Академический Документы
Профессиональный Документы
Культура Документы
Battery Test Guide
Загружено:
ltrongluanvn0 оценок0% нашли этот документ полезным (0 голосов)
226 просмотров33 страницыHow to do the battery test
Авторское право
© © All Rights Reserved
Доступные форматы
PDF или читайте онлайн в Scribd
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документHow to do the battery test
Авторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате PDF или читайте онлайн в Scribd
0 оценок0% нашли этот документ полезным (0 голосов)
226 просмотров33 страницыBattery Test Guide
Загружено:
ltrongluanvnHow to do the battery test
Авторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате PDF или читайте онлайн в Scribd
Вы находитесь на странице: 1из 33
Digatron
firing circuit
BATTERY TEST GUIDE
By
Mike Weighall
ABOUT THE AUTHOR
Mike Weighall is an independent consultant with 35 years
experience in the battery industry. He obtained his Chemistry degree
from the University of Manchester Institute of Science and
Technology (UMIST). He has spent most of his working career
associated with the battery industry, in a range of technical and
managerial roles with major UK employers, including Lucas,
‘Crompton, Cookson, and ENTEK International. This has included
responsibilty for the Battery Test Laboratories at Crompton Batteries
(now Hawker Energy Products) and setting up and running the
laboratory at Cookson Entek/ ENTEK Intemational. As a result, Mike
has extensive practical experience of the planning and implementa-
tion of test schedules for a range of battery tests for SLI, Motive
Power and VRLA applications.
€2000, Digevoniing Grou, no, All Fights Rosorved
TABLE OF CONTENTS
Introduction...
What is a Battery?
Battery Types and Applications.
‘The Purpose and Importance of Battery Testing,
Test Battery Sampling/ Scheduling and Statistical Analysis of Data
National / International Test Standards.
Basic Definitions and Data.
7.4 Definitions.
72 Influence of Discharge Fate on Capacity
78 _Infuenee of Temperature on Cap acy nnn
7. Acid Density
75 Open Circuit Voltage.
76 Influence of Temperature on Specific Gravity and Votage,
7.7 Peukert Equation. :
78 Reference Electro
7.9 General Test Requirements
Test Equipment Requirements.
Guidance on Laboratory Size, Equipment and Layout relative to
_Battery Throughput.
Valve Regulated Lead Acid (VRLA) Batteries... 1"
Automotive (SLI) Battery Te:
11.1 Key Parameters.
112 Test Sequence
113 SAE J2d0 Life Cycle
Motorcycle Batteries.
Lead-Acid Traction Batteries...
18.1 Industrial Trucks... a
13.1.1 Typical Test Sequence ~
13.1.2 Key Parameters.
13.1.3 Specific Values ...
18.2. Light Electric Road Vehicles . 45
18.2.1 Key Parameters ono simintacenn 1
133° Deep Cycle Batteries. "16
Stationary Lead-Acid Batteries...
14.1 Type Testing of Vented Stationary Batteries 7
44.1.1 Specific Requirements... senna
142° Classification of Valve Regulated Types
143° Planté Type. a
144° General tnformation
Aircraft Batteries
15.1 Type Approval Tests..
152 General Requirements.
15.3 Acceptance Tests..
15.4 Other Key Parameters
185. Spocialzed Test Equipment Requirements.
Battery Charging...
16.1 General
162 SLI Battones.
163 Stationary Batteries.
164 Valve Regulated Batteries (VALA)
16.5 General Guidance.
166 Charging Temperature
16.7 Series / Parallol Arrangement of Cell...
‘Accelerated Battery Tests atten BB
23
Unusual Battery Applications and Test Procedures...
Evaluation of Test Results
Internal Battery Examination,
Future Battery Developments eens
FIGURES AND TABLES
Figures
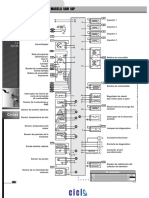
Figure 1. Charge and Discharge Reactions for the Lead-Acid Battery 2
Figure 2. Percentage of the 20 hour Capacity Available at
(Other Rates of Discharge 3
Figure 3. Typical Capacity Discharges at + 25°C. aot
Figure 4. High Rate Performance at -18°C . sas 4
Figure 5. Efectof Temperature on High Rate Battery Performance vn a5
Figure 6. Influence of Discharge Rate and Temperature on Relative Capacity. 5
Figure 7. High Rate Discharge at 315 Amps at -18°C at Different Fully
Charged Specific Gravities.... of 6
Figure 8. Relationship Between Open-Circut Voltage, Speciic Gravity,
and Capacity of Batteries at 25°C r
Figure 9. Temperature Correction of s.g. for Reference Temperature of 25°C. 8
Figure 10. Example Laboratory Layout aba
Figure 11. Dynamic Capacity Test. (EN 60254 -1). i 15
Figure 12. Discharge Characteristic for Short Circuit Test
(Stationary Battery BS EN 60896)... ete
Figure 13. Typical Test Circult (Stationary Battery BS EN 60896)... 19
Figure 14. Series or Parallel connection of cells... a -
Tables
Table 1. Twin Cadmium Readings
Table 2. Cold Crank Test Methods
‘Table 3. Typical Stationary Lead-Acid Battery Applications. s
Table 4. Typical Types and Construction of Stationary Lead-Acid Batterie
Table. Stationary Battery Test Schedule (BS EN 60896)
Table 6. Performance Class of VALA Batteries. —
Table 7. Final Discharge Voltages for Stationary Cells. 20
‘Appendices
Appendix 1. Examples of National Intemational Test Standards... 26
Appendix 2. Some Basic Electrochemical Terms. i.
1. INTRODUCTION
“The intention of this guide is that it will be of value to
both the novice and the expert in the art of battery testing
{t wil provide guidance concerning the equipment that will
be needad to set up a battery test laboratory, and the type
of tests that will be required. Reference will be made to
commonly used national or international test specifications
and their relevance to specific battery applications. itis
directed primarily at tho testing of lead acid batteries, and
all the referenced test specifications relate to lead-acid
batteries. However, the equipment used for testing lead-
‘cid batteries is normally also suitable for testing other
battery types. Many of the basic definitions are also valid
for other battery types.
For the benefit of the novice, the first part of the
brochure will deal with some of the basic definitions,
including the most basic one of all ‘What is a battery?”
2. WHAT IS A BATTERY?
Abattery is @ source of electrical energy, which is stored
fas chemical energy. Typically it contains two dissimilar
‘metals or metallic compounds, immersed in an electrolyte -
usually a liquid and separated by a separator. The metals
of metallic compounds are called electrodes. A difference
in potential or voltage is developed between the electrodes,
land when connected togather by an external load e.g. a
light bulb, chemical reactions take place inside the battery
and electrical current flows through the external circuit.
‘The electrolyte in which the electrodes are immersed
can be a liquid es in the lead-acid battery, or a solid paste
to make the battery unspillable as in the dry-cell battery
used for torches, radios etc. Some sealed lead-acid
batteries use a gelled electrolyte, or a starved electrolyte
design in which the acid is absorbed in a specially absorbent
Glass mat. These are known as Valve Regulated Lead Acid
Batteries (VRLA), because the internal cell pressure is
controlled by a re-sealable valve.
The terms battery and cell are often used interchange-
ably. A cellis a single unit having a voltage which is
characteristic of the battery systom e.g. a lead-acid battery
has a cell voltage of about 2 volts. A battery may consist
of one or more cells, normally connected in series. For
example, a car battery has 6 cells connected in series to
give a voltage of 12 volts,
Batteries fall into two main groups - Primary or
‘Secondary. A Primary battery is one in which the
electrical current can only be supplied until the materials in
the battery are exhausted. The chemical reactions are not
reversible, and the battery cannot be recharged. When it
‘can deliver no further power, it has to be thrown away.
Examples are zine-carbon and alkaline manganese dry
cells widely used in various electrical items such as radios,
cassette players, toys etc.
‘A Secondary battery or Storage battery is one in which
the chemical reactions that take place are reversible.
Electrical power can be drawn from the battery until the
chemicals are used up and the battery is discharged. The
battery can be recharged and the materials converted back,
into the original charged materials by applying a charging,
‘current in the reverse direction to the discharging current.
‘This cycle of charge and discharge can be cartied out
many times before the battery fails.
‘The lead-acid battery is an example of the Secondary
battery. Nickel-cadmium is also a secondary battery and
competes with lead-acid in some applications e.g. standby
power, telecommunications etc. New battery technologies
are also emerging e.g. nickel metal-hydride, nickel-zinc,
lithium-ion and lithium-polymer systems.
In the lead-acid system the electrodes are lead and lead
dioxide, and the electrolyte is dilute sulfuric acid, During
discharge, both electrodes are converted to lead sulfate.
Recharge converts them back to the original lead and lead
dioxide. The number of charge/discharge cycles that can
be carried out before the battery falls depends on the battery
design and its application. The charge and discharge
reactions are well known, and aro shown in Figure 1.
Unlike most other battery systems, in the lead-acid battery
the electrolyte (sulfuric acid) actually takes part in the
electrochemical reaction. Measurement of the density of
the electrolyte - and monitoring of the electrolyte density at
the end of charge or the end of discharge - provides a
useful indicator of the state of charge or state of health of
the battery.
3. BATTERY TYPES AND APPLICATIONS
This brochure will concentrate on the testing of lead-
‘acid batteries but some of the general principles will also
bbe valid for the testing of other battery types. Lead-acid
batteries are used in a wide range of applications, and the
intended application has to be taken into account when
deciding on the range of tests to be carried out. Some of
the broad applications include:
m= SLI — Starting, Lighting, Ignition.
+ Automotive
‘+ Heavy Duty Automotive
+ Truck
+ Normal maintenance/low maintenance/
maintenance free,
+ Motor-cycle.
= Motive Power (Traction)
* Industrial Trucks
+ Light Electric Road Vehicles
+ Deep Cycle Marine
+ Golf Car
+ Floor Maintenance Machinery
= Stationaryistandby
* Vented (flooded)
+ Sealed (VRLA)
+ Planté type
+ Flat Plate
+ Tubular
wm Aircraft
* Vented
+ Sealed (VRLA)
All the applications listed above are the subject of
rational and/or international specifications. I is not the
intention of this brochure to provide details ofall these
specifications. A listing of some of them is included in
Appendix 2 for guidance. This brochure will give guidance
‘concerning the general tost methods for each of the above
applications, and where appropriate will highlight differences
between specific commonly used test specifications.
‘At the moment, the variety of national test standards,
‘can be confusing, but IEC Committees are currently
Original Material Used
lonization Program
Current Producing
Process
Final Products of
Discharge
Final Products of
Discharge
Ionization Process
Process Produced by
Current
Original Mater
Restored
Negative plate
Negative plate
Positive plate
| Electrolyte |
‘4H20 ro
Less amt used 24)
2H20
Discharge Reactions
LB aoe
Electrolyte | Positive plate
' pbees
k ela ers
tl
H2S0,! PbO»
Charge Reactions
Figure 1. Charge and Discharge Reactions for the Lead-Acid Battery
developing intemational standards wich itis anticipated
will eventually supersede the various national standards.
4. THE PURPOSE AND IMPORTANCE OF
BATTERY TESTING
= To ensure that the battery meats its design (rated)
capacity, and to provide certification to customers.
= To highlight specific manufacturing problems.
= For sales promotion e.g. to show that the battery
performance andior life is better than that of
‘competitors batteries. As part of the design process
for anew battery type or an improved battery design.
= As patt ofthe battery manufacturers or materials,
suppliers research and development program e.g.
looking at new or improved materials (e.g. new
separator or grid alloy)
5. TEST BATTERY SAMPLING/SCHEDULING
AND STATISTICAL ANALYSIS OF DATA
Itis an unfortunate fact that battery manufacturers and
battery test laboratories often forget to consider the influence
Cf sample size on the validity of test data, and rarely subject
the test results to any form of statistical analysis. Even with,
‘modern equipment and production techniques, the variation
between one battery and another in the same batch can be
surprisingly large. There will be an even greater variation
between batteries from different batches (e.g. made on
ifferent days from different paste mixes etc.). In order to
2
bbe able to draw valid conclusions from the battery test
data, certain precautions must be taken.
1. The sample size must be decided based on established
statistical techniques. For a specific sample, a minimum
of 5 batteries is needed. The guidance given in the
relevant test specification should be followed where
appropriate, Sample requirements may differ dependent
‘on the purpose of the test e.g. whether the testing is
part of a research and development program or for rou-
tine production/quality control checking. For production!
quality control, decisions also have to be taken as to
how frequently batteries are sampled from the produc-
tion line (every day? every week?)
2. Test data should be analyzed using established
statistical techniques.
3, Where comparisons are being made between different
bbatterios 0.9. because of an intemal design change
‘such as a new grid alloy or separator, the results need
to be analyzed using established statistical techniques,
to determine whether any observed citferences are sta-
‘istically significant. For example, the “Students “test”
for small sampies can be used.
4, Standards are available for sampling procedures,
acceptable quality level etc., for example BS 6001-1:
1999. Appendix 1 gives more detail
6, NATIONAL/INTERNATIONAL TEST STANDARDS,
‘Some of the most important test standards are
‘summarized in Appendix 1
BASIC DEFINITIONS AND DATA
7A Definitions
“The electrical energy supplied by the battery can be
used in a number of different ways, but essentially an
‘electrical current is drawn from the battery for a defined
period of time, at a voltage which is characteristic of the
battery system. However, the battery voltage may vary as
the battery is discharged, and eventually the voltage of the
battery will fall too law to carry out the desired work e.9.
powering a light bulb, running an electric motor etc. The
battery size, weight and design have to be such as to meet,
the requirements of the duty application. The purpose of
testing the battery is to ensure that it meets these design
requirements.
Basic electrochemical definitions and battery property
definitions are summarized in Appendix 2.
