Вам также может понравиться
- Vacuum Tower DesignДокумент136 страницVacuum Tower DesignLuis Enrique Leyva OvalleОценок пока нет
- Herbal Abortifacient Drugs A ReviewДокумент6 страницHerbal Abortifacient Drugs A Reviewyogesh ushirОценок пока нет
- Proii WorkbookДокумент218 страницProii WorkbookJose Marin100% (3)
- Crude CharacterizationДокумент76 страницCrude Characterizationavciay100% (1)
- 02 Naphtha Hydro Treating (Compatibility Mode) - OptДокумент52 страницы02 Naphtha Hydro Treating (Compatibility Mode) - OptJhon Molina100% (6)
- Fluid Catalytic Cracking: Science and TechnologyОт EverandFluid Catalytic Cracking: Science and TechnologyРейтинг: 5 из 5 звезд5/5 (1)
- MEO Orals On Marine Electro Technology Function 5Документ19 страницMEO Orals On Marine Electro Technology Function 5Rajeev ValunjkarОценок пока нет
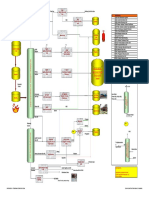
- Crude Distillation PosterДокумент1 страницаCrude Distillation Postervivek_rec100% (1)
- Applying Relief Load Calculation MethodsДокумент9 страницApplying Relief Load Calculation MethodsKamil Marszałek100% (1)
- Rigorously Size Relief Valves For Critical FluidsДокумент10 страницRigorously Size Relief Valves For Critical Fluidsashirwad shetty100% (2)
- DCU Heater Mod.Документ36 страницDCU Heater Mod.Varun Gupta100% (1)
- UntitledДокумент193 страницыUntitledurosОценок пока нет
- Febuary 01, 2000 05:25:41 Information Handling Services, 2000Документ128 страницFebuary 01, 2000 05:25:41 Information Handling Services, 2000Rajvachan ManiОценок пока нет
- Control Valves Tuning PDFДокумент13 страницControl Valves Tuning PDFsteam100deg1658Оценок пока нет
- Distillation Calculation FormulasДокумент21 страницаDistillation Calculation FormulasVaibhav Mishra100% (2)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОт EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОценок пока нет
- Distillation - How To Specify & Install Cartridge TraysДокумент7 страницDistillation - How To Specify & Install Cartridge TraysRafaelОценок пока нет
- Process Simulation of Solvent Deasphalting Plants With PROIIДокумент29 страницProcess Simulation of Solvent Deasphalting Plants With PROIIstudyendless100% (2)
- Debottlenecking Refineries Through Comprehensive Feedstock PretreatmentДокумент20 страницDebottlenecking Refineries Through Comprehensive Feedstock PretreatmentAnonymous msVFzaОценок пока нет
- 06 - Troubleshooting of Distillation Columns Using Aspen Plus - Aritra - RILДокумент19 страниц06 - Troubleshooting of Distillation Columns Using Aspen Plus - Aritra - RILCal100% (1)
- Select The Right ReboilerДокумент2 страницыSelect The Right ReboilerSteven A McMurray100% (2)
- CDU Increase Distillate YieldДокумент9 страницCDU Increase Distillate Yieldrvkumar61Оценок пока нет
- 1.3.9 Rating Heat ExchangerДокумент18 страниц1.3.9 Rating Heat ExchangerMelva NainggolanОценок пока нет
- UOP FCC TechnologyДокумент35 страницUOP FCC TechnologyKanishk Kothari100% (4)
- Temperature, Pressure Measurements Solve Column Operating ProblemsДокумент5 страницTemperature, Pressure Measurements Solve Column Operating ProblemsHari PrasadОценок пока нет
- Midor Unicracking Process Manual Chapter 3 SummaryДокумент33 страницыMidor Unicracking Process Manual Chapter 3 SummaryMohamed Sayed Abdo100% (2)
- E PR 440Документ44 страницыE PR 440studyendless100% (2)
- Estimating Costs of Shell and Tube Heat ExchangersДокумент12 страницEstimating Costs of Shell and Tube Heat Exchangershwang2Оценок пока нет
