Вам также может понравиться
- A Review of High Speed Machining of Titanium AlloysДокумент0 страницA Review of High Speed Machining of Titanium AlloysGeoffrey ArmstrongОценок пока нет
- Joining of Aa1050 Sheets Via Two Stages of Friction Spot TechniqueДокумент13 страницJoining of Aa1050 Sheets Via Two Stages of Friction Spot Techniquemunaf.h.ridhaОценок пока нет
- Machinability of Aluminum AlloysДокумент25 страницMachinability of Aluminum AlloysAnonymous MrD5oBОценок пока нет
- Processes 08 00529Документ19 страницProcesses 08 00529Usman NiazОценок пока нет
- CMT Spot WeldingДокумент11 страницCMT Spot Weldingkarthick32mechОценок пока нет
- BF03263464Документ10 страницBF03263464navdeep minhasОценок пока нет
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Документ9 страницAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BОценок пока нет
- Flexible Rolling of Aluminium Alloy Sheet - Process Optimization and Control of Materials Properties PDFДокумент26 страницFlexible Rolling of Aluminium Alloy Sheet - Process Optimization and Control of Materials Properties PDFAnderssonChitivaОценок пока нет
- Modern High Strength Niobium Microallyed Structural SteelsДокумент26 страницModern High Strength Niobium Microallyed Structural SteelsimetallurgyОценок пока нет
- A Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperДокумент7 страницA Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperInternational Journal of Latest Research in Engineering and TechnologyОценок пока нет
- Taguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case StudyДокумент12 страницTaguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case StudyVijay GadakhОценок пока нет
- Research Paper FSWДокумент10 страницResearch Paper FSWsahith palikaОценок пока нет
- Friction Based Welding Technology For Aluminium (July 2002) - TWI (BACKING NEEDED)Документ11 страницFriction Based Welding Technology For Aluminium (July 2002) - TWI (BACKING NEEDED)Amar DJEDIDОценок пока нет
- PCBN Cutting Tools Under Finishing Conditions - 2Документ14 страницPCBN Cutting Tools Under Finishing Conditions - 2Sriyono NozbОценок пока нет
- Seminar ReportДокумент15 страницSeminar Reportchitran duttaОценок пока нет
- Materials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaДокумент4 страницыMaterials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaPratikraj GohilОценок пока нет
- Wear Progression of Carbide Tool in Low-Speed End Milling of Stainless SteelДокумент12 страницWear Progression of Carbide Tool in Low-Speed End Milling of Stainless Steelsubramanya1982Оценок пока нет
- AC4CДокумент6 страницAC4CTay Chu YenОценок пока нет
- 01 2003 LIENERT SДокумент9 страниц01 2003 LIENERT SJorge Luis Olivar QuinteroОценок пока нет
- Friction Stir Welding Thesis PDFДокумент8 страницFriction Stir Welding Thesis PDFcarolinalewiswashington100% (2)
- NADCA Standars For High Integrity PDFДокумент236 страницNADCA Standars For High Integrity PDFluisA1923100% (1)
- Porosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering AДокумент7 страницPorosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering AgiokniessОценок пока нет
- 1 s2.0 S2214785322015607 MainДокумент6 страниц1 s2.0 S2214785322015607 MainThaiHuynhNgocОценок пока нет
- Reviews On Aluminum Alloy Series and Its Applications: Research PaperДокумент9 страницReviews On Aluminum Alloy Series and Its Applications: Research PaperNidhiОценок пока нет