7.2 Influence of discharge rate on capacity.
“The capacity ofa battery ata given temperature will be
influenced by the rate at which itis discharged — the higher
the discharge rate the lower the actual capacity. An example
of this is shown in Figure 2 where the capacity of a battery
at different rates of discharge is shown as a % of the 20-
hour rate capacity, In this particular example, the capacity at
the 10-hour rate fs only 88% ofthe capacity atthe 20-hour
rate; atthe S-hour rate itis only 75% ofthe 20-hour rate
‘capacity. This influence of the discharge rate on capacity is
shown ina diferent way in Figure 3, where the capacity of
a battery with a 10-hour rate capacity of 6OAh is shown at 3
diferent discharge currents.
The influence of discharge rate on capacity is even more
marked at high currents and low temperatures, as shown in
100
% Capacity
° 2 ‘ ‘ s 0
now «wm wm mw
Discharge Time -Hours
Figure 2. Percentage of the 20 hour Capacity Available at Other Rates of Discharge
Figure 4, where the high rate performance at -18°C is
shown for different discharge currents from 210 amps to
600 amps. From this curve it should also be noted that the
slope of the voltage curve becomes steeper the highor the
discharge current.
7.3 Influence of temperature on capacity.
The lower the temperature the lower the capacity of the
battery. This is because the electrochemical reactions take
Bb
place more slowly at low temperatures, and the viscosity
and resistivity of the acid increase. Formulae are available
to calculate the influence of a change in temperature on
the capacity of the battery (see belon)..
Figure 5 shows the influence of temperature on high
rate battery performance for a typical battery discharged at
‘2 current of 340 amps. It can be seen that a reduction in
the temperature affects the average discharge voltage as
well as the discharge time.
75 AMS
. 5 1 1s »
Discharge
0
ure 9. Typical Capacity Discharges at +25°C.
Figure 4. High Rate Porformance at -18°C.
Figure 6 shows the influence of both discharge rate and
‘temperature on relative capacty over a temperature range from
-50°C to +27°C, and a discharge rate from 1 min to 600 min.
‘Some test specifications include a formula to enable
temperature correction of the capacity if the measured
average temperature is different from the reference
temperature. This formula is typically of the form:
Coa CMI + At te)
Where:
Ca = actual capacity (comected for temperature)
C= measured capacity
temperature coefficient of capacity.
yeasured temperature
‘w= reference temperature.
‘When using this equation, the value of \ used should be
the value given in the relevant test specification (or by the
battery manufacturer), as diferent specifications give
different values for A, from d = 0.006, to d = 0.010. This is
because the temperature cooffcient is also affected by the
test temperature range and the discharge time.
Battery Voltage
° as 1 1s 2
25 3 35 ‘ 4s 5
Diacharge Time- Minutes
Figure 5. Etfect of Temperature on High Rate Battery Performance
Sh of Sr, Rat Capacty
40 0 ‘0 “wo
Discharge Rate Minutes
Figure 6, Influence of Discharge Rate and Temperature on Relative Capacity
7.4 Acid Density (specific gravity)
Changes in the acid density have a slighty diferent
ctfect on the positive and negative plates in the battery.
However, in general, a lower capacity is obtained if the
specific gravity of the acid is reduced. For example, a
change from 1.280 to 1.240 s.9. will reduce the capacity by
up fo 11% at the 10-hour discharge rate, and up to 40% at
the high discharge rate (Z-minute rate). This effect is
important, because batteries intended for operation in
tropical climates may be specified with a lower top of
charge spectic gravity than batteries intended for operation
in temperate climates. An example of the influence of spe-
cific gravity on capacity is shown in Figure 7. The main
‘graph shows the influence on the high rate capacity, while
the inset table shows the influence on capacity at the 10-
hour rate (6.8 amps). The effect of acid specific gravity on
Capacity is much greater at a high rete of discharge than at
low discharge rate. In the example shown, the high rate
capacity at 1.240 s.g. is only 60% ofthat at 1.280 5.9; at
the 10-hour rate, the capacity at the lower s.g. is 88% of
that with the higher acid s.o,
7.5 Open Circuit Voltage
The open circuit voltage of a fully charged lead acid cell
(at 1.280 5.g,) is ~ 2.12v (~ 12.70 v fora 12 volt battery).
Measurement of the open circuit cell / battery voltage can
provide a good indication of the state of charge of the cell
or battery, and of the specific gravity of the acid. However,
the open circuit voltage is also influenced by the fully
charged specitic gravity of the acid (0.9. ciferent fully
charged acid s.g. for tropical climate and temperate climate
batteries). These relationships are shown in Figure 8.
lt should be noted that if the battery has been on charge
within the previous 24 hours, then the open circuit voltage:
‘may be higher than the equiliorium voltages shown in this,
‘graph. Discharging the battery for a few seconds only will
restore the “equilibrium” voltage while having no significant
effect on the capacity of the battery.
7.6 Influence of temperature on specific gravity
and voltage
Specific gravity decreases as temperature increases,
and vice versa. Different test methods may specify the fully
charged specific gravity of a battery at different reference
temperatures e.g. 15°C, 20°C, 25°C, 26.8°C (80°F). When
‘measuring the specific gravy of the battery electrolyte, itis,
important that the temperature is also recorded and the
measured specttic gravity is corrected to the required
reference temperature. The temperature correction used
is as follows:
For every 10°C below the specified reference tempera-
ture, subtract 0,007 from the observed hydrometer read-
ing,
For every 10°C above the specified reference temperature,
‘add 0.007 to the observed hydrometer reading.
or:
For every 10°F below the specified reference temperature,
subtract 0.004 from the observed hydrometer reading
For every 10°F above the specified reference temperature,
‘add 0.004 to the observed hydrometer reading.
This relationship is shown graphically in Figure 9.,
‘Temperature correction of the battery voltage on éharge
‘can be made using the following formula:
°C.
Vaz
/, +N x 0.0083(T Tp)
, i
fe
,
ft.
3
| curacao aeed
Ley casan
;
amp aan
se
& :
:
Discharge Time - Minutes,
Figure 7. High Rate Discharge at 315 Amps at -18°C at Ditferent Fully Charged Specific Gravities,
2
2
‘capac 2h Rae
o> & » bs &
13.00 ee ee
120089
) Tomporature Eloctolyt: 1.280 6.9.
Tempers Gimote Sater nil A 1.20
‘na Aages 10
ans
210
Open Circuit Cell Voltage
200
Open Circuit Battery Voltage
5
7150
‘Specific Gravity of Acid:
1.95
7200 1250 7300
5°
Figure 8. Relationship Betweon Open-Circuit Voltage, Specific Gravity, and Capacity of Batteries at 25°C
Va = Va + Nx0.00385(T, - Tp)
Where:
Vp = Voltage at the reference temperature.
Va = Actual voltage as measured at the actual tempera
ture.
Number of cells.
T= Actual temperature,
Ta = Reference temperature,
‘The temperature also has an effect on open-circuit
battery voltage, although the effect is smaller and usually
less important. 4 rise in temperature is accompanied by a
rise in open circuit voltage, the value is +0.20 millivolts per
degree centigrade.
7.7 Peukert equation
‘As we have seen already, the battery capacity is
dependent upon the rate at which the battery is dis-
charged: the higher the rate, the lower the battery capacity
The Peukert equation defines this relationship between the
ccurrent and the discharge time as shown below:
rm
‘Cand n are constants, and can be evaluated by testing
a battery at 2 diferent discharge rates, and inserting
values for | and tin the equation. This enables the con-
stants n and C to be calculated, and the equation can then
bbe used to calculate the discharge time for any other dis-
charge rate, or vice versa. The way to do this is shown in
the example below:
‘Assume that |, and lp are the two discharge rates, and
land t, are the discharge times:
Lt, =e
= 0,
nlog ly = log C- log ty. N log Ip = log C- log ta.
log t, - log t,
log 1, - log 1,
7.8 Reference electrodes
Connecting a voltmeter across the terminals of a cell or
battery gives a record ofits overall voltage, ie. the potential
difference between the positive and the negative plates. It
does not yield specific information about the potential of the
individual positive or negative plates. This information may
be useful it, for example, itis desired to establish whether it
is the positive or negative plates which have failed first at
the end of a discharge.
Individual plate potentials need to be measured against
another electrode or “reference” electrode. For research
laboratory use, the best reference electrode is the mercury!
mercurous sullate electrode. However, this is not really suit-
able for general laboratory use, and the cadmium electrode
is preferred for general use.
‘The cadmium stick is about &mm in diameter and at
least 25mm in length. It needs to be soaked in sulfuric acid
ee
Correction Factor
4
|
‘Temperature °C
Figure 9 Temperature Correction of s.g. for Reference Temperature of 25°C.
of about 1.280 s.9. for 2 hours before first use. It needs to
bbe dipped into the electrolyte in the cell but should not
touch the plates. The cadmium is connected via a wire to
the negative terminal of a voltmeter, while the plate or
plates under test are connected to the positive terminal of
the voltmeter. The voltmeter needs to have a resistance of
about 1000 ohms/volt, and a scale reading from
-0.8v to 42.84.
“The relationship between the call potential and the inci
vidual plate potentials is:
Cell potential = Positive plate potential - negative
plate potential.
‘Accouple of examples follow:
41. Cell on charge Positive to cadmium = 2.30
Negative to cadmium =-0.20v
Cell potential = 2.50v
Positive to cadmium == 2.00v
Negative to cadmium = 0.30v
Cell potential = 1.70v
2. Call on discharge
Cadmium readings should be taken only when the cell
is on charge or discharge as open-circuit readings are
‘meaningless.
‘Cadmium readings are used less frequently now than in
the past, because most modern automotive batteries have
‘one-piece lids and inaccessible internal intercell connections.
In addition, the batteries are often of a sealed design with,
no access to the electrolyte within the cells. Cadmium
readings may stil be of value when testing motive power
cells, which normally have removable vont plugs to allow
‘aceess to the electrolyte, and external cell connectors.
For batteries with one piece lids having internal intercell
connectors, where measurement of individual cell voltages,
is not possible, a twin cadmium test head may be used.
The twin cadmium has two cadmium sticks which,are
‘connected to a 3.0v voltmeter. The twin cadmium head
uses the intercell connector to complete a circuit, and
measures the difference between the positive plate
potential in one cell and the negative plate potential in the
‘next cell, when the twin cadmium test head is placed with
‘one cadmium stick in each cell. Thus only 5 potentials can
actually be measured:
‘Neg. potential cell 1 with Pos. potential cell 2 - Reading 1
ner oo as a BURN
=) sammie hy he Sem
ai seca arcane
ergs esas
‘The twin cadmium reading will stil detect a faulty cell
@g. a fault in cell 3 would affect readings 2 and 3. The twin
cadmium readings can be used in the same way as the cell
voltage readings i.e. a variation of more than 0.15v betwoen
the highest and lowest twin cadmium reading indicates a
faulty cell.
Table 1 for twin cadmium readings taken while a battery
is on charge (compared with individual plate readings) gives
an example
In the example, the cell voltage shows a fault in cell 3
and the individual plate potentials indicate that both the
positive and the negative plates are faulty. The twin cadmium
readings show a low voltage between cell 2 and 3, and
between coll 3 and 4 i.e. call 3 is faulty. However, the twin
‘cadmium readings do not indicate whether its the positive
‘or negative plates which are faulty.
Twin cadmium readings are now rarely used routinely,
but may be of some value e.g. when checking warranty
claims returns to establish it there is one faulty cell, and
the battery has intemal intercell connectors so that
individual cell readings cannot be taken.
ar
s 4
Sane
S)
7.9 General Test Requirements
Testing of new batteries. The definition of a new
battery is defined in the relevant test specification. For
‘example, the BCI specify that the battery should be
unused and undamaged with no previous performance
testing, and be no less than seven and no more than sity
days from date of manufacture.
‘Stand time after charging. At the completion of a
charge, the battery will be polarized above normal open
circuit values, and may also be at a higher temperature
than that specified for the subsequent test. The relevant
test procedure will specify the minimum and maximum
stand times between the end of charge and the beginning
of the test discharge.
constant voltage ( + 0.10 V) of up to 2.7 V per cell
= High current power supply capable of supplying a
constant high rate discharge current ( = 1%) at least
‘equal to the maximum cold crank rating of the batteries
tobe tested,
‘= Water bath or environmental chamber capable of
maintaining a set temperature in the range 20°C to
30° within + 2°C of the test temperature.
= Freezer or environmental chamber capable of main-
taining a set temperature of -18°C or O°C within
+ 1°C of the set temperature.
Ammeter of accuracy class 1 or better.
Voltmeter of accuracy class 1 or better.
‘Hydrometer for electrolyte density measurement.
‘The hydrometer should have a graduated scale, the
Cell
Cell voltage (v) | Twin Cd reading (v)
8, TEST EQUIPMENT REQUIREMENTS
When equipping a new battery test laboratory, some
basic adestions need to be asked and answered before
deciding on the equipment and space requirements:
= Purpose of laboratory:
+ Routine production/quality control testing
«Type approval testing
+ Research and development
= Battery throughput
1m Types of battery being tested and maximum battery
capacity,
‘= Initial performance tests only, of eyclic/endurance
tests,
Before purchasing the test equipment, certain basic
decisions have to be taken:
‘= Maximum current requirement per test circuit
i= Voltage range per test circut.
i= Is special equipment required for high current tests
(e.g, cold cranking performance for SLI batteries). If
0, what is the maximum current requirement,
= Are tests al low temperature needed e.g. 0°C, -18°C,
29°C,
‘Will tosts at temperatures higher than normal ambient
temperatures be needed e.g. 40°C, 60°C, 75°C.
1m Is automatic test circuit programming and data colec-
tion needed.
‘= What is the total budget.
‘A-basic” battery test laboratory for routine testing of
automotive (SL!) batteries needs to include at least the
following items:
‘= Power supply capable of supplying a constant
current ( * 1 %) for discharges of up to 25 amps.
= Power supply capable of supplying a constant
‘current ( = 2%) for charge of up to 25 amps, and a
value of each division should be 0.005 kgil or less. The
‘accuracy of calibration should be to 0.005 kgll or better.
‘= Thermometer for temperature measurement, the
vvalue of each scale division shall be not greater than 1K,
the accuracy of calibration shall be not less than 0.6 K.
