Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- FE-analysis of Vårby Bridge: Robert Bengtsson Mikael WidénДокумент79 страницFE-analysis of Vårby Bridge: Robert Bengtsson Mikael Widénamirarshad91Оценок пока нет
- Unsymmetrical Bending Shear Stress DistributionДокумент29 страницUnsymmetrical Bending Shear Stress DistributionMuhammad RedzuanОценок пока нет
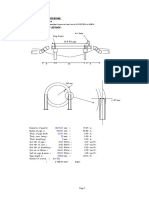
- Ring Girder Crossing: Design of Ring GirderДокумент7 страницRing Girder Crossing: Design of Ring GirderAh Leng LauОценок пока нет
- Punching Shear in Flat Slab Sefi DiscussionДокумент13 страницPunching Shear in Flat Slab Sefi DiscussionHiren DesaiОценок пока нет
- Cast Iron Fatigue Properties DatabaseДокумент48 страницCast Iron Fatigue Properties DatabasePieter van der WaltОценок пока нет
- Material Data Sheet Mds X01 Rev. 2: Type of Material: Product Standard Grade Accept. Class Suppl. ReqДокумент1 страницаMaterial Data Sheet Mds X01 Rev. 2: Type of Material: Product Standard Grade Accept. Class Suppl. ReqarifbogОценок пока нет
- Emulsions Questions and AnswersДокумент3 страницыEmulsions Questions and AnswersSalomon Morales100% (3)
- 4 4 1Документ9 страниц4 4 1mocaszcinОценок пока нет
- 2-Final Project ReportДокумент134 страницы2-Final Project ReportAbhimanyu RanaОценок пока нет
- Metals: Fatigue Crack Growth Behavior of Austempered AISI 4140 Steel With Dissolved HydrogenДокумент18 страницMetals: Fatigue Crack Growth Behavior of Austempered AISI 4140 Steel With Dissolved HydrogenAjeeth KumarОценок пока нет
- Introduction To CastingДокумент16 страницIntroduction To CastingOkari100% (1)
- Tos (Direct and Bending Stress)Документ18 страницTos (Direct and Bending Stress)Bhushan Kanoj100% (1)
- Evaluation of Microstructure Nanoindentation and Corrosion Behavior On Inconel 625Документ14 страницEvaluation of Microstructure Nanoindentation and Corrosion Behavior On Inconel 625Natalia ZadorozneОценок пока нет
- Daftar Riwayat Hidup Dosen Pembimbing: Mzaenudin@jgu - Ac.idДокумент2 страницыDaftar Riwayat Hidup Dosen Pembimbing: Mzaenudin@jgu - Ac.idMohamad ZaenudinОценок пока нет
- 24 M Span Pre Stressed BridgeДокумент350 страниц24 M Span Pre Stressed Bridgekathir1956100% (2)
- Fem PPT 1Документ41 страницаFem PPT 1RAHUL CRОценок пока нет
- PT Load (Equivalent Load) : Beam IDДокумент3 страницыPT Load (Equivalent Load) : Beam IDWahyu WidartoОценок пока нет
- Civil Engineering QuestionsДокумент6 страницCivil Engineering QuestionsRaghavendra AОценок пока нет
- Adsorption at Solid InterfaceДокумент14 страницAdsorption at Solid InterfaceSatyam SachanОценок пока нет
- Flexural Performance & Bond Charact of FRP Strengthening Techniques For Concrete Structures (2002) - Thesis PDFДокумент325 страницFlexural Performance & Bond Charact of FRP Strengthening Techniques For Concrete Structures (2002) - Thesis PDFJulio Humberto Díaz RondánОценок пока нет
- IRC Method of DesignДокумент6 страницIRC Method of DesignFaraz zeeshan100% (1)
- Graphene Based Composite MaterialsДокумент144 страницыGraphene Based Composite MaterialsSUDARSHAN dAWОценок пока нет
- Plasticity PresentationДокумент52 страницыPlasticity PresentationriganОценок пока нет
- 7structural Analysis of Crane Hook PDFДокумент4 страницы7structural Analysis of Crane Hook PDFMohankumarОценок пока нет
- Herschel Bulkley FluidДокумент5 страницHerschel Bulkley FluidMOHAMMAD HASHIM KHANОценок пока нет
- Energy 1Документ8 страницEnergy 1FAISHAL ALY MUFIDОценок пока нет
- Introduction To Nano-MaterialsДокумент28 страницIntroduction To Nano-MaterialsRajanChaudharyОценок пока нет
- Microstructure Evolution of Laser Repair Welded RENE 77 Nickel Based Superalloy CastДокумент8 страницMicrostructure Evolution of Laser Repair Welded RENE 77 Nickel Based Superalloy CastEnary SalernoОценок пока нет
- Design of HT HP Pipeline Againts Lateral Buckling PDFДокумент14 страницDesign of HT HP Pipeline Againts Lateral Buckling PDFYuneo NurcahyaОценок пока нет
- Analysis of Tensile Test Data Using MS ExcelДокумент22 страницыAnalysis of Tensile Test Data Using MS ExcelLokesh SangabattulaОценок пока нет