Вам также может понравиться
- Proeceedings of Geotechnical Advancement in Hong Kong Since 1970s, 15 May 2007, Hong KongДокумент313 страницProeceedings of Geotechnical Advancement in Hong Kong Since 1970s, 15 May 2007, Hong KongcheewingyuenОценок пока нет
- Manual Part Programming FormatsДокумент22 страницыManual Part Programming FormatsSatish PathakОценок пока нет
- Manual Part ProgrammingДокумент38 страницManual Part ProgrammingHot Shot100% (1)
- Loads On FlangesДокумент16 страницLoads On Flangesccoollest100% (3)
- Zick AnalysisДокумент12 страницZick AnalysisrksahayОценок пока нет
- h51 Manual 3ex5030 50 English PDFДокумент4 страницыh51 Manual 3ex5030 50 English PDFCao Thanh Tuan100% (1)
- SEO For Growth: The Ultimate Guide For Marketers, Web Designers & EntrepreneursДокумент7 страницSEO For Growth: The Ultimate Guide For Marketers, Web Designers & EntrepreneursJoyce M LaurenОценок пока нет
- Man Pa-4000Документ18 страницMan Pa-4000JOEY76BYОценок пока нет
- SUPER Final ImportДокумент41 страницаSUPER Final ImportronaldОценок пока нет
- Cam Lab ManualДокумент14 страницCam Lab Manualelangandhi0% (1)
- CNC Technology and CNC Programming: Integrated Manufacturing SystemsДокумент137 страницCNC Technology and CNC Programming: Integrated Manufacturing SystemsDavid RodriguezОценок пока нет
- CNC Machining and Tool Path ProgrammingДокумент24 страницыCNC Machining and Tool Path Programminganant100% (2)
- Unit 3 CNC Machine Tools: StructureДокумент17 страницUnit 3 CNC Machine Tools: StructureRohit GhulanavarОценок пока нет
- CNC Codes and LettersДокумент48 страницCNC Codes and LettersIvo DimitrovОценок пока нет
- CNC TurningДокумент13 страницCNC TurningJAMES JUDYОценок пока нет
- CNC CodexДокумент10 страницCNC CodexAmar AshrafОценок пока нет
- CNC Common Terms PDFДокумент2 страницыCNC Common Terms PDFShaival JhaОценок пока нет
- CNC IntroductionДокумент24 страницыCNC IntroductionaravindanОценок пока нет
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Документ11 страницIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaОценок пока нет
- 11 Cad Cam CNC Programming MVVДокумент37 страниц11 Cad Cam CNC Programming MVVbassem smatiОценок пока нет
- Comparative Study of CNC Controllers Used in CNC Milling MachineДокумент9 страницComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALОценок пока нет
- Tools & Work Holding Devices in CNC MachinesДокумент17 страницTools & Work Holding Devices in CNC MachinesAhtisham AmjadОценок пока нет
- Unit 4Документ62 страницыUnit 4samnztОценок пока нет
- Components of NC Systems Classification of NC Machines Consructional DetailsДокумент32 страницыComponents of NC Systems Classification of NC Machines Consructional DetailsVaibhav Vithoba NaikОценок пока нет
- CNC Programmer Job Description PostingДокумент2 страницыCNC Programmer Job Description Postingsmith9krОценок пока нет
- Manual de CNC TornoДокумент147 страницManual de CNC TornoAbraham Pool100% (1)
- CNC Mill ProgrammingДокумент24 страницыCNC Mill ProgrammingZahidah AmaninaОценок пока нет
- Touch Probe Cycles: Product InformationДокумент6 страницTouch Probe Cycles: Product Informationsonnv_hcmuteОценок пока нет
- CNC & Robotics Lab-VivaДокумент1 страницаCNC & Robotics Lab-VivaAnkit PrakashОценок пока нет
- Doosan G76Документ17 страницDoosan G76Pham LongОценок пока нет
- CNC Turning CentreДокумент10 страницCNC Turning CentreArun100% (1)
- My CNC TurningДокумент7 страницMy CNC Turningde_stanszaОценок пока нет
- DIN ISO Programming USer Manual 2010Документ618 страницDIN ISO Programming USer Manual 2010Reymondo BundocОценок пока нет