- Efficiency Benefits of High Performance Structured Packings: Kevin Bennett, Sulzer Chemtech Mark Pilling, Sulzer ChemtechДокумент31 страницаEfficiency Benefits of High Performance Structured Packings: Kevin Bennett, Sulzer Chemtech Mark Pilling, Sulzer Chemtechmisscolgate100% (1)
- Natural Gas Processing from Midstream to DownstreamОт EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirОценок пока нет
- A Guideline For Design Pressure - Part 1Документ4 страницыA Guideline For Design Pressure - Part 1Said Ahmed SalemОценок пока нет
- Distillation Design and Control Using Aspen SimulationОт EverandDistillation Design and Control Using Aspen SimulationРейтинг: 5 из 5 звезд5/5 (2)
- General Indications: AnticoagulantsДокумент15 страницGeneral Indications: AnticoagulantswahidОценок пока нет
- Technip Separations PDFДокумент50 страницTechnip Separations PDFProcess Engineer100% (1)
- Advanced Distillation Technologies: Design, Control and ApplicationsОт EverandAdvanced Distillation Technologies: Design, Control and ApplicationsОценок пока нет
- Peaditrician All IndiaДокумент66 страницPeaditrician All IndiaGIRISH JOSHIОценок пока нет
- Design Practices-ReboilerДокумент7 страницDesign Practices-Reboileragarwalashwin32100% (1)
- Ukite 2011Документ123 страницыUkite 2011pikacu19650% (2)
- Solvent Deasphalting PPT Final - 1Документ30 страницSolvent Deasphalting PPT Final - 1studyendless100% (4)
- Aruna Prasnam v2 PDFДокумент204 страницыAruna Prasnam v2 PDFvenkat_nzОценок пока нет
- Before The Honourable Supreme Court of India: Memorandum On Behalf of PetitonersДокумент31 страницаBefore The Honourable Supreme Court of India: Memorandum On Behalf of Petitonerspalkin50% (2)
- Batch DistillationДокумент20 страницBatch Distillationcgjp120391Оценок пока нет
- Significance of Debutanizer Reflux RatioДокумент2 страницыSignificance of Debutanizer Reflux RatioMuhammadUsmanSaeedОценок пока нет
- Vacuum Unit Design and Operation TrainingДокумент136 страницVacuum Unit Design and Operation Trainingsunggwan kim0% (1)
- Fired Heater ModelingДокумент19 страницFired Heater ModelingAhmed Elhady100% (1)
- Crude Distillation Unit (Guwahati Refinery) - Heat Exchange & IntegrationДокумент38 страницCrude Distillation Unit (Guwahati Refinery) - Heat Exchange & IntegrationMudit Chauhan80% (10)
- Troubleshooting Refinery Vacuum TowerДокумент33 страницыTroubleshooting Refinery Vacuum Towerkishna009Оценок пока нет
- FRI Internal Design Vol4Документ55 страницFRI Internal Design Vol4syamsudin2006Оценок пока нет
- PRO II Column Algorithms SelectionДокумент6 страницPRO II Column Algorithms SelectionWade ColemanОценок пока нет
- Fired Heater DesignДокумент47 страницFired Heater DesignMarcel100% (4)
- Good Heater Specifications Pay OffДокумент6 страницGood Heater Specifications Pay Offrvkumar61100% (1)
- Design of Valve TrayДокумент4 страницыDesign of Valve TrayVirendra BhagatОценок пока нет
- 943025-806 Strainers Rev01Документ3 страницы943025-806 Strainers Rev01studyendlessОценок пока нет
- Energy Optimization Using Pinch Analysis: Practical ConsiderationsДокумент10 страницEnergy Optimization Using Pinch Analysis: Practical ConsiderationsconfyОценок пока нет
- Q and A Refinery ProcessesДокумент9 страницQ and A Refinery ProcessesnishilgeorgeОценок пока нет
- Petronas Design Manual: Column SizingДокумент10 страницPetronas Design Manual: Column SizingHazizi AkmarОценок пока нет
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringОт EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringОценок пока нет
- Oil Ref Walk ThroughДокумент7 страницOil Ref Walk ThroughSumedh SinghОценок пока нет
- A Guide of Refinery ProcessДокумент1 страницаA Guide of Refinery ProcessSubramani DuraikannuОценок пока нет
