Вам также может понравиться
- Chapter 12Документ12 страницChapter 12bhaskarОценок пока нет
- Report EHTC HuntingДокумент10 страницReport EHTC HuntingOTPC POWERОценок пока нет
- DR NTTPSДокумент41 страницаDR NTTPSnagasuresh100% (1)
- CH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualДокумент6 страницCH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualSamОценок пока нет
- Droop Setting in TurbineДокумент2 страницыDroop Setting in TurbinepurnaОценок пока нет
- Jindal Power SOP Load Shedding RelayДокумент4 страницыJindal Power SOP Load Shedding RelayChandramani PatelОценок пока нет
- EHTCДокумент22 страницыEHTCVicky Singh100% (1)
- HCSD SystemДокумент1 страницаHCSD Systemssirupa0% (1)
- Precautions to avoid 500MW turbine barring gear stallingДокумент2 страницыPrecautions to avoid 500MW turbine barring gear stallingSrinivas BudatiОценок пока нет
- NK Bansal BHEL Experience Sharing On Spring Loaded PaperДокумент4 страницыNK Bansal BHEL Experience Sharing On Spring Loaded PaperelrajilОценок пока нет
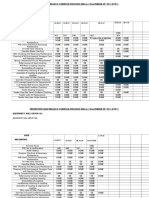
- Preventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."Документ7 страницPreventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."mrinal mandalОценок пока нет
- Otsc - Control Final-BoilerДокумент85 страницOtsc - Control Final-BoilerKumar100% (1)
- Slagging in Steam Generators: Root Cause AnalysisДокумент8 страницSlagging in Steam Generators: Root Cause AnalysispiyushagaОценок пока нет
- Prsentation: Ball and Tube MillДокумент39 страницPrsentation: Ball and Tube MillmkoelrealОценок пока нет
- Large Turbine Overhaul ChecksДокумент24 страницыLarge Turbine Overhaul ChecksSethuRamalingamОценок пока нет
- Ball and Race Mill PDFДокумент76 страницBall and Race Mill PDFNemoОценок пока нет
- Vibration of Turbine PDFДокумент4 страницыVibration of Turbine PDFsanjeevchhabraОценок пока нет
- 02 FSSS Logic SystemДокумент51 страница02 FSSS Logic SystemSam100% (3)
- Technical Feedback on Horn Drop TestingДокумент4 страницыTechnical Feedback on Horn Drop Testingarindam misra8Оценок пока нет
- Superheaters and ReheaterДокумент16 страницSuperheaters and ReheaterBudi NortonОценок пока нет
- Turbovisory SystemДокумент2 страницыTurbovisory SystemLily Sharma100% (1)
- FSSS-Furnace Safeguard Supervisory SystemДокумент22 страницыFSSS-Furnace Safeguard Supervisory SystemNitish KumarОценок пока нет
- RHH and LTSH links overviewДокумент4 страницыRHH and LTSH links overviewrpshvjuОценок пока нет
- 13 MW Steam Turbine 50 HZ NewДокумент6 страниц13 MW Steam Turbine 50 HZ Newteewee_cuteОценок пока нет
- Ash Build-Up in Boiler Bottom Ash HoppersДокумент6 страницAsh Build-Up in Boiler Bottom Ash HoppersSara LopezОценок пока нет
- Online Monitoring of Bottom Ash Hopper TemperatureДокумент6 страницOnline Monitoring of Bottom Ash Hopper Temperaturerama jenaОценок пока нет
- Bhs PDF en RDVДокумент10 страницBhs PDF en RDVolgiertОценок пока нет
- L-02 Hp-Ip Modeules Features 500mw Anp 3Документ10 страницL-02 Hp-Ip Modeules Features 500mw Anp 3SamОценок пока нет
- ABG PresentationДокумент28 страницABG PresentationSarah Frazier0% (1)
- Electromatic Relief Valve TYPE 1525 VX: Bharat Heavy Electricals Limited TiruchirapalliДокумент31 страницаElectromatic Relief Valve TYPE 1525 VX: Bharat Heavy Electricals Limited TiruchirapalliDenkaОценок пока нет
- Generator ProtectionДокумент24 страницыGenerator ProtectionSantoshkumar Gupta100% (1)