‘= Stopwatch or timer graduated in hours, minutes and
seconds, or hours and centinours, with an accuracy of at
least = 1%.
“The advanced, well equipped laboratory will want 10
‘automate as much of the testing as possible, and add
‘additional equipment, as suggested below:
‘= Automated, computer controlled battery test equipment.
This will enable each test circuit to be programmed with
the exact test requirement, enabling the battery to complete
‘many test cycles without operator input.
Test data (e.g. current, voltage, ampere hours in/out,
temperature etc), is collected automatically and stored for
later analysis. With this moder equipment itis also guar-
anteed by the supplier that the current and voltage will be
‘controlled to the accuracy required by all the latest test
standards. (Assuming of course that the equipment is regu-
larly calibrated).
‘= Water bath or environmental chamber capable of
‘maintaining higher temperatures (up to 75°C) e.g. for
accelerated life testing.
= Environmental chamber for low temperature tests,
e.g, as low as -29°C.
= Equipment for vibration testing.
'= Enclosed area with addtional safety features for short
circuit tests, induced destructive overcharge ete.
‘= Arca for battery teardown analysis to include stainless
steel or lead lined sink and bench; water supply:
facilities for acid disposal
= Digatron'Firing Circuits offers a complete line of com-
puter controlled battery test equipment designed for,
production and research laboratory environments.
BTS-600 software developed for Windows{tm) provides
Centralised control of all test circuits.
= For laboratories requiring the highest level of
automation for automotive battery testing Digatron!
iting Circuits provides a SAE J240 Automated Test
‘Sequencing stand, This test stand automatically
‘sequences batteries through the cycling portion of
1J240 with the required periodic high-rate discharge.
‘There is no technician intervention required. This is of
special value to large scale laboratories performing tests
with large sample sizes,
‘Test equipment available from Digatron’Firing Circuits
includes:
Life Cycle Tester (Series LOT)
Cold Cranking Tester (Series HRD)
‘SAE J240 Automated Test Sequencing Stand
Reserve Capacity Tester (Series RCT)
Constant Potential Charger
Discharge Capacity Tester
m= Water Baths
m= Freezers
Vibration Testers
9. GUIDANCE ON LABORATORY SIZE, EQUIPMENT
‘AND LAYOUT RELATIVE TO BATTERY THROUGHPUT.
‘Atypical layout for a medium sized battery test laboratory
is given in Figure 10. This particular laboratory has 24
charge/discharge circuits capable of testing up to twenty
{four 12 volt batteries or the equivalent number of 6 volt
batteries or 2 volt cells. The layout is given only by way of
example, but some key points should be noted:
‘= The test equipment and computer for control of the test,
Circuits are separated from the main laboratory to avoid
‘damage to the electronic equipment by acid spray or
fumes. The cabling for connection to the test batteries is
fed through a hole in the dividing wal
The number and size of water baths are sufficient to
hold up to 24 batteries (average 8 batteries per water
bath)
A storage area is shown — this is necessary but could
be in a separate area immediately outside the laboratory.
However, the test batteries should be held ina secure area.
The environmental chamber will be regularly used for
the cold crank (high rate) testing, therefore is sited close
to the high rate tester.
sink and bench for battery teardown examination are
included
Sink & Bench
Water Bath
Water Bath
1.68m ~
a
ee
0.981
a
:
e
Water Bath
a
2
6m
Figure 10. Example Laboratory Layout
Sy
10, VALVE REGULATED (VRLA) BATTERIES
Historically, VRLA batteries have been used mainly in
stationary applications, but are now finding increasing use
in other applications such as SLI, Motive Power, Electric
Vehicles. Most test specifications now include reference to
the particular requirements and test procedures which may
bbe required for VRLA batteries. The main features of VRLA
batteries are summarized below:
‘= Any gases generated during charging (by electrolysis of
water) are recombined internally
‘a The sulfuric acid clectrolyte is immobilized either by a
gel or a special type of separator.
‘= Each coll has a re-sealable valve that vents gases to
atmosphere ifthe intemal prossure rises above a
certain level.
= The VALA battery is unspillable and maintenance free.
There are 2 types of valve regulated battery:
1. The sulturic acid is gelled using fumed silica.
2. The sulfuric acid is held totaly in the pores of the
plates and the separators. Special separators are
Used, normally of microfine glass fibers. These are
often abbreviated as MFG (Microfine Glass) or AGM
(Absorplive Glass Mat). An alternative generic term
is RESM (Recombinant Battery Separator Mat).
‘The VALA battery may have particular charging require-
ments (e.g. maximum charge voltage) as specified by the
battery manufacturer. These special requirements need to
be followed when testing the batteries, rather than using
the dofaut recommendations given in the test specification.
‘Because the VALA battery is completely sealed, itis not
possible to determine the acid density during testing. As a
routine, only the voltage can be determined. There may be
other test requirements which are specific to the VRLA
battery (these may be optional or by agreement with the
battery user) e.g
= High current safety tests
‘Thermal runaway.
= Seal integrity
= Gas emission.
11, AUTOMOTIVE (SLI) BATTERY TESTING
‘Automotive battery tests are designed to test for certain
key parameters which will normally include:
11.1. Key parameters
Dry Charge Activation. This testis only required for
dry charged batteries which have to be filled with acid
before use. In the manufacture of these batteries, the
plates will not retain 100% of full capacity, and the capacity
retained over a period of time is also susceptible to storage
conditions. The dry charge activation test establishes how
‘much charge has been retained in the battery, and may be
carried out at ambient temperature or low temperature
dependent on the test specification. Some examples are
given as follows:
EN 60095-1: The battery is filed with electrolyte
(specific gravity in the range 1.270 to 1.300 or as,
specified by the battery manufacturer) at
(25 +2)°C, and allowed to stand for 20 minutes. It
is then discharged at a current of 0.6lcc to 1vott
per cell (6v). A minimum discharge time of 90
‘seconds is needed.
SAE J537: A dry charge activation testis not
specified as part of J537. Reference should be
‘made to customer specifications it an activation
testis required. Otherwise, the battery should be
filed and charged in accordance with the manu-
facturers instructions, and then tested in accor-
‘dance with the specication for fled and charged
batteries.
BCI Cold Activation Performance: The
battery and acid (of specific gravity 1.265 +
0,008) are placed in a chamber cooled to 0°C for
‘a minimum of 18 hours. The battery is removed
from the cold chamber and filled with the acid to
the correct fing level. 20 minutes after the last
cell has been filed, the battery is discharged at a
‘current equal to 75% of the Cold Cranking
Performance Rating at -18°C for the battery. The
terminal voltage of the battery is recorded alter 15
second of discharge, and should exceed 1.2 volts
per cell
Cold cranking performance. In practice this is the
‘most important tast for the car user. The battery must be
able to provide sulficient power to the starter motor to
ensure satisfactory engine starting, It must be able to
achieve this at low temperatures (e.g. as low as -18°C) and,
ina partial state of charge. The battery must maintain a
satisfactory voltage during the cranking operation and must
bbe able to maintain this for the time defined in the test
‘specification (typically 30 seconds or 1 minute). A number
of diferent cold cranking tests are actually in use, so that
the battery manufacturer may quote several diferent val-
es far the cold cranking amps, dependent on the test
specification. Differences between the test specification
relate to the discharge time (e.g. 30s or tmin) and the
voltage after the defined discharge time (2.9. 7.2v, 8.4v).
‘The test may also define a minimum time to 6 volts as well
‘as the minimum voltage after 30s or 1min. Examples are
given in Table 2. BS9911 is now obsolete but is included
for comparison. BS EN 60095-1 difers from the other exam-
ples in that the battery is tested at the cold cranking current for
10, followed by a 10 s rest and then a discharge at
06 lec 0 6 v
Low current drain — 20-hour capacity. This test was
formerly widely used when cars needed to have side lights
‘on during hours of darkness if parked on the street. This is
no longer a legal requirement, and the 20 hour rate capaci-
ty is now rarely quoted. Itis stil included in test methods,
but as an option rather than a requirement.
In BS EN 60095-1: 1999, the nominal capacity is
defined as the electric charge (in Ah) which a battery can
supply with a current Ir = Gy/20 amps, to a final voltage
Us = 10.50 V. The effective capacity is determined by dis-
charging a battery with constant current In to U; = 10.50 V.
‘The resultant figure is used for the verification of Cy,
Table 2
Test Method ane Temp. | Time | Voltage Notes
SAE J537 CCAT -18°C 30" 72v
BCI CoAT aC [30"__[72v
BS391T COAT =18°C___[60"__[8.4v
DIN 42539 CCA" 18°C [30° _[90v | > 150" to6v. |
EN60095-1 | fee! ec | tor |75v__ | Rest for 10", discharge @ 0.6 lec to |
6, record discharge time |
TEC 60095 i =ec__[60"_‘[84v |
TEC 60095 Iss OC 60" | 84v Tropical climate battery |
" Manufacturers cold crank rating.
IEC 60095 uses the same definition. SAE J537 no longer
includes a specification for the 20-hour rating
Low current drain — reserve capacity rating. This
has now generally superseded the 20-hour capacity rating.
Regardless of battery size, the battery is discharged at 25
amps, and the reserve capacity is quoted in minutes. This
testis in effect an emergency current test, and defines for
how long the battery can sustain the electrical load on the
car in the event of an alternator failure
In BS EN 60095-1: 1993 the nominal reserve capacity
, n is defined as the period of time (in minutes) for which
thé battery can maintain a discharge current of 25 Ato a
cut-off voltage Uy = 10.50 V, at a temperature of 25°C. The
effective reserve capacity Cre is determined by discharging
a battery with the constant current | = 25 A to Uy = 10.50 V.
The resultant discharge time (in minutes) is used for the
verification of C; n. IEC 60085 uses the same definition.
‘SAE J537 and BCI are similar, but the test temperature is,
27°C (BOFF). If the actual test temperature deviates from.
the nominal temperature, the capacity can be corrected
using the following formula:
[1 0.005 (T — 80) A)
M, = M,[1—0.009(T-26.7)) (°C)
Where:
IM, = minutes corrected to 80°F (26.7°C)
IM, = minutes actually run.
T = end of discharge electrolyte temperature (°F) 0° (°C)
Charge current acceptance. Controlled voltage alterna-
tors are now universally fitted to automobiles. It is impor-
tant that the battery is able to accept charge from a partial
state of charge at a low temperature when the charge
potential is controlled, The testis normally carried out with
the battery in a 50% state of charge at 0°C. The current
must reach a certain minimum figure after 10 minutes
charge. In some tests (e.g. SAE J537), the charge is
continued for 120 minutes, and the charge rate acceptance
is determined by checking the reserve capacity after the
battery has been allowed to warm up to 25°C or 27°C.
(without additional charge).
‘Self discharge on open circuit. This test has bocome
less important with the advent of low maintenance and
‘maintenance free batteries. Its designed to ensure that
the battery wil stil start the car even if thas been unused
for several weeks or months.
Gassing rate characteristic. Both SAE J537 and BCI
include a test for gassing rate characteristic. The test
specifies procedures for steady state charging current
‘measurement and gassing rate measurement. Cn a vehicle,
the battery is normally charged at a constant current. A
‘measurement of the gas evolution rate or the current
accepted at a charging voltage typical of a vehicle electrical
system, provides a basis for comparing battery designs in
respect to their abilty to withstand service water losses.
‘Standards of compliance to performance ratings. The
BCI give guidance on standards of compliance. When
statistically evaluated in accordance with accepted sampling
and test procedures, 90% of all batteries should meet or
‘exceed the reserve capacity rating, and 90% should meet
or exceed the Cranking Performance Rating (based on
each batteries best performance within a test sequence),
‘The compliance to Reserve Capacity and Cranking
Performance Ratings should be evaluated separately. I a
battery fails to reach rated performance values during
‘lectrical tests, it should be checked for mechanical
defects. If it is defective, the test results for that battery
should be disregarded in the statistical analysis, and the
tests repeated on a new battery.
Life tests. tt can be very dificult to devise a satisfactory
laboratory fe test because of the wide range of operating
conditions experienced by an automotive battery in actual
service. It may be necessary to carry out more than one
life test regime (e.g. a deep cycle test and an overcharge
test) order to assess whether the battery will exceed the
guaranteed life in the marketplace. If carefully chosen, the
life test can be of particular value in assessing the effect of
‘changes in battery design or battery materials (e.g. cfferent
gtd alloy, new separators etc).
‘Arange of lfe cycle tests are available dependent on the
battery application. The most appropriate life test should be
selected ftom those available, taking into account the
intended application of the battery.
‘Accelerated ie tosts are also available, which gonerally
rely on testing the battery ata high temperature. These can
be useful, but some preliminary tests need to be cared
out to establish whether the high temperature changes the
normal battery failure mode. I so, the test should be used
2
2
2
with caution, as the results could be misleading. Section
17 gives further information.
11.2 Test sequence
‘Atypical test sequence (e.g, 8S EN 60095-1, IEC
£60096) for automotive (SL) battery testing is given below:
Cz (20 hour rate) capacity or C, (reserve capacity
test) check at 25°C or 27°C,
9. Cranking performance test at -18°C.
Cop oF C, check
‘Cranking performance test
Gy oF C, check
Cranking performance test
itis important that these tests are caried out inthe cor-
rect sequence as specified above or in the relevant test
specication. The performance of a battery on a particular
test may be influenced by its previous history. For exam-
plo, a discharge ata lower rate must always be carried out
before a cranking performance test.
‘The battery has to meet the specified value for capacity
or cranking performance in atleast one of the three rele-
vant discharges above. For routine quality checks, these
may be the only tests which are needed, However, for full
characterization testing, additional tests may include:
Endurance test
senate eeanon,
‘Charge acceptance
Electrolyte retention
Vibration resistance
= Water consumption
Reference should be made to the relevant test procedure
for details.