- Hydrotreater Revamps MUSTANG PTQДокумент4 страницыHydrotreater Revamps MUSTANG PTQDavid SmithОценок пока нет
- New Approach To Relief Valve Load Calculations PDFДокумент3 страницыNew Approach To Relief Valve Load Calculations PDFchemengseliem100% (1)
- A Presentation On Kit KatДокумент9 страницA Presentation On Kit KatRaju DoleyОценок пока нет
- IsomerizationДокумент10 страницIsomerizationRizwan Shehzad100% (2)
- Takreer RFCC 1st Day Calss PDFДокумент47 страницTakreer RFCC 1st Day Calss PDFrameshkarthik810Оценок пока нет
- DHDS unit process descriptionДокумент9 страницDHDS unit process descriptionSandeep ChallaОценок пока нет
- Energy and Process Optimization for the Process IndustriesОт EverandEnergy and Process Optimization for the Process IndustriesОценок пока нет
- Piping Design Articles by Robert Kern PDFДокумент53 страницыPiping Design Articles by Robert Kern PDFDiego IQ100% (1)
- LNG c3mr ProcessДокумент8 страницLNG c3mr ProcessFatih FıratОценок пока нет
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydДокумент14 страницThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SОценок пока нет
- CV of ValvesДокумент1 страницаCV of ValvesparmindarranaОценок пока нет
- Feasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesДокумент29 страницFeasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDivyansh Singh ChauhanОценок пока нет
- DesigningVacuumtower (VDU)Документ26 страницDesigningVacuumtower (VDU)Bilal KhanОценок пока нет
- Calculation of Material Balance For Catalytic Reforming of Naphtha FractionsДокумент4 страницыCalculation of Material Balance For Catalytic Reforming of Naphtha FractionsMai Ngoc Chien100% (4)
- Basics of Distillation: V. K. KapoorДокумент62 страницыBasics of Distillation: V. K. Kapoorstardeepakrati100% (1)
- OPEC Annual Statistical Bulletin - 50th Edition - 2015Документ120 страницOPEC Annual Statistical Bulletin - 50th Edition - 2015studyendlessОценок пока нет
- March 2017 Oil Benchmarks: What's NextДокумент6 страницMarch 2017 Oil Benchmarks: What's NextstudyendlessОценок пока нет
- Estimating The Viscosity of Mixtures - NeutriumДокумент4 страницыEstimating The Viscosity of Mixtures - NeutriumstudyendlessОценок пока нет
- Europia - Whitepaper v16 LR External Use-2010-03068-01-EДокумент72 страницыEuropia - Whitepaper v16 LR External Use-2010-03068-01-EstudyendlessОценок пока нет
- Regulation of Properties of Oxidized Asphalt From Heavy CrudeДокумент2 страницыRegulation of Properties of Oxidized Asphalt From Heavy CrudestudyendlessОценок пока нет
- Asphalt Oxidation Studies at Elevated TemperaturesДокумент4 страницыAsphalt Oxidation Studies at Elevated TemperaturesstudyendlessОценок пока нет
- 卡西欧 fx-6300G 用户手册Документ99 страниц卡西欧 fx-6300G 用户手册studyendlessОценок пока нет
- Experimental Study of A Pilot Plant Deasphalting Process in Supercritical ConditionsДокумент6 страницExperimental Study of A Pilot Plant Deasphalting Process in Supercritical ConditionsstudyendlessОценок пока нет
- API Separators - Key to Refinery Wastewater TreatmentДокумент8 страницAPI Separators - Key to Refinery Wastewater TreatmentnorthstarleoОценок пока нет
- Discussion Document - Effect of Ethanol Blending On Gasoline RVPДокумент10 страницDiscussion Document - Effect of Ethanol Blending On Gasoline RVPstudyendlessОценок пока нет
- Motor Gasolines Technical ReviewДокумент124 страницыMotor Gasolines Technical Reviewpurple_onionОценок пока нет