- Turbine Condensate and Feed Water SystemДокумент37 страницTurbine Condensate and Feed Water SystemShubham VermaОценок пока нет
- Control Valve Data SheetsДокумент150 страницControl Valve Data SheetsAnonymous ZnuMEWN1Оценок пока нет
- Coal Feeding System and Pulveriser OverviewДокумент15 страницCoal Feeding System and Pulveriser OverviewSanjay GuptaОценок пока нет
- FD FanДокумент5 страницFD FanPrudhvi RajОценок пока нет
- TDBFP Gear-Coupling Misalignment DiagnosisДокумент19 страницTDBFP Gear-Coupling Misalignment DiagnosisbederinadmlОценок пока нет
- Turbine Protection & InterlockДокумент7 страницTurbine Protection & InterlockSony RamaОценок пока нет
- 500MW Boiler Fans and ProtectionsДокумент5 страниц500MW Boiler Fans and Protectionsshashank100% (1)
- Steam Turbine Axial ShiftДокумент1 страницаSteam Turbine Axial Shiftjp mishra100% (1)
- Turbine Working & ItsComponentsДокумент88 страницTurbine Working & ItsComponentsHimanshu spoliaОценок пока нет
- Reducing Boiler Cooling Time Saves Rs. 13.5 Crore AnnuallyДокумент16 страницReducing Boiler Cooling Time Saves Rs. 13.5 Crore Annuallyjp mishraОценок пока нет
- Essential Interlocks and Protections for Feed Water and Condensate SystemsДокумент18 страницEssential Interlocks and Protections for Feed Water and Condensate SystemsSanjay GuptaОценок пока нет
- Ball & Race Mill MaintenanceДокумент76 страницBall & Race Mill Maintenancesandeep19861986100% (2)
- Power Plant Familiar Is at Ion V - IIIДокумент164 страницыPower Plant Familiar Is at Ion V - IIISiva Kumar Tutika100% (2)
- Boiler & Its Auxiliaries Gyanendra Sharma Npti DelhiДокумент36 страницBoiler & Its Auxiliaries Gyanendra Sharma Npti DelhiNPTIОценок пока нет
- TH 1694Документ91 страницаTH 1694buddhivasuОценок пока нет
- Coal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityДокумент9 страницCoal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityTinyiko S. MalulekeОценок пока нет
- Cold Start Up - CSTPS PDFДокумент19 страницCold Start Up - CSTPS PDFAhemadОценок пока нет
- Turbo Supervisory SystemДокумент41 страницаTurbo Supervisory SystemJagadeesan SaiОценок пока нет
- Poor Oil Gun Performance in BoilersДокумент3 страницыPoor Oil Gun Performance in BoilersRAPRATSINОценок пока нет
- Design Features of Governing System LMW and Kwu TurbinesДокумент34 страницыDesign Features of Governing System LMW and Kwu TurbinespankajОценок пока нет
- Docslide - Us K Karthikeyan Manager Controls Instrumentation Bhel TiruchirappalliДокумент97 страницDocslide - Us K Karthikeyan Manager Controls Instrumentation Bhel TiruchirappallimanojkumarmurlidharaОценок пока нет
- 2 Telemetry TurbineДокумент12 страниц2 Telemetry TurbineSamОценок пока нет
- BHEL's Bowl Mills and Their FeaturesДокумент12 страницBHEL's Bowl Mills and Their FeaturesAbhishek KumarОценок пока нет
- Proportionality of hydraulic control systemsДокумент7 страницProportionality of hydraulic control systemsradharaman_znaОценок пока нет
- Part 2 of 5Документ8 страницPart 2 of 5mick.pride81Оценок пока нет
- Literature Review of RotorДокумент120 страницLiterature Review of RotorMojtaba HasanluОценок пока нет
- Isolators For NVMДокумент18 страницIsolators For NVMSaad KhanОценок пока нет
- Troubleshooting Turbomachinery Using Startup and Coastdown Vibration DataДокумент14 страницTroubleshooting Turbomachinery Using Startup and Coastdown Vibration DataAhtsham AhmadОценок пока нет