- Constant Cutter Load: You Will LearnДокумент7 страницConstant Cutter Load: You Will LearntsaladygaОценок пока нет
- CNC MillingДокумент18 страницCNC MillingShegs Jefferson JosephОценок пока нет
- Programming MillДокумент81 страницаProgramming MillEddy ZalieОценок пока нет
- Lab 6 - Face Milling On CNC MachineДокумент5 страницLab 6 - Face Milling On CNC MachineHaris NaveedОценок пока нет
- Heidenhain ISO G CodesДокумент7 страницHeidenhain ISO G CodesZsolt HajduОценок пока нет
- Lect22 Surface RoughnessДокумент16 страницLect22 Surface RoughnessAnshul SharmaОценок пока нет
- Presentation 4Документ34 страницыPresentation 4Amaterasu Susanoo TsukuyomiОценок пока нет
- GSK980TD Turning Machine CNC System User Manual (English Version)Документ408 страницGSK980TD Turning Machine CNC System User Manual (English Version)Yadai CastilloОценок пока нет
- APT (Programming Language) - Wikipedia, The Free EncyclopediaДокумент3 страницыAPT (Programming Language) - Wikipedia, The Free EncyclopediaAhmed JahaОценок пока нет
- Common G Code List - Milling / Fanuc ControlДокумент2 страницыCommon G Code List - Milling / Fanuc ControlvedadОценок пока нет
- Vericut HelpДокумент832 страницыVericut HelpdenissondermannОценок пока нет
- CNC Turning Center ProgrammingДокумент29 страницCNC Turning Center ProgrammingSrinivas Yadav100% (1)
- Probes HeidenhainДокумент64 страницыProbes HeidenhainfbalestrinОценок пока нет
- Design of Angular Post JigДокумент41 страницаDesign of Angular Post JigRobo Raja100% (2)
- 3 Axis Surface Machining (Smgug - C2, DISC 1, Online, Samples)Документ429 страниц3 Axis Surface Machining (Smgug - C2, DISC 1, Online, Samples)Clode23Оценок пока нет
- NC-Part Programming: CNC Turning Canned CyclesДокумент33 страницыNC-Part Programming: CNC Turning Canned Cyclessumanth50% (2)
- Sc1000 Manual Fiber Laser CuterДокумент53 страницыSc1000 Manual Fiber Laser CuterLuis Jose Hernandez BriceñoОценок пока нет
- Vericut HelpДокумент910 страницVericut Helpandreeaoana45Оценок пока нет
- Fanuc 0m-AДокумент3 страницыFanuc 0m-ASanchai ProgaeewОценок пока нет
- Module 2 Part 1Документ147 страницModule 2 Part 1FRANCIS THOMASОценок пока нет
- Design and FabricationДокумент31 страницаDesign and FabricationRajesh ShahОценок пока нет
- Doosan Puma MX Series PDFДокумент68 страницDoosan Puma MX Series PDFGuillermo RamirezОценок пока нет
- Unit II - MCMTДокумент50 страницUnit II - MCMTSai RamОценок пока нет
- Doosan Infracore EZ Guide-I Programming For Lathe.Документ108 страницDoosan Infracore EZ Guide-I Programming For Lathe.JohnPaulSmith1100% (1)
- APT LanguageДокумент21 страницаAPT LanguageRandy WalterОценок пока нет
- Chapter Two 2. Manual NC Part ProgrammingДокумент33 страницыChapter Two 2. Manual NC Part ProgrammingMulugeta WoldeОценок пока нет
- 26 Broaching - Principles, Systems and ApplicationsДокумент16 страниц26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- Lesson Thirteen TextДокумент17 страницLesson Thirteen TextVignesh WaranОценок пока нет
- Chapter 6Документ56 страницChapter 6gashawletaОценок пока нет
- Code Description Milling (M) Turning (T) Corollary InfoДокумент5 страницCode Description Milling (M) Turning (T) Corollary InfoivtrubeljaОценок пока нет
- List of G Codes: SR - NO. Code Function 1. 2. 3. 4Документ28 страницList of G Codes: SR - NO. Code Function 1. 2. 3. 4pmagrawal100% (1)
- CNC Part Programming IДокумент9 страницCNC Part Programming IRajendra Kumar YadavОценок пока нет
