Вам также может понравиться
- Dynamic Stability of Shaft Inerconnected Through Joint PDFДокумент9 страницDynamic Stability of Shaft Inerconnected Through Joint PDFNhan LeОценок пока нет
- 4 Sheet Metal Forming Simulations For HeavyДокумент8 страниц4 Sheet Metal Forming Simulations For HeavyNhan LeОценок пока нет
- Thoi Chai PDFДокумент6 страницThoi Chai PDFNhan LeОценок пока нет
- Stamping Fea Model Input ReviewДокумент20 страницStamping Fea Model Input ReviewNhan LeОценок пока нет
- Injection Moulding BasicsДокумент27 страницInjection Moulding Basicsmrriassaty100% (1)
- Optimization of Process Parameters of Stamping FormingДокумент10 страницOptimization of Process Parameters of Stamping FormingNhan LeОценок пока нет
- MFG Tooling - 10 Prog Tools-2 PDFДокумент11 страницMFG Tooling - 10 Prog Tools-2 PDFFlo FlorinОценок пока нет
- Optimizing Vehicle NVH Characteristics For Driveline Integration PDFДокумент15 страницOptimizing Vehicle NVH Characteristics For Driveline Integration PDFCosmin ConstantinescuОценок пока нет
- PAMSTAMP2G Examplesmanual USДокумент20 страницPAMSTAMP2G Examplesmanual USNhan LeОценок пока нет
- Thoi ChaiДокумент6 страницThoi ChaiNhan LeОценок пока нет
- Design of Progressive Die for Motor Stator and Rotor Plate StackingДокумент6 страницDesign of Progressive Die for Motor Stator and Rotor Plate StackingNhan LeОценок пока нет
- Luận Văn Dập Vuốt - 2015Документ9 страницLuận Văn Dập Vuốt - 2015Nhan LeОценок пока нет
- The Influence of Sheet ThicknessДокумент53 страницыThe Influence of Sheet ThicknessNhan LeОценок пока нет
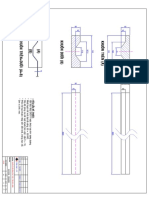
- Ban Ve Khuon Chan Thep Day 4mmДокумент1 страницаBan Ve Khuon Chan Thep Day 4mmNhan LeОценок пока нет
- AAM Manufacturing 3 FormingДокумент96 страницAAM Manufacturing 3 FormingNhan LeОценок пока нет
- Analysis of Springback in Flanging ProcessДокумент8 страницAnalysis of Springback in Flanging ProcessNhan LeОценок пока нет
- Using Limiting DrawДокумент2 страницыUsing Limiting DrawNhan LeОценок пока нет
- 17 TiszaM.2013 RecentDevelopmentTrendsДокумент16 страниц17 TiszaM.2013 RecentDevelopmentTrendsNhan LeОценок пока нет
- Autoform Analysis in Sheet Metal FormingДокумент15 страницAutoform Analysis in Sheet Metal FormingNhan LeОценок пока нет
- Friction CoefficientДокумент4 страницыFriction CoefficientNhan LeОценок пока нет
- Production of Pulley Used in AutomobileДокумент15 страницProduction of Pulley Used in AutomobileNhan LeОценок пока нет
- Ảnh Hưởng Lòng Khuôn Đến Sp Dập VuốtДокумент12 страницẢnh Hưởng Lòng Khuôn Đến Sp Dập VuốtNhan LeОценок пока нет
- Stamping Parts and ComponentsДокумент24 страницыStamping Parts and ComponentsNhan LeОценок пока нет
- Experimental and Finite Element Evaluation of Bending for Mild SteelДокумент24 страницыExperimental and Finite Element Evaluation of Bending for Mild SteelNhan LeОценок пока нет
- KaongaДокумент97 страницKaongaNhan LeОценок пока нет
- Generative Shape Design PDFДокумент173 страницыGenerative Shape Design PDFNhan LeОценок пока нет
- Materials ProcessesДокумент31 страницаMaterials ProcessesNhan LeОценок пока нет
- Automotive Applications StampingДокумент93 страницыAutomotive Applications StampingNhan LeОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)