldNormanBatesОценок пока нет
- Noble Gases 20 Aug 2022Документ2 страницыNoble Gases 20 Aug 2022PLABAN DASОценок пока нет
- C2!6!455 Grout and Adhesive Rev.BДокумент50 страницC2!6!455 Grout and Adhesive Rev.BAreaya mahetemОценок пока нет
- Compendium Templates Nutrition Facts TablesДокумент86 страницCompendium Templates Nutrition Facts TablesFerociousWolfОценок пока нет
- 5054 w14 QP 11 PDFДокумент20 страниц5054 w14 QP 11 PDFHaroon GhaniОценок пока нет
- 13 - Chapter 3Документ32 страницы13 - Chapter 3Wahab Al-QaisiОценок пока нет
- Case Studies of The EntrepreneursДокумент14 страницCase Studies of The EntrepreneursSneha DobariaОценок пока нет
- Astm c1161 13Документ19 страницAstm c1161 13Taiana BonadioОценок пока нет
- 6 7 Group RabuДокумент102 страницы6 7 Group Rabuvita yantiОценок пока нет
- NG-018-D1-PNL-406701 - Rev06 UnsignedДокумент111 страницNG-018-D1-PNL-406701 - Rev06 UnsignedFolarin AyodejiОценок пока нет
- Cirp MSDSДокумент2 страницыCirp MSDSsharemw100% (2)
- HOSTAFORM® C 27021 - POM - Unfilled: DescriptionДокумент5 страницHOSTAFORM® C 27021 - POM - Unfilled: Descriptionrahul vermaОценок пока нет
- Opioid Adjuvant in NeuraxialДокумент10 страницOpioid Adjuvant in NeuraxialiswanlatifОценок пока нет
- Juventas New Catalogue PDFДокумент6 страницJuventas New Catalogue PDFboona mОценок пока нет
- It ThesisДокумент59 страницIt Thesisroneldayo62100% (2)
- Cells and BatteriesДокумент3 страницыCells and BatteriesmelissaОценок пока нет