Tho SAE J597 testis stil widely used particularly in
North America, and the test sequence is somewhat different,
to the IEC test cutline given above. The BCI recommended
test is very similar to SAE J597. In the SAE test the test
sequence is:
Dry charge battery activation (if required)
Pre-conditioning (charging/acid S.G, adjustment)
Reserve capacity test
‘Charge rate acceptance test
Cold cranking test at 18°C.
Reserve capacity test
Cold cranking test at -29°C (optional)
Reserve capacity test
Optional tests (see below)
Test events 6 and 8 are not needed if the capacity rating
is met in event 3. Event 7 is optional, but event 6 is
required if this test is run. (Low rate discharge before high
rate discharge as specified above),
The following additional optional tests may also be
performed:
‘= Life Test for Automotive Storage Batteries (SAE
240)
= Test Procedure for Battery Flame Retardant Venting
Systems (SAE J1495)
= Life Test for Heavy-Duty Storage Batteries (SAE
2185)
= Vibration
= Gassing rate characteristic.
11.3 SAE J240 Life Cycle Test.
Tho SAE J240 life test for automotive storage batteries
has become a widely used and well respected life test. In
the original test procedure, the test temperature is 40°C.
However, a high tomperaturo J240 lfo test at 75°C is also
Used, particularly for new product development (see also
section 17),
Because of its popularity, the SAE J240 test is summa-
rized below:
1m The battery is tested in a water bath maintained at
40°C (normal) or 75°C (high temperature).
1m The test cycle consists of
+ 4 min discharge @ 25 amps.
* Charge at a constant potential of 14.8 V, with a
‘maximum current of 258, for 10 min,
‘= The battery is cycled continuously for 100 hours,
followed by an open circuit stand of 60 to 72h on
‘open circuit in the water bath. (~ 428 cycles per week).
‘= With the battery at the test temperature (Le. 40°C or
75°C), itis discharged at a rate equal to its -18°C cold
cranking rate in amperes. It is discharged to 1.20 V
peer cell or for a minimum discharge time of 30 s,
whichever occurs first
m The battery is replaced on the life test without a
‘separate recharge, starting on the charge portion of
the cycle,
'm The life test is complete and the battery is considered
to have failed when the battery fails to maintain 1.2 V
peer cell for a minimum of 30 s on the control discharge
for two consecutive 100 to 110 h test periods.
Water is added to the electrolyte as required during
the cycling portion of the test unless the battery is
described as maintenance free.
12, MOTORCYCLE BATTERIES
Motorcycle batteries are closely allied to SL batteries for
automobiles, and are also intended for starting, lighting and
ignition duties. They may be in 6-volt or 12-volt construction
and are smaller than automotive SL! batteries.
Motorcycle battery testing is covered by the Japanese
Industrial Standard JIS D 5302. This standard also includes
details of layout, dimensions and nominal capacities. The
key test parameters are:
General test requirements — The specific gravity of
the electrolyte should be 1.280 + 0.010 at 20°C.
Capacity (10 hour rate C10) — The test temperature is
25 = 2°C. The battery is discharged at a current of 0.1C10
to an end voltage equivalent to 1.75 V per call. The capacity
Is the product of the discharge time and the 10-hour rate
current. Up to three tests are carried cut, and the battery
‘must achieve 95% of the specified capacity on at least one
of the capacity discharges,
High rate discharge — The battery is discharged at tho
‘specified high rato current at a temperature of -10 + 1°C, to
a final average cell voltage of 1.00 V. The fully charged
battery needs to be held at the set temperature of -10°C for
‘a minimum of 10 hours before the testis carried out. During
the test, the 5-second voltage and the time to reach the
‘end-point voltage aro recorded. The §-second voltage and
{otal discharge time need to meet the specified values. Up
to three high rate discharge tests may be carried out, but a
capacity test needs to be carried out before each high rate
discharge.
Resistance to vibration — Resistance to vibration is
particularly important for a motorcycle battery, therefore
this is included as a standard test, It is summarized below:
= 0.1Cj discharge for 2 hours
‘= Vibration: simple harmonic motion up and down,
with 7 G (68.6 mis‘) acceleration.
‘= Frequency: increased from 50 Hz to 500 Hz and
then decreased from 500 Hz to 50 Hz continuously
ata constant rate, with a time sweep of 10 min.
Life test — The life test consists of a cycle of 1 hour
discharge followed by 5 hour charge, at currents depen-
ent on the battery size and specified in the JIS standard,
The test temperature is 40 — 45°C. The capacity is
checked every 25 cycles and the battery has failed when
the 10-hour rate capacity has fallen below 40% of the
specified value.
13, LEAD ACID TRACTION BATTERIES
‘Traction batteries are used as power sources for electric
propulsion, in applications such as industrial fork lit trucks
‘and mechanical handling equipment, electric road vehicles,
locomotives, deep cycle marine, golf cars, floor maintenance
machinery etc. In these applications the battery is routinely
‘deeply discharged on each cycle and has to withstand a
large number of these deep discharge cycles before failure.
Life cycle testing forms a critical part of the type testing of
these batteries.
18.1 Industrial Trucks
13.1.1 Typical Test Sequence
‘A typical test sequence is given below (example based
on BS EN 60254-1):
1. Capacity test at Cg rate (up to 10 cycles)
2. Capacity test at Cj rate.
8. Charge Retention.
4, High rate discharge performance at C0.5 rate.
5, Cyclic Endurance Test.
The charge retention and high rate discharge performance
tests are optional. The capacity test at the C1 rate may be
caartied out if the application is for a light road vehicle.
13.1.2 Key Parameters.
Rated Capacity. The key parameter for a traction battery
is the capacity at the Cs rate. The nominal capacity C, at
the 5:hour rate is declared by the manufacturer. The actual
capacity C, is determined by discharging the battery at a
constant current of 0.2Cs to a cut-off voltage
U;of 1.70 V per cell at a temperature of 30°C. Because of
the specific internal design of traction batteries, they normally
take several cycles to attain the full nominal capacity Cy,
G, fs required to be at least 0.85 C, on cycle 1, and 1.00
Gat or before the 10th cycle. if the initial temperature
lifers from the test temperature, the capacity is corrected
~
to the actual capacity C, using the formula shown in section,
7.3, and a value of 0.006 for
‘Charge Retention Test. This testis optional. Atypical
test procedure is to store the battery on open circuit for a
period of 28 days at an average cell temperature of
20°C + 2°C. The residual capacity C, is determined (see
‘above) and shall be not less than 0.85 C,,
High rate discharge performance test. This testis
‘optional, dependent on the intended application, in some
‘applications, traction batteries neod to be able to supply
high current rates e.g. for acceleration and/or fiting of
loads. The value of the high rate discharge current 10.5,
should be indicated by the manufacturer. The testis canied
cut on a new battery which has attained a capacity Cp = Cy
The battery is discharged at temperature of 30°C and a cur-
‘ent of 10.5 and the discharge time to a final (average) vot-
age of 1.50 V per call is recorded. If necessary (i the actual
battery temperature varies from the nominal temperature), 4g),
the discharge time Th is corrected for temperature using a
value of 0,008 for n. The discharge time T, should exceed
o5h.
‘One-hour rate (C1) capacity test. This test may be
used for traction batteries intended for light road vehicles.
The rated capacity C, is declared by the manufacturer, for a
temperature of 30°C, a discharge time of 1 h anda cut-off
voltage U; = 1.60 V per cell. The battery is discharged at a
current |; to an average discharge voltage of 1.60 V per
cell, and the discharge time is recorded. I the initial battery
temperature is diferent from the reference temperature, the
‘capacity C, is corrected to the actual capacity C,, using the
formula given in 7.3, and a value of 0.007 for
oyelie Endurance Test. This ica dostustive ost and
shoul be carted ou on enim of ese ot the same
yee Atiieal tet pein eosin of aclachane Ch
78% ol the nominl capac is vomeved over a period ot 3
ours, olowed bya convoled recharge withthe cargo
tpuland bre avoct bythe ect epecteaton rte rane Q
four Conolod capacly decharges are cared out
trary 0 o evry 100 oot, and the bal is Gaemed 0
havo fale ft elver oss than 80% of the nominal
Capaciy uting the controled eapacty Gocharge The oct
(emgertir ey be alo ror embint orpertureo-.
25°6 0 30°C, ora higher lempoaturos for acclraled
tests. By way of example, the test procedure for EN 60254-1:
10657 i summarzed bob
Each cycle consist of
eR addeharge for 3 at current of =0.25C,
> Atecharge for 9 hous rectly folowing tho
discherge The charge taco normaly 1.16, but
maybe higher or lover dopondent on cl yee and
ttoratanarss vecoermbpaton, Th ave
spew ete ull notin yf
«The nominal tet omporaur te 4°, fe lomperatre
af be cale should bo mabrtaned witin the range
S90 To 49°C cuing the test
+ The call undergo ¢cxpacty ts oveyy 80 cyto
‘The tat is teminated wren ho conected copacty Ca
(eo than 8 Gy ung 2 sucess of 80 yes
‘+ The endurance in cycles is the number of cycles
‘completed up to the end of the frst of the 2 final
sseries.This should be at least equal to the number
stated by the manufacturer.
For valve regulated cells, the test cycle may be rather
diferent, as summarized in the example below, again from
EN 60254-1: 1997:
Each cycle consists of
+ Adischarge for 35 h ata curant of = 0.20,
+ recharge for a maximum of 14 h immediataly
following the discharge, ata constant voltage not
‘exceeding 2.45 V per call (unless cthorwiso
recommended by the manufacturer). The curtent
during the last two hours of charge should be not
‘greater than C,/66.6.
+ For satoty raasons, a current limit may be needed
uring tne intial part ofthe constant voltage charge.
FP ~The votage may be alowed to rise above 2.45 V por
call during the last two hours of charge
13.1.8 Specific values
= Tho gravimetric energy density or specific energy,
and the volumetric energy density have already been
defined
Where the specific energy or energy density are
defined, it should apply toa capacity test as summarized
eae (om)
100%
(2,0 icy
e 75%
(15 vic}
0 60 120
above, and be determined using the average vollage
during the test. The average voltage is based on a
minimum of five voltage readings equally spaced over
the specified discharge period. The inal reading is
taken 5 s after the start of the discharge.
= The specific energy of gravimetric energy density is
quoted at the & h rate or the 1 h rate, and expressed
in Whvkg.
= The volumetric energy density is quoted at the 5 h
rate or the 1 h rate, and expressed in Whi.
‘= Coll weights should not include intercell connectors
unless they are an integral part of a monoblock. Cell
dimensions should be overall dimensions including
terminals, vont plugs otc.
19.2 Light Electric Road Vehicles.
‘This covers a range of applications including floor serub-
bets, golf cars, personnel carters, small mine tractors, light
passenger vehicles, motor cycles, light commercial vehicles
tc. In practice, the battery may be required to supply widely
varying current rates, and a variety of dynamic discharge
performance tests are available which attempt to simulate
real lfe duty.
19.21 Key Parameters
Rated Capacity. This is normally quoted at the 1-hour
rata, for example as defined in section 13.1.2 above. In the
‘BCI specification batteries are tested at rates to give discharge
Time in seconds
Figure 11. Dynamic Capacity Test (EN 60254-1)
times from 1 to 6 hours at 27°C to a final voltage of 1.75
times the number of cells. Performance is expressed in the
form of a log-log scale, plotting rate of discharge vs. time
‘of discharge. Average voltages may be recorded as an
‘option to enable watt-hour capacity to be calculated (this
requires at least ten equally time spaced voltage measure-
ments which include beginning and end discharge points).
‘The test sequence is to carry out the 3 hour rate discharge
first (up to 15 cycles if desired), followed by the 6 hour
capacity test then the 1 hour capacity test. The approximate
‘ampere-hour relationships are similar to those shown in
Figure 2.
Dynamic discharge performance. The driving profiles
‘can be simplified to high-rate current for acceleration, low-
rate current for constant speed driving and zero current for,
rest periods, The various test procedures have driving
profiles of varying complexity. A relatively simple one is
given in EN 60254-1: 1997, and is summarized below by
way of example:
The discharge has S current lovels on a 60" iterated cycle, & x
Iy fo 10" felled by 2 xy for 20" followed by a 90" rest period,
yl the nominal § hour rate capacity, and the battery is
discharged at 30°C to a cut-off voltage U, = 1.5 V per cell. The
‘average curent for this terated mioro-cycle Is 2x y. The battery
is subjected to a continuous series of these micro-ycles unt
the terminal voltage fas to 1.5 V par cel, and the discharge
time T is recorded. The dynamic performance is stated in the
{orm of ischarge te T, or capacity Cy, I the initial tempera:
ture differs from the test temperature, the capacity can be
‘corrected using the formula shown in section 7.3, and a value
10f 0,006 for »
‘The discharge cycle for this dynamic discharge testis
‘shown graphically in Figure 11
Dynamic endurance test. This is a destructive test and
is carried out on a minimum of 3 cells of the same type.
For applications such as light passenger road vehicles it
‘may be cartied out on the complete battery pack. The dri-
ving profile used is normally the same as is used for the
dynamic discharge performance test. The test in accordance
‘The discharge is cartied out as described above at a temperature
(f 20°C: after each completa discharge the cells are racharged
‘a8 specifiad by he battery manufacturer. A saris of cycles are
carried out until the discharge cycle time falls to less than 20
min on two consecutive discharge cyclos. The discharge time for
teach discharge cyole, the cumulative discharge te, and the
total number of discharges achieved are recorded, The dynamic
endurance isthe cumulative discharge time forthe entire
dynamic endurance test when measured in hours,
COtner dynamic endurance tests include:
FUDS Federal Urban Driving Cycle (usa)
SFUDS Simpifiad Federal Urban Driving Cycle (USA)
DST Dynamic Stess Test ECE 15L (Europe)
13.3 Deep Cycle Batteries (Marine/RV/Golt Cart ete)
“These batteries are used in a wide range of deep-cycling
vehicles) to electric wheelchairs and golf cars, therefore
typical discharge rates will vary widely. There is. a BCL
‘specification (1997) for constant current cycle life testing of
‘deep cycle batteries which covers all these applications and
standardizes on a discharge rate of 25 amps 2 hour rate of
discharge, at a temperature of 26.7°C (80°F). The life cycle
test is summarized below:
“The battery s tested in a water bath at 26.7°C and a fly charged
specific gravly as specified by the battery manufacturer. Each
cycle consists ofa discharge ata constant current equal to the
hour current rate in amperes as speced by the manufacturer)
25 amos toa final voltage of 1.75 volts per call (10.5,vots). and a
recharge as specified in Table 8 below. The batter is recharged
in accordance with the manufacturers instructions or by constant
‘current or current Kite constant voltage, such that not less than
'5% and not more than 30% overcharge is delivered to the battery
(end charge voltage and spectc gravity ofthe aloctrote are con-
stant). When the cutoff vokage is reached on the discharge, the
battery is allowed to sit at open circuit uni the total time for dis-
chaige and open circuit ie 4 hours. The battory is considerod to
have failed when the discharge time in minutes falls 10 50% of the
‘manufacturers tated 2-hour ampere-nour capacity. The total nur
ber of eyes is reported.