- Production of High-Quality Paraffinic Distillates and Vacuum Resid. Revamping of The AVT-2 Unit Vacuum BlockДокумент4 страницыProduction of High-Quality Paraffinic Distillates and Vacuum Resid. Revamping of The AVT-2 Unit Vacuum BlockstudyendlessОценок пока нет
- Discussion Document - Effect of Ethanol Blending On Gasoline RVPДокумент10 страницDiscussion Document - Effect of Ethanol Blending On Gasoline RVPstudyendlessОценок пока нет
- Understanding Fines in Coking More Important NowДокумент5 страницUnderstanding Fines in Coking More Important NowstudyendlessОценок пока нет
- Consider New Analysis For FlaresДокумент5 страницConsider New Analysis For FlaresstudyendlessОценок пока нет
- GarrettДокумент2 страницыGarrettAndrey MarviantoОценок пока нет
- Causes & Prevention of Coronary Artery DiseaseДокумент41 страницаCauses & Prevention of Coronary Artery DiseaseeenagpurcongОценок пока нет
- Vodafone Idea Limited: PrintДокумент2 страницыVodafone Idea Limited: PrintPrakhar KapoorОценок пока нет
- Research On Motivation TheoriesДокумент15 страницResearch On Motivation TheoriesNayeem Md SakibОценок пока нет
- Development and Validation of Stability Indicating RP-HPLC Method For Simultaneous Estimation of Sofosbuvir and Ledipasvir in Tablet Dosage FormДокумент4 страницыDevelopment and Validation of Stability Indicating RP-HPLC Method For Simultaneous Estimation of Sofosbuvir and Ledipasvir in Tablet Dosage FormBaru Chandrasekhar RaoОценок пока нет
- Form-Ii (See Regulation 4) Postal Bill of Export - II (To Be Submitted in Duplicate)Документ1 страницаForm-Ii (See Regulation 4) Postal Bill of Export - II (To Be Submitted in Duplicate)mrthilagamОценок пока нет
- Uia Teaching Hospital BriefДокумент631 страницаUia Teaching Hospital Briefmelikeorgbraces100% (1)
- Shavuot 5774Документ4 страницыShavuot 5774Andrea KingОценок пока нет
- Sheet 01Документ1 страницаSheet 01Rajeshwari YeoleОценок пока нет
- Sir PapsДокумент15 страницSir PapsRey Niño GarciaОценок пока нет
- Spring Creek Sun August 27Документ24 страницыSpring Creek Sun August 27amoses88Оценок пока нет
- Saloni Shah - LLM DissertationДокумент156 страницSaloni Shah - LLM DissertationNilesh BatraОценок пока нет
- Medray Letterhead TemplateДокумент5 страницMedray Letterhead TemplateSteve NjugiОценок пока нет
- Silver Chloride Dissolution in ARДокумент5 страницSilver Chloride Dissolution in ARAFLAC ............Оценок пока нет
- Outcome of Pelvic Fractures Identi Fied in 75 Horses in A Referral Centre: A Retrospective StudyДокумент8 страницOutcome of Pelvic Fractures Identi Fied in 75 Horses in A Referral Centre: A Retrospective StudyMaria Paz MorenoОценок пока нет
- GS I: Factors Driving Development of Global Textile IndustriesДокумент54 страницыGS I: Factors Driving Development of Global Textile IndustriesAMIT RAJОценок пока нет
- Solution Manual For Safety Health and Environmental Concepts For The Process Industry 2nd EditionДокумент8 страницSolution Manual For Safety Health and Environmental Concepts For The Process Industry 2nd EditionRobert Hornback100% (34)
- CSHP Template For Small Construction Projects Residential Project/S (2 Storey and Below) or Minor Repair WorksДокумент5 страницCSHP Template For Small Construction Projects Residential Project/S (2 Storey and Below) or Minor Repair WorksZeny BocadОценок пока нет
- LAOKEN Comparison With J&JДокумент3 страницыLAOKEN Comparison With J&JMario Alfonso MartinezОценок пока нет
- Deped Memo No. 165, S 2010: WastedДокумент6 страницDeped Memo No. 165, S 2010: WastedJayne InoferioОценок пока нет
- Comparison Between China and Sri-Lanka GDPДокумент6 страницComparison Between China and Sri-Lanka GDPcracking khalifОценок пока нет