- Dry, Semi-Dry and Wet Machining of 6061-T6 Aluminium Alloy: J. Kouam, V. Songmene, M. Balazinski and P. HendrickДокумент24 страницыDry, Semi-Dry and Wet Machining of 6061-T6 Aluminium Alloy: J. Kouam, V. Songmene, M. Balazinski and P. HendrickAbhimanyuPatilОценок пока нет
- MC FCD500Документ6 страницMC FCD500Ashok KhannaОценок пока нет
- Tool Wear in High-Speed Face Milling of AISI H13 Steel: Xiaobin Cui, Jun Zhao and Xianhua TianДокумент10 страницTool Wear in High-Speed Face Milling of AISI H13 Steel: Xiaobin Cui, Jun Zhao and Xianhua Tianirinuca12Оценок пока нет
- 00059Документ18 страниц00059Mohammed LokhandwalaОценок пока нет
- Al-Cu Optimal FeedДокумент6 страницAl-Cu Optimal FeedlarryОценок пока нет
- FSW of Aluminium AlloysДокумент45 страницFSW of Aluminium AlloysAlexandre Lourenção CaselattoОценок пока нет
- The Effect of Rotational Speed On Flow BДокумент8 страницThe Effect of Rotational Speed On Flow Bالسيد ابراهيم عبدالعزيز عبداللهОценок пока нет
- Evaluation of Carbide Grades and A New Cu!Pi'Ing Geometry For Machining Titanium AlloysДокумент11 страницEvaluation of Carbide Grades and A New Cu!Pi'Ing Geometry For Machining Titanium AlloysBharat HPОценок пока нет
- Cutting Mechanics When Turning PowdДокумент13 страницCutting Mechanics When Turning PowdSoniaОценок пока нет
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderДокумент13 страницFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507Оценок пока нет
- Friction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasДокумент10 страницFriction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasB Vijaya KumarОценок пока нет
- A New Model For Fine Turning ForcesДокумент21 страницаA New Model For Fine Turning ForcesEsmeralda MuñozОценок пока нет
- Perforation of AA5083-H116 Aluminium PlatesДокумент18 страницPerforation of AA5083-H116 Aluminium PlatesLev LevinОценок пока нет
- Blanking and Piercing Theory Applications and Rece PDFДокумент11 страницBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirОценок пока нет
- Design of ShellДокумент11 страницDesign of ShellsachinОценок пока нет
- Optimization of Process Parameters Affecting Gas Tungsten Arc Welding of AA6082Документ5 страницOptimization of Process Parameters Affecting Gas Tungsten Arc Welding of AA6082erpublicationОценок пока нет
- Friction Processing TechnologiesДокумент11 страницFriction Processing TechnologiesjunevessteinОценок пока нет
- Comparison Between Cemented Carbide and PCD ToolsДокумент20 страницComparison Between Cemented Carbide and PCD ToolsEsmeralda MuñozОценок пока нет
- Engineering Bearing Steels Fatigue and TestingДокумент11 страницEngineering Bearing Steels Fatigue and TestingL Pauliño Contreras CruzОценок пока нет
- MetalurgiaДокумент5 страницMetalurgiaViviana Contreras CzОценок пока нет
- Design, Fabrication and Testing of Friction Stir Welded JointsДокумент8 страницDesign, Fabrication and Testing of Friction Stir Welded JointsParshotam SharmaОценок пока нет
- Ship ConstructionДокумент6 страницShip ConstructionTahsinul Haque TasifОценок пока нет
- Friction Stir Welding Literature ReviewДокумент4 страницыFriction Stir Welding Literature Reviewhyz0tiwezif3100% (1)
- Ultrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4VДокумент6 страницUltrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4Vkaliappan45490Оценок пока нет
- Exploring The Boundaries of Refill Friction Stir Spot Welding: Influence of Short Welding Times On Joint PerformanceДокумент13 страницExploring The Boundaries of Refill Friction Stir Spot Welding: Influence of Short Welding Times On Joint PerformanceafabОценок пока нет