14, STATIONARY LEAD-ACID BATTERIES
with EN 60254-1: 1997 is eummarized as follows: ‘Stationary Batteries are defined as cals or batteries
‘which are designed for service in a fixed location and which
Table 3
Application Abbreviation
Telecommunications ite
Power Station Switch Operatioin PSsP
Central Emergency Lighting and Alarm Systems CES
Uninterrupted Power Supplies ups.
Stationary Engine Starting SES
Solar Power Storage SPs
~
Table 4
Test Method | Current} Temp.} Time| Voltage] Notes
SAE J537. ccat =16°¢_[ 30” 72v
BCI ‘ccAT =18°C [307 7.2V
BS3911 coat =18°C [60° B5v
DIN 42539, cecal -18°¢ | 30° 9.0v > 150' to 6v.
EN 60095-1 Iegt ec | 10° | 7.5 y_ | Rest for 10", discharge @ 0.6 locto 6.
ge record discharge time
IEC 60095 Ist -16°C | _ 60" 84 v
1EC 60095 181 <6 | 60° | 84v_| Tropical cimate battery
Table 5
Sores
Tests 7 a
Capacity test x x x
Test of suitability Tor battery floating operation x
Endurance test in Gischarge-charge cycles x
Gharge retention test x
Short circuit and internal resistance test x
are permanently connected to the load and to the de.
power supply. They are used in a variety of applications,
‘examples of which are shown in Table 3. Any type of battery
‘construction may be used for stationary battery applica
tions, and typical types and construction are summarized in
‘Table 4. Variations in the battery test procedure may be
required dependent on the application and the battery con-
struction. Free Venting and Valve Regulated batteries are
covered by different test specifications,
14.1. Type testing of Vented Stationary Batteries
‘Atypical test sequence (based on EN 60896-1: 1982)
for type testing of Stationary Battorcs is given in Table 5.
‘Aminimum of 6 cells or moneblocs is recommended per
series.
14.1.1 Specific Requirements: (reference EN 60896-1:
1992)
(These requirements are valid for vented flat plate and
tubular stationary batteries. The requirments for VRLA
batteries are given in 141i, and for Planté batteries in
144i)
Capacity — The rated capacity C, is a reference value
indicated by the battery manufacturer in accordance with
the manufacturers specification. The most commonly used
values of the discharge time t are between 10h and 3h, to
a final voltage U; = 1.80 V per call. The reference tempera-
ture is normally 20°C,
Suitability for floating battery operation — Stationary
batteries are used mainly in floating operation, in which a
‘constant voltage Up, is permanently applied to its termi-
nals. This applied voltage is sufficient to maintain it in a
state close to full charge, in readiness to supply a circuit
‘whose normal power supply may fail. When subjected to
this type of duty, the electrolyte densities and individual
cell voltages must remain within specified limits. After a
period of 6 months the actual capacity must be at least
‘equal to the rated capacity, and the loss of electrolyte must
not exceed 50% of the volume between the minimum and
maximum levels. The float voltage Utlo is specified by the
battery manufacturer, and is typically in the range 2.14 to
2.25 = 0.01 volts per cell. The float voltage across the bat-
tery is given by Ugo x n, where n is the number of cells in
the battery.
Endurance — This is defined as the ability of the cell
or battery to withstand operation under specified conditions
{or a minimum period of time. The cells undergo a continuous
series of charge-discharge cycles, with a capacity test
after every N cycles, where N may be e.g, 50 cycles. By
way of example, a typical cycle could be:
2.0 yA
3 hour discharge at a current of
Uo = Cyg0 Hy
21 hour charge at a voltage of 2.40 0.01 V per cel
(ia charge ited '0 Ings = 2. lia).
Charge retention test — Normally stationary batteries
are on permanent charge, but the battery may become
electrically disconnected either deliberately or accidentally.
The charge retention test involves determination of the
capacity of the battery before and alter a prolonged open
circuit stand e.g. for 90 days at 20°C,
Short-circuit test and internal resistance test — This
information is obtained indirectly by establishing the capacity,
of the calls at 2 different discharge currents. A similar test
‘may be carried out for other applications also e.g. aircraft
batteries. An example of the testis given below.
‘The tests catied out on a minimum of 8 cols which have a
w.
Table 6
Unit ‘Temperature corrected capacity performance
eae Conformity (48V 3hrate iat
% Unit Performance Battery Performance
7 99.9% > G,__| All units C, > 0.99 C, 100% batteries Cr> Cs
2 99% > Cs All units Cy > 0.97 Cs 100% batteries Cr> Cs
3 95% > Cy All units C; > 0.95 C, 75% batteries Cr> C,
4 90% > Cy All units C;> 0.93 Cy (0% batteries C,> Cs
“The values for batlery performance are based upon the
3h rate of discharge and assume a battery size of 48 V.
‘capacity atleast equal to the rated capac.
‘The teats caried out at a temperature of 20°.
‘The cells are discharged at a curent |, = Aly.-Bl (A) for 20
seconds, the voltage and current are read and give the fist
point
‘Alter an open-cicult stand of 2 min to § min, the second point
|s determined.
Altar 5 s discharge at a cutent Ip = 20 Iyp.-40 lip (A) the vot
‘age and current are read and give the second point.
“The characteristic U =f Is linearly extrapolated to U = 0 (V)
“The intercept gives the short-circuit curent I. The intemal
resistance (Ri) may also be determined.
‘This fe shown in Figure 12 and Figure 13.
142 Classification of Valve Regulated Types
Valve regulated cells used in Stationary applications
often have a large number of cells connected in series. It
is important that the capacity band for the individual cells
is as small as possible, otherwise the performance of the
‘complete battery may be compromised by the low perfor-
mance of individual cells. Test specifications such as BS
6290: Part 4: 1997 deal with this by including classification
tests and tests for conformity to cover the performance of
complete batteries as well as individual cells. This requires
that 20 units are subjected to a defined capacity test pro-
‘gram. The data from this test program is analyzed statisti=
cally and a conformity factor and percentage conformity
‘are derived from this statistical analysis. This enables the
battery to be placed in a given performance class from 1 to
4, as summarized in Table 6:
‘The values for battery performance are based upon the
Sh rate of discharge and assume a battery size of 48 V.
Note that classification tests may require specialized
test equipment with a voltage capability of at least 60 V, to
tenable a series circutt of 20 — 24 batteries to be tested.
Other specific requirements:
Rated capacity — recommended values of t are typical-
ly in the range 10 to 1, with the 3 h rate being the most com-
monly used rate, to a discharge voltage of 1.80 V.
Gas emission — this testis specific to valve regulated
batteries. The test determines the gas emission from new
valve regulated stationary lead-acid units when operated in
the overcharge float condition. It is carried out on a number
(of new units, equivalent to 12 cells, at a temperature in the
range 20°C to 25°C. Each unit valve is fitted with a gas col
lection device (which can be left unattended if necessary) so
that any gas emitted can be collected over a period of sev-
‘eral days. The units are float charged as a series string at
a voltage equivalent to 2.4 volts per cell for 72 hours. Gas
‘collection is started after 72 hours, and continued for a fur-
ther 96 hours. The cumulative actual volume of gas
collected is recorded, and the ambient temperature and
pressure are also noted. Formulae are given in the relevant
standard to enable the gas emission to be calculated and
expressed per call, per Ah, per hour
High current endurance — Ifthe battery manufacturer
states that the battery is suitable for high current endurance,
itis tested as follows:
‘Sunits which have achieved the rated capacity C; are used for
this test. Each unit is cischarged fr 1 min ata constant current
‘equal to 3.5 times the rated § min current. The units recharged
in accordance with the manufacturers instructions, and then a
‘capacity tests performed atthe C, rate. The actual capacity
Ca after the high ourrenttast shall be not less than C,. There
‘must be no sign of malting f the unt group bars or internal
Intercell connections. There must be no combustion or set
Jgniton during the high current test
CAUTION: There is a risk of an explosion of the internal
{gas mixture during this test and it should take place in an
enclosure capable of containing explosion debris.
1423 Planté Type
Historically Planté cells were the preferred option for
stationary cells — more recently they have been displaced
by VRLA cells in many applications and markets. in the
high performance Planté cell, the active material of the
positive plate is obtained by oxidizing the surface of the
lead plate rather than using a lead oxide paste. The
negative plate is a conventional pasted plate.
The Planté cell i typified by a very long lifetime (> 20
years in stationary applications), however its design is not
appropriate to regular deep discharges. The discharge
Characteristics do not vary throughout its life, and the voltage
characteristics on discharge, float or recharge are stable
and reproducible.
“The test specification (e.g. BS 6290-2: 1999) may specify
certain design parameters for the Planté cell, but the test
procedure will be broadly similar to that for the flooded cell
(Gee above). The rated capacity is normally stated in terms.
Uy lo-Uol.
VOLTAGE (U) ee)
Uy Up
Uy .u:
—i 2 9)
only
Wy
-
tp Isc Current (i)
Figure 12. Discharge Characteristic fr Shot Cult Test (Stationary Battery BS EN 60896)
m
Figure 13. Typical test Cit (Stationary Batery BS EN 60886)
4 Tanita ate eee areal ven ecto smo Ese Fai pe ali
voltage drop interferes with the test. Atypical test circuit is shown in Figure 13.
‘The values of short-circuit current and internal resistance obtained in this test refer to a single cell or monobloc
However, the resistance of intercell connections has to be taken into account when calculating the short circuit current
and internal resistance for a complete battery.
2. This test method provides information in stabilized test conditions, and does not indicate dynamic reactions ocourring,
for example, during the first few millseconds of a short circuit. The results of this test have an accuracy which is of the
order + 10%.
Table 7
Discharge Duration | Final voltage per call
h v
1 1.75,
Z 1.78
3 1.80
4 1.81
5 1.82
6 1.83,
7 1.83
8 1.84
9 1.84,
10 1.85,
Discharge Duration | Final voltage per cell
Min v
1 1.60
5 1.62
15 1.65
30 1.69
of a discharge time of 3 h, at a fully charged electrolyte
density of 1207 kg/m3 at 20°C. (Note that the electrolyte
‘density is lower than for conventional vented cells with
pasted or tubular plates)
14.4 General information
“The final voltages for discharge durations from 1minute
to 10 hours are shown in Table 7.
15. AIRCRAFT BATTERIES
15.1 Type Approval Tests
‘Aircraft Batteries have specific test requirements which
differ in many respects from other standard tests. The test
specification may also include details of general construction
requirements, dimensions, terminals, battery performance
characteristics (power rating} etc. For details, reference
should be made to the relevant test procedure, but a typical
test sequence for type approval tests (based on BS 6G
205; 1995) is shown below
1. Storage
Physical examination
3. Celifcell block leakage (vented batteries only)
4. Rated capacity
5, Insulation resistance
&. Unspillailty
7. Allitude (sealed batteries only)
8. Ventilation
9. Charge retention
10. Rapid discharge capacity
11. Low temperature starting capability
12, Endurance
12.1 Vented Battery
12.2 Valve Regulated Sealed Battery
12.3 Valve Regulated Sealed Battery (additional test
method)
49. Duty cycle
14. Power rating
18. Charge acceptance
16. Charge stability
17. Overcharge endurance (sealed batteries only)
18. Short circuit current
19. Topple
20. Vibration
21. Gelicell block leakage (vented batteries only)
22. Normal acceleration
23. Cell/cell block leakage (vented batteries only)
24. Crash acceleration
25. Explosion containment
26. Gas emission
27. Induced destructive overcharge
28. Fluid contamination
I.can be seen that this is a very comprehensive test
‘sequence incorporating some tests not used in other applica:
tions, for which specialized test equipment may be needed.
15.2 General Requirements
‘Type approval testing — For type approval testing 2)
minimum of 6 batteries of each type is tested, using a
defined test procedure and order of testing,
‘Temperature range —The battery has to be capable of
operating over a very wide temperature range, typically
30°C to +50°C, and shall not be harmed by exposure to
the temperature range -40°C to +70°C. Unless otherwise
specified, the type approval tests are conducted in
‘an ambient air temperature of 23 = 5°C.
Measuring equipment — Measuring equipment accuracy
may need to be higher than for routine battery tests on
‘other battery types. For example, voltmeters and ammeters
have to conform to an accuracy of class 0.3 or better.
‘Safety — The battery is requited to be inherently safe,
and some of the tests are designed specifically to test this,
e.g, the effect on the battery of thermal runaway or electrical
short circuit.
183 Acceptance Tests a
‘The minimum tes requirement or aceptance tests as
part of the Quality Plan is summarized below:
Physical Examination — Each battery is examined to
ensure conformity to the relevant standard with respect 10
‘materials, dimensions, mass, identification, venting
arrangements, workmanship and general condition.
Rated capacity — the rated capacity is expressed at
the 1 hour rate (1C,) to a mean voltage per cell of 1.67 V
at an ambient temperature of 23 + 2°C.