- Guide engine dynamics vibrationДокумент6 страницGuide engine dynamics vibrationabm2281999Оценок пока нет
- 2021 WRI WWR Design Detailing Guide FullДокумент269 страниц2021 WRI WWR Design Detailing Guide FullSuhas JoshiОценок пока нет
- Blast Loading & Blast Effect On StructuresДокумент16 страницBlast Loading & Blast Effect On StructuresSuhas Joshi100% (1)
- Socket Base Connections With Precast Concrete Columns PDFДокумент11 страницSocket Base Connections With Precast Concrete Columns PDFAc2140100% (5)
- Anti-Static and Non-Conductive FlooringДокумент11 страницAnti-Static and Non-Conductive FlooringSuhas JoshiОценок пока нет
- Recent Seismic Activity in GujaratДокумент10 страницRecent Seismic Activity in GujaratSuhas JoshiОценок пока нет
- Inorganic Organic CoatingsДокумент9 страницInorganic Organic Coatingstocamdinhvu100% (1)
- Pulsation of Flow and Pressure in Piping of Reciprocating CompressorsДокумент26 страницPulsation of Flow and Pressure in Piping of Reciprocating CompressorsSuhas JoshiОценок пока нет
- ACPA - Guide For Design and Construction of Concrete IntersectionsДокумент28 страницACPA - Guide For Design and Construction of Concrete IntersectionsSuhas Joshi0% (1)
- Seismic Response of Liquid Storage TanksДокумент17 страницSeismic Response of Liquid Storage TanksSuhas JoshiОценок пока нет
- Kogbara - Concrete Properties at Cryogenic TemperaturesДокумент43 страницыKogbara - Concrete Properties at Cryogenic TemperaturesSuhas Joshi0% (1)
- Design GuidelinesДокумент15 страницDesign GuidelinesdolonbgdОценок пока нет
- 14 528Lecture6-GroupandLateralAnalysesДокумент47 страниц14 528Lecture6-GroupandLateralAnalysesSuhas JoshiОценок пока нет
- Active Tectonics of Himalayan Frontal ThrustДокумент7 страницActive Tectonics of Himalayan Frontal ThrustSuhas JoshiОценок пока нет
- NCHRP Report 408 - Corrosion of Steel Piling in Nonmarine EnvironmentДокумент212 страницNCHRP Report 408 - Corrosion of Steel Piling in Nonmarine EnvironmentSuhas JoshiОценок пока нет
- 2012 11 19 Corrosion Guidelines PDFДокумент44 страницы2012 11 19 Corrosion Guidelines PDFsharjahsharjahОценок пока нет
- FS4001 CP System For Offshore Structure PDFДокумент12 страницFS4001 CP System For Offshore Structure PDFgkc1977Оценок пока нет
- En 10025Документ16 страницEn 10025Sorin Radu100% (1)
- Emerson - Avoid Hidden Expenses For GCsДокумент6 страницEmerson - Avoid Hidden Expenses For GCsSuhas JoshiОценок пока нет
- Proportional-Integral-Derivative Control: ObjectivesДокумент5 страницProportional-Integral-Derivative Control: ObjectivesQuenneBelocuraОценок пока нет
- Newton'S Rings: Determination of Radius of Curvature of A Convex LensДокумент4 страницыNewton'S Rings: Determination of Radius of Curvature of A Convex LensAryan VermaОценок пока нет
- Golden Ratio in Art and Architecture by Samuel ObaraДокумент3 страницыGolden Ratio in Art and Architecture by Samuel ObaraSabyОценок пока нет
- Kids Book What So WhatДокумент3 страницыKids Book What So Whatapi-526691999Оценок пока нет
- CHM 2045 Exam 2 Form Code AДокумент2 страницыCHM 2045 Exam 2 Form Code ABritanny NelsonОценок пока нет
- Topic 02 - Compound Semiconductor Growth TechnologyДокумент15 страницTopic 02 - Compound Semiconductor Growth TechnologyIrum SabaОценок пока нет
- Ugima 4404 HMДокумент3 страницыUgima 4404 HMReginaldoОценок пока нет