- Experimental Investigation of The Friction Stir Welded Dissimilar Aluminium AlloyДокумент10 страницExperimental Investigation of The Friction Stir Welded Dissimilar Aluminium AlloyIJRASETPublicationsОценок пока нет
- Spot Welding of 6061 Aluminum Alloy by Friction Stir Spot Welding ProcessДокумент4 страницыSpot Welding of 6061 Aluminum Alloy by Friction Stir Spot Welding Processosama1928Оценок пока нет
- MaterialsДокумент21 страницаMaterialsabbas6063Оценок пока нет
- Underwater Friction Stir Welding An OverviewДокумент6 страницUnderwater Friction Stir Welding An OverviewSabry S. YoussefОценок пока нет
- Jmet Vol4 No1 Fullpaper3Документ26 страницJmet Vol4 No1 Fullpaper3Ariel FerrerОценок пока нет
- An Overview of Friction Stir Welding (FSW) : A New PerspectiveДокумент4 страницыAn Overview of Friction Stir Welding (FSW) : A New PerspectiveinventyОценок пока нет
- Aeletters 2023 8 2 3Документ10 страницAeletters 2023 8 2 3miskoscribdОценок пока нет
- Rapid Machining of Hardened Tool SteelsДокумент11 страницRapid Machining of Hardened Tool SteelsLara MoraisОценок пока нет
- Research Article: Laser Beam Welding of AA5052, AA5083, and AA6061 Aluminum AlloysДокумент10 страницResearch Article: Laser Beam Welding of AA5052, AA5083, and AA6061 Aluminum AlloysMohamad Marwan HamwiОценок пока нет
- Effect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysДокумент7 страницEffect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysgudukumarОценок пока нет
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysОт EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysОценок пока нет
- 1 s2.0 S0010938X13005039 MainДокумент4 страницы1 s2.0 S0010938X13005039 MainDhanashekar ManickamОценок пока нет
- 1 s2.0 S0167577X05002090 MainДокумент4 страницы1 s2.0 S0167577X05002090 MainDhanashekar ManickamОценок пока нет
- Aloevera Chemical CompositionДокумент6 страницAloevera Chemical CompositionDhanashekar ManickamОценок пока нет
- Application of Diamond-Coated Cutting ToolsДокумент6 страницApplication of Diamond-Coated Cutting ToolsDhanashekar ManickamОценок пока нет
- Tribological Behaviour of Aluminium Alumina Graphite Hybrid MetalДокумент17 страницTribological Behaviour of Aluminium Alumina Graphite Hybrid MetalKanchana DmОценок пока нет
- Introduction To Marketing PlanningДокумент26 страницIntroduction To Marketing PlanningDb patuОценок пока нет
- MARK 1031 SS14 WK 4 PPT - Marketing PlanДокумент41 страницаMARK 1031 SS14 WK 4 PPT - Marketing PlanNguyen Thi Hai YenОценок пока нет
- The Thermal Expansion and Mechanical Properties of High Reinforcement Content SiCp/Al Composites Fabricated by Squeeze Casting TechnologyДокумент5 страницThe Thermal Expansion and Mechanical Properties of High Reinforcement Content SiCp/Al Composites Fabricated by Squeeze Casting TechnologyDhanashekar ManickamОценок пока нет
- MARK 1031 SS14 WK 4 PPT - Marketing PlanДокумент41 страницаMARK 1031 SS14 WK 4 PPT - Marketing PlanNguyen Thi Hai YenОценок пока нет
- Mechanical Properties of SiC/Gr/Al Composites Fabricated by Squeeze Casting TechnologyДокумент4 страницыMechanical Properties of SiC/Gr/Al Composites Fabricated by Squeeze Casting TechnologyDhanashekar ManickamОценок пока нет
- Parametric Studies On The Tribological Behavoiur of Aluminium Matrix Hybrid CompositesДокумент6 страницParametric Studies On The Tribological Behavoiur of Aluminium Matrix Hybrid CompositesDhanashekar ManickamОценок пока нет