- Experiment No 1: CNC TURNING: MEP310 - Manufacturing Process Automation Lab ManualДокумент10 страницExperiment No 1: CNC TURNING: MEP310 - Manufacturing Process Automation Lab ManualBandam Nitish kumarОценок пока нет
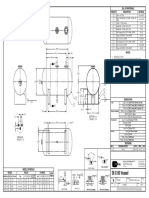
- 11110d-2 Obround Nozzle Revised DesignДокумент1 страница11110d-2 Obround Nozzle Revised DesignSivateja NallamothuОценок пока нет
- 56Документ38 страниц56Sivateja NallamothuОценок пока нет
- 56Документ38 страниц56Sivateja NallamothuОценок пока нет
- 11110d-1 Obround Nozzle Drawing As Code CalculatedДокумент1 страница11110d-1 Obround Nozzle Drawing As Code CalculatedSivateja NallamothuОценок пока нет
- 11110d-1 Obround Nozzle Drawing As Code CalculatedДокумент1 страница11110d-1 Obround Nozzle Drawing As Code CalculatedSivateja NallamothuОценок пока нет
- ASME SpreaderBar CalcsДокумент5 страницASME SpreaderBar Calcsganesh100% (1)
- Vessel With Large Opening: PVE SamplesДокумент25 страницVessel With Large Opening: PVE SamplesSivateja NallamothuОценок пока нет
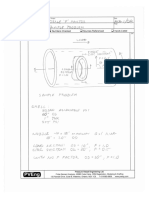
- Nozzle F Factor CalculationsДокумент5 страницNozzle F Factor CalculationsSivateja NallamothuОценок пока нет
- Pressure Vessel Engineering, LTD.: CustomerДокумент34 страницыPressure Vessel Engineering, LTD.: CustomerSivateja Nallamothu100% (1)
- Pveng: Vessel With Large Opening Pve Sample VesselДокумент1 страницаPveng: Vessel With Large Opening Pve Sample VesselSivateja NallamothuОценок пока нет
- ASME SpreaderBar DWGДокумент1 страницаASME SpreaderBar DWGSivateja NallamothuОценок пока нет
- ASME SpreaderBar CalcsДокумент5 страницASME SpreaderBar Calcsganesh100% (1)
- Nozzle F Factor CalculationsДокумент5 страницNozzle F Factor CalculationsSivateja NallamothuОценок пока нет
- Comparison Between Head Types - Hemi, SE, F&D and Flat - Pressure Vessel EngineeringДокумент8 страницComparison Between Head Types - Hemi, SE, F&D and Flat - Pressure Vessel EngineeringSivateja NallamothuОценок пока нет
- Vessel Description: Pressure Vessel Engineering, LTDДокумент40 страницVessel Description: Pressure Vessel Engineering, LTDSivateja NallamothuОценок пока нет
- PV Elite Heat Exchanger CalculationsДокумент99 страницPV Elite Heat Exchanger CalculationscbousmuОценок пока нет
- Sample3 Drawing PDFДокумент2 страницыSample3 Drawing PDFMas Arman TewoОценок пока нет
- HeatExchanger DrawingДокумент7 страницHeatExchanger DrawingSivateja NallamothuОценок пока нет
- HeatExchanger ReportДокумент5 страницHeatExchanger ReportNur Izzati KamrulnizamОценок пока нет
- Four Heads Compress Calculation SetДокумент14 страницFour Heads Compress Calculation Settvmehta01Оценок пока нет
- Sample21 SpreadsheetДокумент20 страницSample21 SpreadsheetSivateja NallamothuОценок пока нет
- Generic Vessel Registration - Pressure Vessel Engineering2Документ8 страницGeneric Vessel Registration - Pressure Vessel Engineering2Sivateja NallamothuОценок пока нет
- PVEdwg 6847 0.0 MFG - VesselДокумент1 страницаPVEdwg 6847 0.0 MFG - VesselSivateja NallamothuОценок пока нет
- PVEdwg 6847 0.0 Generic VesselДокумент1 страницаPVEdwg 6847 0.0 Generic VesselSivateja NallamothuОценок пока нет
- More FEA Samples - Pressure Vessel EngineeringДокумент22 страницыMore FEA Samples - Pressure Vessel EngineeringSivateja NallamothuОценок пока нет
- Pveng: Pressure Vessel Engineering LTDДокумент20 страницPveng: Pressure Vessel Engineering LTDSivateja NallamothuОценок пока нет
- Tri-Clamp: Item Qty. Description MaterialДокумент2 страницыTri-Clamp: Item Qty. Description MaterialSivateja NallamothuОценок пока нет