- Three-Phase Power Flow Calculations Using Direct ZBUS Method For Large-Scale Unbalanced Distribution NetworksДокумент8 страницThree-Phase Power Flow Calculations Using Direct ZBUS Method For Large-Scale Unbalanced Distribution NetworksApikShafieeОценок пока нет
- PVT Experiment IndividualДокумент36 страницPVT Experiment IndividualnursyakirahrahimОценок пока нет
- Genetic Algorithms in OptimizationДокумент38 страницGenetic Algorithms in OptimizationssbhonsaleОценок пока нет
- Instrumentation Interview QuestionsДокумент72 страницыInstrumentation Interview QuestionsGowtham An94% (18)
- Construction Challenges in Hilly AreasДокумент24 страницыConstruction Challenges in Hilly AreasGhanashyam PuttaОценок пока нет
- PETREL 1 Structural Modeling PDFДокумент42 страницыPETREL 1 Structural Modeling PDFKuala Tambora100% (1)
- Chiller 252 TRДокумент2 страницыChiller 252 TRhector diazОценок пока нет
- Convolution and Frequency Response For LTI Systems: HapterДокумент9 страницConvolution and Frequency Response For LTI Systems: HapterJ. SamОценок пока нет
- JR Engg WAPDA (Civil)Документ16 страницJR Engg WAPDA (Civil)Hamza MujahidОценок пока нет
- Curvas de Crecimiento MicrobianoДокумент30 страницCurvas de Crecimiento Microbianoluis villamarinОценок пока нет
- Radiochromic Film Dosimetry-1Документ47 страницRadiochromic Film Dosimetry-1Piotr JankowskiОценок пока нет
- 3b4b4f16ac0bcdb8c58665b05a018b4dДокумент8 страниц3b4b4f16ac0bcdb8c58665b05a018b4dWicttor SantosОценок пока нет
- Ed081p36 1Документ1 страницаEd081p36 1IHN SisОценок пока нет
- Calibration & Testing: ISO 17025 (NABL Accredited)Документ7 страницCalibration & Testing: ISO 17025 (NABL Accredited)Spectro Analytical Labs LimitedОценок пока нет
- Injection Molding SOP for Mini-Jector #55.1 MachineДокумент12 страницInjection Molding SOP for Mini-Jector #55.1 MachineYusuf SethОценок пока нет
- Spectrum OFDMFДокумент1 страницаSpectrum OFDMFvcazacuОценок пока нет
- Metals 10 01121Документ14 страницMetals 10 01121dietersimaОценок пока нет
- Thermal Physics Question BankДокумент6 страницThermal Physics Question BankpranavabaascaranОценок пока нет
- Sistema de Pretensado MK4 PDFДокумент32 страницыSistema de Pretensado MK4 PDFOmar Jimenez AyalaОценок пока нет
- Drilled MicropilesДокумент8 страницDrilled MicropilesGuoqiang LiuОценок пока нет
- Wooden Windows CatalogueДокумент17 страницWooden Windows CatalogueVIJAY VATSALОценок пока нет
- Insertion Ultrasonic Flow MeterДокумент3 страницыInsertion Ultrasonic Flow Meterbsanidhya10Оценок пока нет
- A Brief History of Time: From the Big Bang to Black HolesОт EverandA Brief History of Time: From the Big Bang to Black HolesРейтинг: 4 из 5 звезд4/5 (2193)
- Quantum Physics for Beginners Who Flunked Math And Science: Quantum Mechanics And Physics Made Easy Guide In Plain Simple EnglishОт EverandQuantum Physics for Beginners Who Flunked Math And Science: Quantum Mechanics And Physics Made Easy Guide In Plain Simple EnglishРейтинг: 4.5 из 5 звезд4.5/5 (18)
- Summary and Interpretation of Reality TransurfingОт EverandSummary and Interpretation of Reality TransurfingРейтинг: 5 из 5 звезд5/5 (5)
- The Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeОт EverandThe Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeОценок пока нет
- When the Earth Had Two Moons: Cannibal Planets, Icy Giants, Dirty Comets, Dreadful Orbits, and the Origins of the Night SkyОт EverandWhen the Earth Had Two Moons: Cannibal Planets, Icy Giants, Dirty Comets, Dreadful Orbits, and the Origins of the Night SkyРейтинг: 3 из 5 звезд3/5 (7)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessОт EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessРейтинг: 4 из 5 звезд4/5 (6)