- D - Grain Refinement of MG AlloysДокумент113 страницD - Grain Refinement of MG AlloysDhanashekar ManickamОценок пока нет
- Me231 Nov Dec 2006Документ4 страницыMe231 Nov Dec 2006Dhanashekar ManickamОценок пока нет
- Effects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyДокумент4 страницыEffects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDhanashekar ManickamОценок пока нет
- Development of Aluminium Based Silicon Carbide Particulate Metal Matrix CompositeДокумент13 страницDevelopment of Aluminium Based Silicon Carbide Particulate Metal Matrix CompositeXO XOОценок пока нет
- Optimization of Cutting Parameters For Turning Al/SiC (10p) MMC Using ANOVA and Grey Relational AnalysisДокумент6 страницOptimization of Cutting Parameters For Turning Al/SiC (10p) MMC Using ANOVA and Grey Relational AnalysisDhanashekar ManickamОценок пока нет
- CVD Diamond Coatings On Geometrically Complex Cutting ToolsДокумент4 страницыCVD Diamond Coatings On Geometrically Complex Cutting ToolsDhanashekar ManickamОценок пока нет
- Effects of MN Content On Microstructures and Mechanical Properties of Al-5.0Cu-0.5 Fe Alloys Prepared by Squeeze CastingДокумент7 страницEffects of MN Content On Microstructures and Mechanical Properties of Al-5.0Cu-0.5 Fe Alloys Prepared by Squeeze CastingDhanashekar ManickamОценок пока нет
- Drilling of A Hybrid Al/SiC/Gr Metal Matrix CompositesДокумент5 страницDrilling of A Hybrid Al/SiC/Gr Metal Matrix CompositesDhanashekar ManickamОценок пока нет
- Microstructure Characterization and Tensile Properties of Squeeze-Cast AlSiMg AlloysДокумент7 страницMicrostructure Characterization and Tensile Properties of Squeeze-Cast AlSiMg AlloysDhanashekar ManickamОценок пока нет
- AHSS 101 - The Evolving Use of Advanced High-Strength Steels For Automotive Applications - LRДокумент45 страницAHSS 101 - The Evolving Use of Advanced High-Strength Steels For Automotive Applications - LRNur AdlinaОценок пока нет
- Tensile Behavoiur of Squeeze Cast AM100 Magnesium Alloy and Its Al2O3 Bre Reinforced CompositesДокумент6 страницTensile Behavoiur of Squeeze Cast AM100 Magnesium Alloy and Its Al2O3 Bre Reinforced CompositesDhanashekar ManickamОценок пока нет
- Cutting Force of Metal Matrix Composite in Drilling ProcessДокумент8 страницCutting Force of Metal Matrix Composite in Drilling ProcessDhanashekar ManickamОценок пока нет
- Drilling of Al-Mg-Cu Alloys and Al-Mg-Cu/SiC CompositesДокумент12 страницDrilling of Al-Mg-Cu Alloys and Al-Mg-Cu/SiC CompositesDhanashekar ManickamОценок пока нет
- Fatigue Life Estimation of Hybrid Aluminium Matrix CompositesДокумент8 страницFatigue Life Estimation of Hybrid Aluminium Matrix CompositesDhanashekar ManickamОценок пока нет
- Preparation and Some Properties of SiC Particle Reinforced Aluminium Alloy CompositesДокумент9 страницPreparation and Some Properties of SiC Particle Reinforced Aluminium Alloy CompositesDhanashekar ManickamОценок пока нет
- Optimization of Cutting Parameters For Turning Al/SiC (10p) MMC Using ANOVA and Grey Relational AnalysisДокумент6 страницOptimization of Cutting Parameters For Turning Al/SiC (10p) MMC Using ANOVA and Grey Relational AnalysisDhanashekar ManickamОценок пока нет
- Electronics and Microprocessor NotesДокумент38 страницElectronics and Microprocessor NotesDhanashekar ManickamОценок пока нет