- More FEA Samples - Pressure Vessel EngineeringДокумент22 страницыMore FEA Samples - Pressure Vessel EngineeringSivateja NallamothuОценок пока нет
- Data DictionaryДокумент4 страницыData DictionaryCamille Lucelo100% (1)
- ITC Classmate-Market Research in MaduraiДокумент26 страницITC Classmate-Market Research in Maduraipriyatrs06Оценок пока нет
- CBBEДокумент23 страницыCBBECharuJagwaniОценок пока нет
- Final Report FEQ PDFДокумент69 страницFinal Report FEQ PDFNabeel A K JadoonОценок пока нет
- Plastic, Rubber & Recycling IndustryДокумент7 страницPlastic, Rubber & Recycling IndustryPassionate_to_LearnОценок пока нет
- EM Console Slowness and Stuck Thread IssueДокумент10 страницEM Console Slowness and Stuck Thread IssueAbdul JabbarОценок пока нет
- Referencing Using The Documentary-Note (Oxford) System, Deakin UniversityДокумент9 страницReferencing Using The Documentary-Note (Oxford) System, Deakin UniversityjengadjОценок пока нет
- UTDEC 2020: Sub: Skill Test/Typing Test For The Post of Personal AssistantДокумент2 страницыUTDEC 2020: Sub: Skill Test/Typing Test For The Post of Personal Assistantneekuj malikОценок пока нет
- Working of Fingerprint ScannerДокумент5 страницWorking of Fingerprint ScannerSahana BalasubramanianОценок пока нет
- Huawei OLT MA5600T 10G GPON H801XGBD Board Hardware DescriptionДокумент6 страницHuawei OLT MA5600T 10G GPON H801XGBD Board Hardware DescriptionHuawei GPON Networks100% (1)
- Funambol Whatisnewinv10 June11Документ23 страницыFunambol Whatisnewinv10 June11Eftakhar Chowdhury PallabОценок пока нет
- TRIVAL ANTENE - General Catalogue 2015-10-0Документ232 страницыTRIVAL ANTENE - General Catalogue 2015-10-0Stanko Recek100% (1)
- Ip Nat Guide CiscoДокумент418 страницIp Nat Guide CiscoAnirudhaОценок пока нет
- Summative Exam For Ignition SystemДокумент1 страницаSummative Exam For Ignition SystemJestoniОценок пока нет
- 2015 Jicable - Risk On Failure Based On PD Measurements in Actual MV PILC and XLPE Cables.Документ3 страницы2015 Jicable - Risk On Failure Based On PD Measurements in Actual MV PILC and XLPE Cables.des1982Оценок пока нет
- DD FC Basix ConfДокумент18 страницDD FC Basix ConfwstanzlОценок пока нет
- GSM Underlaid Overlaid Frequency Allocation and ConfigurationДокумент3 страницыGSM Underlaid Overlaid Frequency Allocation and ConfigurationrajОценок пока нет
- Experimental Study On Partial Replacement of Sand With Sugarcane Bagasse Ash in ConcreteДокумент3 страницыExperimental Study On Partial Replacement of Sand With Sugarcane Bagasse Ash in ConcreteRadix CitizenОценок пока нет
- Obtaining Technology - ImplementationДокумент13 страницObtaining Technology - ImplementationEric EugenioОценок пока нет
- Cost, Time and Quality, Two Best Guesses and A Phenomenon, Its Time To Accept Other Success CriteriaДокумент6 страницCost, Time and Quality, Two Best Guesses and A Phenomenon, Its Time To Accept Other Success Criteriaapi-3707091100% (2)
- Deepak ResumeДокумент3 страницыDeepak ResumethiyaguyОценок пока нет
- Don Honorio Ventura Technological State University: Dr. Enrique G. BakingДокумент1 страницаDon Honorio Ventura Technological State University: Dr. Enrique G. BakingJulianne DucutОценок пока нет
- MO21 Modcomp2-131217z AMSA Marine OrderДокумент59 страницMO21 Modcomp2-131217z AMSA Marine OrderpjyotОценок пока нет
- Seagoing Tug "Mhan Aung-3": Ministry of TransportДокумент2 страницыSeagoing Tug "Mhan Aung-3": Ministry of TransportnyaungzinОценок пока нет
- Ee503 - Ic Fabrication and Packaging TechnologyДокумент34 страницыEe503 - Ic Fabrication and Packaging TechnologyPrevenaManiamОценок пока нет