Rapid discharge capability — This is carried out both
at ambient temperature and low temperature. For example,
BS 6G 205 specifies discharge at the 6C1 rate at 23 = 2°C
to a mean voltage por cell of 1.33 V. At -18°C the battery is
discharged at the 25C, rate for 10s, immediately followed
by a rate of 10C} for 50s. The minimum voltage per cell is
‘specified in the standard.
mn
Insulation Resistance — This is measured at 250 V
d.c. between the negative terminal and the case immed-
ately after charge without cleaning, and then re-measured
ater the battery is cleaned,
Charge Retention — The capacity of the battery at the
1C1 rate is determined before and after a 28 day open-
circuit stand at 23 = §°C.
Cell/Cell Block Leakage (vented batteries only) —
Each collicell block is subjected to an internal air pressure
of 14 KPa, and there should be no detectable leakage during
4 period of 15 5. For valve regulated sealed batteries,
leakage may be established by visual inspection.
4154 Other Key Parameters
Life cycle testing — This is of 2 types, an endurance
test, and a duty cycle test. The endurance testis carted
out at ambient temperature (23 = °C) and each cycle com
} sists ofa constant current éscharge for @ minutes folowed
by recharge for 51 minutes at constant current or con-
trolled vollage. The capacity is checked at the 1C; rate
every 250 cycles. An altemative test for valve regulated
batieries also available. Inthe duty ole test, tho as-
charges are carried out ata higher current
Power rating — This is carried out a 3 different tem-
peratures: 23°C, -18°C, and -30°C. At each temperature
the battery is discharged at such a rate that the terminal
voltage is maintained at 1.00 V per cell for not less than
15s. The curtent requirement at each test temperature is
specified in the standard.
Overcharge endurance (for sealed batteries only) —
‘The battery is subjected to a constant voltage overcharge
at the equivalent of 2.42 volts per cell for 400h. At the end
of the test, the weight loss shall be not more than 1.0%,
and the capacity not less than 90% of the initial capacity,
Pri hzige stability — This test requites the batery 1 be
held at 50°C in an environmental chamber with assisted
ventiation, while being subjected to a high rate discharge
(€C1) folowed by a constant potential recharge for 10
hours. After 16-24h open circuit stand, the capacity of the
battery is determined at the 1C; rate at 23°C. The testis
designed to assess the tendency of the battery to thermal
runaway and specifies the maximum charging current, cell
temperature and discharge duration after the test. At the
end of the test, the battery after charging should still be
serviceable
‘Short circuit current — Extreme care needs to be
taken when carrying out this test. Because of the possible
fire/explosion hazard, itis strongly recommended that the
‘operator is screened from the battery under test, and
preferably is supervising the test remotely from a separate
room. The battery needs fo be able to withstand its own
short circuit current when tested in accordance with the
relevant standard. The standard specifies the total resis-
tance of the test circuit (e.g. 1.5 m0),
a
18.5 Specialized Test Equipment Requirements
‘Some of the test procedures for aircraft battery testing
require specialized equipment as indicated below:
* Environmental chamber capable of changing the
atmospheric pressure (for the altitude test)
‘+ Centrifuge (for Normal Acceleration and Crash
Acceleration test).
‘+ Vibration Generator Table (for Vibration test).
+ Topple Test Rig,
+ Enclosed Safe Test Area (for Short Circuit Current,
Explosion Containment and Induced Destructive
Overcharge tests)
+ Gas sample analysis (for gas emission test).
16. BATTERY CHARGING.
16.1 General
Correct charging of the battery is very important and
may influence the capacity/performance of the battery
fon the subsequent discharge. The charging process is
not 100% efficient, and towards the end of charge, part
of the charge current is used in decomposition of water
land corrosion of the positive grids. In order to ensure
that the battery is fully charged, the charge input has to
be up to 20% higher than the charge removed during
the previous discharge (this applies only to conventional
flooded batteries, see special notes below on charging
of VALA batteries). At the end of the charge, the charge
current needs to be limited to prevent an excessive
temperature rise and possible damage to the plates. The
charge regime may be at a constant current, a constant
potential, or a stepped regime involving both constant
current and constant potential possibly also including
rest periods.
‘The charge regime to be used may be specified in
the test procedure, or by the battery manufacturer. Ifthe
charge regime is specified by the battery manufacturer,
this should be followed where possible. If no regime is
specified, the examples below may give some general
guidance:
16.2 SLI Batteries
Charge at @ constant current e.g. 0.1 Gag until a
constant voltage or constant acid density is reached (2
consecutive hourly readings). Or, charge at a constant
current to an average voltage equivalent to 2.4 V per
cell, then charge for a further 5 hours at the same
current. Charge input should be 15-20% more than the
charge removed during the previous discharge.
BCI recommend charging at a constant current which
is between '/ and '/ % of the Cold Cranking Performance
(18°C) rating (in amperes). The criteria for full charge is
as indicated in section 16.5.
Charge at ambient temperature 20°C — 20°C. It the
previous discharge was at a low temperature (e.g. 0°C
(0r-18°C), allow the battery to warm up to > 10°C before
commencing charge.
With computer controlled test equipment which auto-
‘matically calculates ampere hours, it may be possible to
‘set the test program so that the charge input is automatically
a.
related to the charge output e.g. charge input
charge output.
16.3 Stationary Batteries
Charge at 0.09C; (Cig = & hour rate capacity) for approxi-
mately 14 hours. Or: Commence charge at a higher start-
ing rate 0.18C,, and reduce to the finishing rate (0.09C,)
when the gassing voltage has been reached (0.9. 2.35 V
peer cell). Recharge time will be about 10 hours. Or: Limited
voltage charging. The voltage may be limited to e.g. 2.25V
peer cel, wth a current of 0.09C,a, but the starting current
could be increased to 0.18C.,. It will take a lot longer for the
battery to reach full charge, possibly up to 50 hours.
16.4 Valve Regulated Batteries (VRLA)
Valve regulated batteries are a special case, as they
are designed so that any gas generated during charge is
recombined internally. It is essential that the manufacturers
recommendations be followed when charging valve regulated,
batteries. If the manufacturers recommendations are not
available, the recommendations in the relevant standard,
{for VLA batteries should be followed. The maximum voltage
‘during charge is normally limited e.g. to 2.40 V per cell, to
minimize the risk of excessive gas generation resulting in
incomplete intemal gas recombination. The recommended
% overcharge on each recharge is also normally lower
than for flooded batteries €.g. 106% - 110%.
16.5 General Guidance on Voltage Changes During
Charge
During battery charging, there is a steady increase in
the cell voltage until the battery is nearty fully charged and,
the battery voltage then levels off. When the voltage has
become constant for @ period of time, the battery is,
considered to be fully charged (e.g. when the temperature
Cottected voltage does not change by more than 0.008V
per cell over three successive hourly intervals). When the
battery is fully charged, the specific gravity of the electrolyte
also reaches a maximum and becomes constant (e.g
when the temperature corrected specific gravity is constant
within = 0.002 over three successive hourly intervals).
‘Alternatively, it the charge is at constant voltage, the
‘observed current should not show any appreciable change
during a period of 2 hours. Any changes in temperature
should be taken into account.
16.6 Charging Temperatures
IF the charge follows a previous discharge at low
temperature, the battery should be allowed to warm up
to al least 10°C (end preterably 15°C) before charge
commences. During charge, the battery temperature
should be maintained between 16°C and 40°C.
16.7 Series/Parallel Arrangement of Cells
‘When building a battery from more than one cell, the
calls are normally connected in series. For example, a 12v,
automotive battery is assembled from 6, 2v cells connected
in series. The capacity of the battery is the same as tho
capacity of the individual cells, but the voltage of the battery
is additive.
‘There may be occasions when itis necessary to connect
‘cells or batteries in parallel, for example if itis necessary
to charge a number of colls from a power supply which has.
‘a low voltage but a high current availabilty. Or i a battery
‘needs to be constructed with a high capacity but low voltage.
If cells are connected in parallel, the voltage is the same as
the voltage of the indvidual cells, but the capacity is additive,
For example, a cell has a capacity of 40h and a voltage
of 2y. If 3 cells are connected in series, the battery will
have a capacity of 40Ah and a voltage of 6. If connected,
in parallel, the battery has a capacity of 1204h, and a
voltage of 2v. This is shown diagrammatically in Figure 14,
which also shows a series/parallel arrangement of cells.
17. ACCELERATED BATTERY TESTS
In one sense, all endurance tests included in test
specifications are accelerated tests because the battery
fails more rapidly on these tests than they would in normal,
duty. The main reason for this of course is that the en-
durance tests exclude the long rest periods that normally
‘occur e.g. for an SLI battery on a vehicle. However, these
standard endurance tests do test the battery under the con-
ditions of charge current, discharge current, voltage and
‘temperature which would normally be experienced in the
relevant duty application. Accelerated tests change one or
more of these parameters.
. =
er
(Cells connected in serie 6 Volts: 0A
.
. . .
(Calls connected in parallel~2 Vole: 1204
°
. . . |
e . .
. . .
Figure 14, Series of Parallel Connection of Cells
w
ww
~
~
A good example of an accelerated life testis the SAE
-J240 life cyole test in which the test temperature has been
‘changed from 40°C to 75°C. This high tomperature testis
becoming more widely used because It is more representative
of actual service duty on modern automobiles than the
40°C test. However, some caution must be used in interpreting
the results, because for certain battery designs (e.g.
‘wrought calcium alloyed lead positive grids) the test failure
mode may not correspond with the service failure mode,
‘The following paragraph is boing added to the current J240
standard and is quoted here in full because it summarizes
the potential risks when accelerated life tests are used:
Optionally, this test may be conducted with the water
bath temperature maintained as high as 75°C + 3°C
depending on the temperature and severity of the applica-
‘ton. Shortening of time and of number of cycles can be
expected. However, this test option may change the types
‘and distribution of failure modes depending on the battery
design technology. The battery supplier and the automotive
User should concur that this test option will produce failure
modes that correlate with application life and the temperature
required to produce these failure modes.
‘The above comments need to be taken into account
when considering the use of an accelerated life test.
Before adopting an accelerated life test on a routine basis,
the laboratory should carry out the normal endurance test
land the accelerated test on representative sample batter-
jes from the same batch of batteries, and examine the bat-
teries at the end of the test, to establish whether the accel-
erated test has changed the failure mode.
18. UNUSUAL BATTERY APPLICATIONS AND TEST
PROCEDURES
‘Sometimes test procedures are agreed between the
supplier and the customer, or used as part of a research
and development program, which are not covered in the
relevant national or interational test standards, This may
be because the battery application is unusual, or because
the test procedure has been devised to test a specific
‘component such as the arid or the separator. Examples
PM rright inctude:
1= High temperature overcharge test designed to deter-
mine the resistance to oxidation of the internal com-
ponents such as the grids or the battery separator.
This may include teardown examination of selected
ccelis at defined intervals e.g, for detailed separator
or grid analysis.
1 Test designed by the motor vehicle manufacturer
For example there is a Mercedes test used some-
times in Europe which is a lite cycle test at 60°C.
Each week of the test involves a combination of
overcharge, cranking test (at 60°C), a cycle test (8
charge/discharge cycles) and an open circuit stand.
‘When using a new or unusual test procedure, some
preliminary development work may be needed, to establish
that the test procedure is relevant to the proposed applica
tion, and that the failure cause replicates the typical failure
cause of the battery in actual service.
a
19. EVALUATION OF TEST RESULTS
These notes can only act as a check list and give general
{guidance in the evaluation and interpretation of the test
data, itis important to be aware that the interpretation of
results must take into account the test sample size and be
carried out using accepted norms of statistical practice.
‘= What is the purpase of the test? For example, i it for
routine production sampling or Research and Development
testing of different battery builds.
‘= Did the batteries meet the performance specitication?
It there were ferences between different battery builds,
were these differences statistically significant?
If the performance specication was not met, examine
the results in more detail
= Were open circuit vollages and on-charge voltages
normal? Look out for abnormalities such as unusually high
‘or unusually low voltage on charge or discharge.
i= Was the test temperature corect? Ifthe test temperature
differed from the specified temperature, was the appropri-
ate temperature correction applied to the capacity result?
[At the completion of life cycle testing, the celisbatteries
{are normally subjected to a teardown examination to determine
cause of failure. Section 20 gives further guidance.
20. INTERNAL BATTERY EXAMINATION
‘An important function of any battery test laboratory is
the ability to carry out an internal examination of batteries
at the end of test to determine their condition and cause of
failure. The battery test laboratory may also be used to test
warranty claims batteries to determine whether the claim is.
justified, and iso to establish the cause of failure.
‘The first stage in the internal battery examination is to
drain the acid and remove the lid. At this stage the open
circuit voltage of each cell should be measured to deter-
‘mine whether one cell has a lower voltage than the other
cells in the battery — if 50, this cell should be examined
first.
‘A guide to the more common causes of battery failure is
given below, but this does not claim to be comprehensive.
Ifthe battery is being examined after a destructive laboratory
test e.g, life cycle or overcharge, then the cause of failure
is normally fairly obvious as itis related to the known duty
‘cycle. Determination of the failure cause of batteries
retumed from the field can often be much more dificult,
and may also require discussions with component suppliers.
Detailed notes should be made, accompanied by
photographs if possible. This will make it easior to spot
any trends in battery failures caused e.g. by assembly
faults or component failures.
Fault: Normal end of life.
Plate appearance: Positive paste soft, and possibly
shedding, There should be uniform shedding from the surface
of the plates rather than pellet loss. If leaf separators have.
been used, there may be a build up of “sludge” in the mud-
rack at the bottom of the container. if envelope separators
hhave been used, any active material loss should be contained
within the separator envelope. The negative plates should
be in goad condition, with a leady streak if scraped with a
fingernail. The grid frame and lattice may be weak but
should stil be intact.
za
Cause: This is normal end of life for a battery which
has been on a life test at temperatures below 40°C, or
which has reached the end ofits life in normal service
duly.
Fault: Overcharge.
Plate appearance: Positive grids corroded. The grid
frame may be intact, or there may be one or more breaks
in the frame. The grid lattice (ribs and strands) is weak and
corroded, and may have disintegrated completely. The
positive active material normally remains fairy hard, but
there may be significant loss of complete paste pellets.