- Class of P and NPДокумент10 страницClass of P and NPDhanashekar ManickamОценок пока нет
- PreheatДокумент2 страницыPreheatZoe ToОценок пока нет
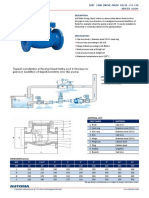
- Description:: Cast Iron Swing Check Valve Jis-10K Series A1Ch1Документ1 страницаDescription:: Cast Iron Swing Check Valve Jis-10K Series A1Ch1izatОценок пока нет
- Class 125 Iron Y-StrainerДокумент1 страницаClass 125 Iron Y-StrainerNarendra Reddy BhumaОценок пока нет
- Construction of Multi-Purpose Buildings in Clarin, Misamis OccidentalДокумент5 страницConstruction of Multi-Purpose Buildings in Clarin, Misamis OccidentalDJabОценок пока нет
- Grades of Steel ChartДокумент3 страницыGrades of Steel ChartKimОценок пока нет
- Mse Notes - Unit - 3Документ11 страницMse Notes - Unit - 3337-ME- KIRTHAN DEVADIGAОценок пока нет
- Workshop ManualДокумент272 страницыWorkshop Manualpiedrahec100% (1)
- Stoichiometry Pbs With SolutionДокумент4 страницыStoichiometry Pbs With Solutionapi-323371003100% (1)
- Welding Process Notes BestДокумент152 страницыWelding Process Notes Bestaravindan100% (2)
- Crosby® Jaw & Jaw Galvanized TurnbucklesДокумент7 страницCrosby® Jaw & Jaw Galvanized TurnbucklesLazzarus Az GunawanОценок пока нет
- Catalog Groove Fitting PDFДокумент80 страницCatalog Groove Fitting PDFjhoger2012Оценок пока нет
- Astm A671 2004 PDFДокумент9 страницAstm A671 2004 PDFDevarajanRamasamyОценок пока нет
- Gold DrillsДокумент28 страницGold DrillsGrant CunninghamОценок пока нет
- Properties of Matter and Materials IntroductionДокумент6 страницProperties of Matter and Materials IntroductionShabana ShagulОценок пока нет
- Berat Jenis LogamДокумент6 страницBerat Jenis LogamBumi NayakaОценок пока нет
- Schedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Документ2 страницыSchedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Caolboy ButchОценок пока нет
- 4 Start-Up Procedures: 4.1 Mounting InstructionsДокумент21 страница4 Start-Up Procedures: 4.1 Mounting InstructionsNguyễn Văn HùngОценок пока нет
- Comparing stud welding and spot weldingДокумент5 страницComparing stud welding and spot weldingFaiz IshakОценок пока нет
- Turning and Drilling PPT MFG Chapter23 FinalДокумент78 страницTurning and Drilling PPT MFG Chapter23 FinalRavichandran GОценок пока нет
- HSS Radius 742c7a4e 5e10 4b0b 8ba8 A8516cdafd9fДокумент14 страницHSS Radius 742c7a4e 5e10 4b0b 8ba8 A8516cdafd9fTerraManОценок пока нет
- Armco Installation InstructionsДокумент17 страницArmco Installation InstructionsAbdul Mufid100% (1)
- H53015302 TRQ XXXДокумент2 страницыH53015302 TRQ XXXTuTuy AnОценок пока нет
- Transformer BasicsPDFДокумент64 страницыTransformer BasicsPDFShrikant KajaleОценок пока нет
- FastenersДокумент29 страницFastenersTone RatanalertОценок пока нет
- Energy Forms and Changes Simulations 1Документ3 страницыEnergy Forms and Changes Simulations 1edwinОценок пока нет
- Factory-Made Butt-Welding Fittings For Class I Nuclear Piping ApplicationsДокумент18 страницFactory-Made Butt-Welding Fittings For Class I Nuclear Piping Applicationspukyto1987Оценок пока нет
- Holophane Spherical Street Light (SSL) Series Brochure 6-78Документ4 страницыHolophane Spherical Street Light (SSL) Series Brochure 6-78Alan MastersОценок пока нет
- Core Boxes and Pattern TypesДокумент51 страницаCore Boxes and Pattern Typesgosaye desalegnОценок пока нет
- Form 4 Science Chapter 8Документ6 страницForm 4 Science Chapter 8Purnima Kadarasen100% (1)
- En GJL 300Документ2 страницыEn GJL 300Shariq KhanОценок пока нет