- The Tao of Physics: An Exploration of the Parallels between Modern Physics and Eastern MysticismОт EverandThe Tao of Physics: An Exploration of the Parallels between Modern Physics and Eastern MysticismРейтинг: 4 из 5 звезд4/5 (500)
- Too Big for a Single Mind: How the Greatest Generation of Physicists Uncovered the Quantum WorldОт EverandToo Big for a Single Mind: How the Greatest Generation of Physicists Uncovered the Quantum WorldРейтинг: 4.5 из 5 звезд4.5/5 (8)
- Strange Angel: The Otherworldly Life of Rocket Scientist John Whiteside ParsonsОт EverandStrange Angel: The Otherworldly Life of Rocket Scientist John Whiteside ParsonsРейтинг: 4 из 5 звезд4/5 (94)
- The Physics of God: How the Deepest Theories of Science Explain Religion and How the Deepest Truths of Religion Explain ScienceОт EverandThe Physics of God: How the Deepest Theories of Science Explain Religion and How the Deepest Truths of Religion Explain ScienceРейтинг: 4.5 из 5 звезд4.5/5 (23)
- Midnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterОт EverandMidnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterРейтинг: 4.5 из 5 звезд4.5/5 (409)
- What is Life?: With Mind and Matter and Autobiographical SketchesОт EverandWhat is Life?: With Mind and Matter and Autobiographical SketchesРейтинг: 4 из 5 звезд4/5 (139)
- Packing for Mars: The Curious Science of Life in the VoidОт EverandPacking for Mars: The Curious Science of Life in the VoidРейтинг: 4 из 5 звезд4/5 (1395)
- The Beginning of Infinity: Explanations That Transform the WorldОт EverandThe Beginning of Infinity: Explanations That Transform the WorldРейтинг: 5 из 5 звезд5/5 (60)
- Bedeviled: A Shadow History of Demons in ScienceОт EverandBedeviled: A Shadow History of Demons in ScienceРейтинг: 5 из 5 звезд5/5 (5)
- Quantum Physics: What Everyone Needs to KnowОт EverandQuantum Physics: What Everyone Needs to KnowРейтинг: 4.5 из 5 звезд4.5/5 (48)
- The Holographic Universe: The Revolutionary Theory of RealityОт EverandThe Holographic Universe: The Revolutionary Theory of RealityРейтинг: 4.5 из 5 звезд4.5/5 (75)
- The Sounds of Life: How Digital Technology Is Bringing Us Closer to the Worlds of Animals and PlantsОт EverandThe Sounds of Life: How Digital Technology Is Bringing Us Closer to the Worlds of Animals and PlantsРейтинг: 5 из 5 звезд5/5 (5)
- Lost in Math: How Beauty Leads Physics AstrayОт EverandLost in Math: How Beauty Leads Physics AstrayРейтинг: 4.5 из 5 звезд4.5/5 (125)
- The Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldОт EverandThe Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldРейтинг: 4.5 из 5 звезд4.5/5 (53)
- Chasing Heisenberg: The Race for the Atom BombОт EverandChasing Heisenberg: The Race for the Atom BombРейтинг: 4.5 из 5 звезд4.5/5 (8)
- Quantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityОт EverandQuantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityРейтинг: 2 из 5 звезд2/5 (1)
- The Dancing Wu Li Masters: An Overview of the New PhysicsОт EverandThe Dancing Wu Li Masters: An Overview of the New PhysicsРейтинг: 4 из 5 звезд4/5 (182)
- The End of Everything: (Astrophysically Speaking)От EverandThe End of Everything: (Astrophysically Speaking)Рейтинг: 4.5 из 5 звезд4.5/5 (155)