The negative plates ray stil be in a reasonable condition,
Depending on the severity of the overcharge, the separators
may also have been oxidized, with the possibilty of
splitsinoles in the separator resulting in short circuits.
Cause: This is the expected failure mode when the bat-
tery has been on an overcharge test or a cycling test which
involves a significant degree of overcharge on the charge:
part of the cycle. If the battery has been in service on a
vehicle, there are a number of possible causes including
faulty alternator setting, high battery temperature (e.g. due
to high ambient temperature) etc. The overcharge causes
corrosion of the positive grids, and excessive gassing
Which loosens the positive active material. it also results in
‘excessive water loss. The oxidizing atmosphere at the pos-
tive plates arising from the excessive gassing, and the
resultant high battery temperature may also destroy the
integrity of the separators.
Fault: undercharge
Plate appearance: Positive paste hard, crystalline and
light in color. The plates may be buckled and distorted.
The negative plates are hard and light in color. A very fine
white powder of lead sulfate may be deposited in the bot-
tom of the cell.
Cause: This failure cause is unlikely to be a typical
cause of failure in the routine laboratory battery tests. Its
‘more likely to be observed in a battery removed from a
vehicle, if for example the vehicle electrical system has
failed, the altemator voltage is set 100 low, or the fan belt
is loose/stipping. Use of the vehicle for short journeys only
or in stop/start conditions of heavy traffic may also result in
this failure cause,
Fault: Overdischarge (sulfation)
Plate appearance: Positive paste hard and almost
white. The grid frame may be broken due to expansive
forces. Negative paste hard and sulfated.
Cause: This fault is unlikely to be observed after routine
laboratory testing. It may arise if the battery has been left
for a long time in a discharged condition, or has bean
persistently undercharged.
Fault: Hydration,
Plate appearance: White deposit on positive and nega-
tive plates, also white powdery deposit on separators.
Cause: The battery has been left for a long time in a
low state of charge, so that the electrolyte is effectively
water, or has a pH very close to that of water. This permits,
the formation of hydrated lead oxides.
Fault: short circuit
Plate appearance: Locse, mossy deposit of materia,
usually gray in color, around the edges ofthe pletes, or
around a holefbreak inthe separator. The postive plates
may have an orange patch where the shor circuit has
boon taking place.
‘Cause: Alow voltage on charge or dscharge, with very
litte gassing during charge, is normally indicative ofan
intemal short crcut. The hit cause may be an assembly
fault suchas a bent pate, @ damaged separator ete. A
short circuit may occur towards the end of ie when active
material which has shed from the positive plates builds up
tthe edges ofthe plates o that a bridge formed
between the positive and negative plates (his is less Bkely
‘to occur with envelope separators). It can sometimes be
Gitfcult to decide whether a short circu e.g, through the
Separator) has caused high temperatures and battery
failure, or whether high battery temperatures (from some
other cause) have resuted in overcharge and separator
deterioration n tis instance, may be necessary to
examine all the calls in the battery to determine the primary
cause of faire.
Fault cell reversal
Plate appearance: Each pate wil contain some post
tive and some negative material. The postive plate ace
material wil contain patches of dark brown color.
Cause: This fault may be due to an assembly fault (e.g.
cel inserted into the battery container backwards). Or for
some reason one cell inthe batter has a much lower
Capac than the other cols, fal the cells are reversed,
the battery has been connected an charged in the wrong
direction.
Fault: Weak (low density) acid
Plate appearance: Negative plates severely contracted.
Cause: The battery has been filled with incorrect acid
‘84g, oF has been left in a discharged condition,
Fault: Strong (high density) acid
Plate appearance: Negative plates expanded and
‘spongy with a sandy or gfity feel.
‘Cause: The cell has been topped up with acid instead
of water during service. Or the cell has not been topped up
as water is lost during service, and the remaining acid
becomes steadily more concentrated.
Fault: Low electrolyte level.
Plate appearance: The upper part of the plate is citfer:
ent in color and texture to the lower part. The positive plate
is lighter in color where itis out of the acid. The upper part
of the negative plate will not give a leady streak when
scraped with a fingemail.
‘Cause: The battery has not been topped up when
electrolyte has been lost through gassing and evaporation.
This will also cause the remaining acid to become steadily
more concentrated, which may damage the plates and the
separators. The battery performance will also be adversely
affected,
w
General comments: Sulfation and Hydration
Lead sulfate fs a natural product of the discharge
process, and is normally in a finely crystaline form, which
is readily converted back to the active materials lead and
lead dioxide by action of the charging current. It also
forms as a result of self discharge and unless the battery
is left in a discharged state for a very long time, itis again
readily converted to the active materials. However, under
certain conditions, much larger crystals of lead sulfate may
for, which prove very difficult to reconvert to the active
materials on charge.
‘A elated problem is the phenomenon known as hyda-
tion, which occurs when virtually all the sulfuric acid has
combined with the active material of the plates, so that the
pH of the electrolyte is very close to that of water. Under
these conditions, the lead sulfate in the plates which is
‘normally insolubie in the sulfuric acid, can become slightly
soluble and migrate into the pores of the separators. On.
recharge, the lead in solution is converted back to lead,
and this can result in shor circuits (sometimes known as
‘microshorts) through the separators. Some battery manu-
facturers try to avoid the occurrence of this problem by
adding sodium sulfate to the electrolyte. The presence of
the sulfate ions from the sodium sulfate inhibits the
solubility of the lead sulfate.
21. FUTURE BATTERY DEVELOPMENTS
36 volt battery (42 volt automotive system).
Within the next 3-5 years, 36-volt batteries will start to
‘appear as original equipment on luxury vehicles in the
USA and Europe. Over a period of time, 36-volt batteries
will aso appear on “mass market” automobiles. This has
implications for battery testing, in particular:
= These new batteries will require higher voltage test
rigs. These will require a maximum voltage of 54v,
‘compared with 18y for test rigs that are used for
existing 12-volt automotive batteries.
i= The test specification may need to include a test for
Peak Power in addition to the routine performance
tests as described in section 11
Electric Vehicles/ Hybrid Electric Vehicles
‘Some mention has already been made of battery test
specifications for Light Electric Road Vehicles in section
18.2. As E’s/ HEV's gain wider acceptance in the market-
place, specialized test equipment will be needed in order
1 test electric vehicle batteries. This is because the
dynamic endurance tests are complex in nature, involving
a variety of current levels on both charge and discharge,
with some of the current spikes of very bri duration. Testing
of complete battery packs also requires test rigs capable of
supplying voltages of up to 300v.
APPENDIX 1.
EXAMPLES OF NATIONAL/INTERNATIONAL TEST STANDARDS
SAE Standards
SAE JSST: June 1994 Storage Batteries.
SAE J240: June 1993 Life Test for Automotive Storage Batteries.
SAE J2185 Life Test for Heavy-Duty Storage Batteries.
BCI Standards (Battery Technical Manual)
4-001 to 4-008/ 1-93 BCI Storage Battery Electrical Specifications
5-001 to 5-003/ 5-93 BCI Specifications for Electric Vehicle Batteries
6-001 to 6-002/ 1.97 BCI Specification for Constant Current Cycle Life Testing of Deep Cycle Batteries
European Standards
EN 60896-1: 1992 ‘Stationary lead-acid batteries. General requirements and methods of
(IEC 896-1: 1987) test. Part 1. Vented types.
EN 60896.2: 1996 ‘Stationary lead-acid batteries. General requirements and methods of (IEC 896-2:1995) ww
test. Part 2. Valve regulated types.
BS 6290-2: 1999 Lead-acid stationary cells and batteries. Part 2: Specification for the high-performance Plante
positive type.
BS 6290-3: 1999 Lead-acid stationary cells and batteries. Part 3: Specification for the flat postive plate type.
BS 6290-4: 1997 Lead-acid stationary cells and batteries. Part 3: Specification for classifying valve regulated types.
EN 60254-1: 1997 Lead-acid traction batteries. Part 1. General requirements and methods
(IEC 60254-1:1997) of test.
EN 60096-1: 1993, Lead-acid starter batteries. General requirements and methods of test. :
(Shorty to be superceded by EN 50432)
BS 6G 205: Part 1: 1995 Secondary batteries for aircraft. Specification for lead-acid batteries.
BS 7483: 1091 ‘Speetication for lead-acid batteries for the propulsion of light electric vehicles.
IEC 60095-1: Ed, 6: 1999 Lead-acid starter batteries. Part 1. General requirements and methods (In drat)
of test
Japanese Standards (JIS)
US D 5901: 1998 Lead: Acid batteries for Automobiles
JIS © 8702: 1988 Small-Sized Sealed Lead-Acid Batteries
JIS © 5303: 1986 Llead-Acid Traction Batteries
AIS C 8704: 1989 Stationary Lead-Acid Batteries
IS D 6302: 1985 Motorcycle Batteries ~
Standards for Statistical Sampling and Data Analysis
‘BS 6000: 1996 Guide for the selection of an acceptance sampling system, scheme or
(ISOTR 8550: 1994) _plan for inspection of discrete items in lots.
BS 6001-0: 1996 Introduction to the 8S 6001 atbute sampling system,
(ISO 2889-0:1995)
BS 6001-1: 1999) ‘Sampling procedures for inspection by attributes. Sampling schemes
(ISO 2859-2: 1985) Indexed by AOL for ot-by-lot inspection.
BS 6001-2: 1993 Specttication for sampling plans indexed by limiting quality (LO) for
(180 2859-2: 1985) isolated lot inspection.
BS 6001-3: 1993, Specification for skip-lot procedures.
('S0 2859-3: 1991)
BS 6001-4: 1994 ‘Specification for sequential sampling plans.
(ISO 8422: 1991)
BS 6001-5: 2000 Procedures for assessment of stated quaity levels.
(ISO 2859-4: 1999)
BS 6002-1: 1993, ‘Sampling procedures for inspection by variables. Specification for
(ISO 3951: 1969) single sampling plans indexed by AQL for lot-by-lot inspection,
BS 6002.4.1: 1994 Specification for sequontial sampling plans for percent nonconforming, @
(ISO 8423; 1991) Known standard deviation,
APPENDIX 2.
SOME BASIC ELECTROCHEMICAL TERMS
Electron - An eleciron is a small particle, having unit
negative charge, small mass, and small size. An
atom consists of a nucleus which is positively
charged, circled by one or more electrons. Some of
these electrons can be readily removed from the
atom and are transferred from one element or
compound to another during chemical reactions. In
an electrical circuit, the flow of electrical current is
(@ carried by electrons. (an ATOM is the smallest
chemically indivisible part of an element)
Electrolyte - An electrolyte is a liquid which is
capable of carrying an electric current. For example,
dilute sulfuric acid is an electrolyte. Completely pure
water is not an electrolyte, but can become an
electrolyte if a small amount of an acid or salt has.
been added. Paraffin oil is a good insulator and is
therefore not an electrolyte.
Electrode - An electrode is a conductor of electricity
which brings the current into, and leads it from, the
electrolyte. In most batteries the electrades also take
part in the chemical reactions which occur. In the
lead/acid battary the electrodes are lead and lead
dioxide,
Pion -A particle of molecular size that cartes electric
charges through the electrolyte. It may be formed
either from the electrodes or from the substance
dissolved in the electrolyte
A positively charged ion is known as a Cat
A negatively charged ion is known as an Anion
Example: H,S0, 2H+ + SO¥
in solution ion ion
The 'SO,* ion is an Anion carrying 2 negative
charges: The H* ion is a Cation carrying 1 positive
charge.
‘Anode - The electrode at which oxidation occurs:
alternatively, itis the electrode at which electrons are
lost. Is the electrode to which Anions migrate
Cathode - The electrode at which reduction occut
alternatively itis the electrode at which electrons are
gained. Its the electrode to which Cations migrate.
DEFINITIONS
‘Ampere — This is the unit of electrical current.
Volt — The unit of electromotive force. It is the
difference in potential required to make a current of
one ampere flow through a resistance of one ohm.
‘The electromotive force (EMF) of a cell — measured,
in volts — is the difference between the two single
potentials of the positive and negative electrodes in
the electrochemical cell
Ohm — This is the unit of electrical resistance.
Ohmis Law — This is expressed as E = IR, and
expresses the relationship between the current, |,
measured in amperes, the electromotive force, E,
measured in volts, and the resistance, R, measured
in ohms.
Coulomb — A coulomb is a current of one amp
flowing for one second. This is a small quantity,
therefore the larger unit of one ampere-hour (3600
coulombs) is normally used.
Faraday — A Faraday is 36,500 coulombs or 26.80
ampere hours. It is also the quantity of electricity
associated with one equivalent of chemical change.
2.
Ampere-hour (Ah): 1 ampere-hour = 1 amp flowing
for 1 hour. The ‘Ampere-hour’ capacity of the battery
isa measure of the amount of electricity the battery
is able to deliver. The battery capacity is dependent
‘on the discharge rate and therefore when the
ampere hour capacity of a battery is quoted, the
discharge rate must also be specified, For example,
a battery may have a quoted capacity of 40Ah at the
20 hour rate, This can also be stated in the format:
40h @ C20. This means that i the battery is dis-
charged at 2 amps (0.05C29), the discharge time will
be 20 hours. Another example would be a battery
with a capacity of 100Ah at the 5 hour rate (Cs). If
discharged at 20 amps (0.2Cs) the discharge time
will be 5 hours.
‘When specifying the ampere hour capacity of a bat-
tery, the final voltage or “cut-off” voltage must also
be specified. This cut-off voltage will vary dependent
‘on the discharge rate: some examples are given
below:
20 hour rate 1.78 volts per cel
5 hour rate 1.7 volts per cell
{hour rate Final voltage: 1.60 volts per cell
3 minute rate Final voltage: 1.00 volts per cell
Watt hour (Wh) — The watt hour capacity of the
battery is a measure of the energy available, or the
ability to do work. Watt hour capacity = Ampere hour
capacity x average voltage during discharge.
Specific Energy — This is the energy available
from the battery per unit of weight, and is normally
expressed in the units Whvkg. This value is
particularly important in electric road vehicle
applications.
Energy Density — This is the energy available
from the battery per unit of volume, and is normally
‘expressed in the units Wh/Liter or WhIL. This value
is particularly important in electric road vehicle
applications.
Electrolyte specific gravity/density — The
specific gravity of a solution is the ratio of the weight
of the solution to the weight of an equal volume of
pure water at some fixed temperature. The density is
the ratio of the mass of the liquid to its own volume
at a definite temperature. So that density measures a
propery of the substance itself, whereas specific
gravity depends on the properties of two substances,
The specific gravity of the battery electrolyte is based
on a comparison with water, for which the density at
4°C is unity, and therefore the specific gravity of a
solution and its density are very nearly the same.
Because the practical difference between specific
gravity and density is so small, this difference can
generally be neglected in commercial work on stor-
age batteries. The terms specific gravity and density wy
are often used interchangeably. The term for specific
gravity is often abbreviated as s.g.
~
~~
Digatron/Firing Circuits offers a World-class service and technical ® Life Cycle Testing
complete line of computer-controlled support complement each installation. Cold Crank Testing
battery test equipment designed for —_Caiitq learn how you can completely SAE J240 Automated Test
ie i prosicior a tee eat ‘equip your ab with the most advanced Sequencing
laboratory environments. Battery Test Solutions trom = Reserve Capacity Testing
ete Wee ee Gere Digatron/Firing Circuits. = Constant Potential Charging
provides centralized control forall your ™ Discharge Capacity Testing
test circuits. = eee
Tgatron| © Freezes
5 ® Vibration Testin
firing circuits 2
‘winsring-reults com
Proving Wort We Supper for ou Customers
DigatrnrFringCirats, ne. —_Digatan ‘igatron (nga) ‘Digatron Hong Kong Co. Digatron France SAS
0. Box 2007 Indusire-tetrnik GmbH Eleront Co. Lt FLO, 3 Ghoorrck Blog. Re Rober Caumont
Norra Cr08882-2007, USA. Temgeloter Strasse 12-14 1508, Huala Mansion 68 Suu teat Inmeubie
Ta (208) 8¢6- 163 52088 Aachen, Germany No.2, Snandong Road Yuen Lang, tong Kong 39049 Bordeaux Cede. France
Fe (203) 840-8304 Te:se49 241 68090” 286071 Ongdan, China Tel-4+652 2478 1011) Tat +e50-5-00/256-18
Iotnng-ereus.com Fac Hi0H Tobie Tel vB 925012071 Fac 8522474 3060 Fax S85 587056-17
‘won firing-cireuts.com infodiigatron.de Fax: +486 5325011180 iatron@thongkong.com —digatromfrancetwanadoo.sr
‘An 180 2004 company swore cigar de
‘igatronapublc adden
mead.
Вам также может понравиться
- Trompeta 1Документ2 страницыTrompeta 1Mauricio TorresОценок пока нет
- Greenwashing Nas EmpresasДокумент37 страницGreenwashing Nas EmpresasLara GagoОценок пока нет
- 6periostitisДокумент10 страниц6periostitisAntonioОценок пока нет
- ElvisДокумент1 страницаElvismaui3Оценок пока нет
- 2020Документ14 страниц2020mintrikpalougoudjoОценок пока нет
- Taita Salasaca - Conga Drums 2Документ2 страницыTaita Salasaca - Conga Drums 2Carlos XavierОценок пока нет
- Escort 18 16 ZetecДокумент2 страницыEscort 18 16 ZetecOsvaldo LópezОценок пока нет
- 09 - Chapter 1Документ20 страниц09 - Chapter 1Dr. POONAM KAUSHALОценок пока нет
- Enfermeiro Ebsrh 2015Документ10 страницEnfermeiro Ebsrh 2015Neila Reis da SilvaОценок пока нет
- UTS ELT MDE S1 Coursebook Evaluation ChecklistДокумент3 страницыUTS ELT MDE S1 Coursebook Evaluation ChecklistHanin Khalishah WaqqasОценок пока нет
- Detail (1-1) To R.C. Strip Footing (Sf1) : A B E F H J KДокумент1 страницаDetail (1-1) To R.C. Strip Footing (Sf1) : A B E F H J KThomas Garcia0% (1)
- Como Quien Pierde Una Estrella VozДокумент2 страницыComo Quien Pierde Una Estrella VozGerardo100% (2)
- Lagenda Violin PDFДокумент2 страницыLagenda Violin PDFMarvin Jong0% (1)
- All The Things You AreДокумент1 страницаAll The Things You ArePeppe LiottaОценок пока нет
- Fiat CoupeДокумент1 страницаFiat CoupeJulio FaninОценок пока нет
- Mix Serpiente - BandaДокумент53 страницыMix Serpiente - BandaJohn Carlos Vilca VelizОценок пока нет
- Calculus Cheat Sheet DerivativesДокумент4 страницыCalculus Cheat Sheet DerivativesRajatОценок пока нет
- Los Mareados Arreglo Hernan PossettiДокумент2 страницыLos Mareados Arreglo Hernan PossettiteomondejarmusicaОценок пока нет
- Cicuta Tibia - TubaДокумент2 страницыCicuta Tibia - TubaYohan Octavio Vera DelgadoОценок пока нет
- 5756867Документ1 027 страниц5756867Sách Việt Nam50% (2)
- 5Документ2 страницы5Abel Salazar PianoОценок пока нет
- 01 - Lista de Parametros SimplificadaДокумент8 страниц01 - Lista de Parametros SimplificadaLuis Felipe VidigalОценок пока нет
- Charles D Ghilani - Paul R Wolf - Elementary Surveying - An Introduction To Geomatics-Pearson Prentice Hall (2012) - ExtractoДокумент19 страницCharles D Ghilani - Paul R Wolf - Elementary Surveying - An Introduction To Geomatics-Pearson Prentice Hall (2012) - ExtractoRodrigo DelBarrioОценок пока нет
- 113-SEW Brake DetailsДокумент10 страниц113-SEW Brake DetailsTarak Nath RakshitОценок пока нет
- Business Startup Guides-Preparing Yourself Ver 2Документ4 страницыBusiness Startup Guides-Preparing Yourself Ver 2Minh Huỳnh100% (1)
- Paradise Violín IIДокумент2 страницыParadise Violín IIJavier Rubio PérezОценок пока нет
- What A Wonderful World Eb - Bass Trombone PDFДокумент1 страницаWhat A Wonderful World Eb - Bass Trombone PDFJose HerreroОценок пока нет
- 101 Problems in AlgebraДокумент160 страниц101 Problems in AlgebraTrishaii Cuaresma96% (28)
- 388 1006 1 PBДокумент20 страниц388 1006 1 PBGabriel Evangelista dos SantosОценок пока нет
- Renault Inyección Electrónica Kangoo RL-RN 1.6 1999 Siemens Sirius 32b PDFДокумент2 страницыRenault Inyección Electrónica Kangoo RL-RN 1.6 1999 Siemens Sirius 32b PDFOsvaldo LópezОценок пока нет
- Mix Trompeta ChilombianoДокумент1 страницаMix Trompeta ChilombianoDenise AlvaradoОценок пока нет
- PDF Parts Catalog Tvs Rockz - CompressДокумент104 страницыPDF Parts Catalog Tvs Rockz - CompressaspareteОценок пока нет
- GM Inyección Electrónica S10 Blazer 2.2 Efi Delphi Multec emДокумент2 страницыGM Inyección Electrónica S10 Blazer 2.2 Efi Delphi Multec emyayixdfuego131Оценок пока нет
- Ibfc 142 Engenheiro MecanicoДокумент16 страницIbfc 142 Engenheiro MecanicoJosé Maria junior100% (2)
- Flow Design Formulas For Calculation - Exported From (HTM - 02 - 01 - Part - A)Документ8 страницFlow Design Formulas For Calculation - Exported From (HTM - 02 - 01 - Part - A)wesam allabadi50% (2)
- Tu Me Gustas Trompeta 1Документ2 страницыTu Me Gustas Trompeta 1JonathanОценок пока нет
- Trompeta 2Документ2 страницыTrompeta 2Mauricio TorresОценок пока нет
- Building ActДокумент136 страницBuilding ActVeronika RaušováОценок пока нет
- Strong Enough - DrumsДокумент2 страницыStrong Enough - DrumsКолянсур ИвановОценок пока нет
- Extracto Destinos-Elementos-para-la-gestión-de-destinos-turisticosДокумент76 страницExtracto Destinos-Elementos-para-la-gestión-de-destinos-turisticosEnzo Navarrete UlloaОценок пока нет
- Excercise in FДокумент2 страницыExcercise in FPaz Villahoz100% (2)
- Elec 4 BlackДокумент1 страницаElec 4 Blackyudo08Оценок пока нет
- Planes APIДокумент10 страницPlanes APIManuel FigueroaОценок пока нет
- Music To Watch Girls by MJДокумент3 страницыMusic To Watch Girls by MJMarvin JongОценок пока нет
- All Art Is Propaganda PDFДокумент2 708 страницAll Art Is Propaganda PDFPau_Brand_25500% (2)
- Xsara 18 - Berlingo 18 - 18 Xu7jb PDFДокумент2 страницыXsara 18 - Berlingo 18 - 18 Xu7jb PDFJorge Daniel DiazОценок пока нет
- Indian Express 19 AugustДокумент20 страницIndian Express 19 AugustTension Dene kaОценок пока нет
- Tema 6. CULTURAДокумент7 страницTema 6. CULTURAMarinaОценок пока нет
- Aural RitmoДокумент1 страницаAural RitmofabioОценок пока нет
- Renault Inyección Electrónica Clio 1.4 Ac Delco Monopoint P PDFДокумент2 страницыRenault Inyección Electrónica Clio 1.4 Ac Delco Monopoint P PDFGood CarОценок пока нет
- Hecho Del PíncipeДокумент11 страницHecho Del PíncipeEdisson MoralesОценок пока нет
- GM Relés y Fusibles Corsa PDFДокумент1 страницаGM Relés y Fusibles Corsa PDFcorylinОценок пока нет
- El Pastor - VihuelaДокумент1 страницаEl Pastor - VihuelaDamian Guardia SalazarОценок пока нет
- Senarai Syarikat 2Документ260 страницSenarai Syarikat 2Md Rodi Bidin100% (2)
- Vacuum Circuit BreakerДокумент6 страницVacuum Circuit BreakerMd Rodi BidinОценок пока нет
- Torque T S/R. Where S - Is The Slip of The Motor, and R - Is The Rotor ResistanceДокумент3 страницыTorque T S/R. Where S - Is The Slip of The Motor, and R - Is The Rotor ResistanceMd Rodi BidinОценок пока нет
- Fundamentals of Creating A Great UI - UXДокумент31 страницаFundamentals of Creating A Great UI - UXMd Rodi Bidin100% (4)
- 26 13 13 Mvcircuitbreakerswitchgear (Gas Insulatedvacuum)Документ19 страниц26 13 13 Mvcircuitbreakerswitchgear (Gas Insulatedvacuum)Md Rodi BidinОценок пока нет
- MeggerPFL22M1500INV en DatasheetДокумент2 страницыMeggerPFL22M1500INV en DatasheetMd Rodi BidinОценок пока нет
- Course Code: F4104 Course Name: Algorithm & Data Structure Assignment: 2 Date: Title: List and Linked ListДокумент2 страницыCourse Code: F4104 Course Name: Algorithm & Data Structure Assignment: 2 Date: Title: List and Linked ListMd Rodi BidinОценок пока нет
- 1 Project Proposal Documentation1Документ3 страницы1 Project Proposal Documentation1Md Rodi BidinОценок пока нет
- CMP CW CX Installation Fitting Instructions FI416 Issue 3 0911Документ2 страницыCMP CW CX Installation Fitting Instructions FI416 Issue 3 0911Md Rodi BidinОценок пока нет
- Lockout Tagout Procedures For GeneratorsДокумент34 страницыLockout Tagout Procedures For GeneratorsMd Rodi Bidin67% (3)
- Ward'S Marine Electric: ShorepowerДокумент25 страницWard'S Marine Electric: ShorepowerMd Rodi BidinОценок пока нет
- Vepi Newsletters: The Electrical Power Systems Division The Switchyards (Outdoor Substations) Section Number: 1Документ5 страницVepi Newsletters: The Electrical Power Systems Division The Switchyards (Outdoor Substations) Section Number: 1Md Rodi BidinОценок пока нет
- Galvanic IsolatorsДокумент10 страницGalvanic IsolatorsMd Rodi BidinОценок пока нет
- Installing and Connecting The MDF and Telephones: Release 4.0Документ154 страницыInstalling and Connecting The MDF and Telephones: Release 4.0Md Rodi BidinОценок пока нет
- Ifiber Optic)Документ13 страницIfiber Optic)Suzie87100% (18)
- Comm Procedure For Genset Installlation in Govt Building HongkongДокумент23 страницыComm Procedure For Genset Installlation in Govt Building Hongkongbhen08Оценок пока нет
- SE6000D Handbook Issue 3Документ14 страницSE6000D Handbook Issue 3Md Rodi BidinОценок пока нет
- Cold Electric Pressure Washer ManualДокумент11 страницCold Electric Pressure Washer ManualMd Rodi BidinОценок пока нет
- Markon Generator ManualДокумент52 страницыMarkon Generator ManualMd Rodi Bidin67% (3)
- Industrial TrainingДокумент5 страницIndustrial TrainingMd Rodi BidinОценок пока нет
- Marine Electrical Power System: by Dr. Oladokun Sulaiman Olanrewaju, Ceng, CmarengДокумент17 страницMarine Electrical Power System: by Dr. Oladokun Sulaiman Olanrewaju, Ceng, CmarengMd Rodi BidinОценок пока нет
- B 311 Smoke Alarm Installation in HomesДокумент1 страницаB 311 Smoke Alarm Installation in HomesMd Rodi BidinОценок пока нет