Вам также может понравиться
- Module2 Riveted Bolted Connections PDFДокумент43 страницыModule2 Riveted Bolted Connections PDFRobinson MaturanОценок пока нет
- Cap 8 Bending Strength of Compact and Noncompact ShapesДокумент13 страницCap 8 Bending Strength of Compact and Noncompact Shapescarlomonsalve1Оценок пока нет
- Reinforced Concrete Design - Review Exam 1 - 2014Документ7 страницReinforced Concrete Design - Review Exam 1 - 2014Jenesis de GuzmanОценок пока нет
- Seismic Analysis Using Simplified Static Procedure: I. Seismic Parameters 0.4 1 Type B RC 10Документ8 страницSeismic Analysis Using Simplified Static Procedure: I. Seismic Parameters 0.4 1 Type B RC 10Katherine Shayne YeeОценок пока нет
- Steel Design: 1 John Rey M. Pacturanan, CE, MPДокумент8 страницSteel Design: 1 John Rey M. Pacturanan, CE, MPJerome YangaОценок пока нет
- 2B. - Column Base Plate Ce134p - Escruz - LRFDДокумент9 страниц2B. - Column Base Plate Ce134p - Escruz - LRFDJed CernechezОценок пока нет
- Steel DesignДокумент5 страницSteel DesignLYNSER CORONEL ABANZADOОценок пока нет
- Singly Reinforced RC Beams (NSCP 6th)Документ8 страницSingly Reinforced RC Beams (NSCP 6th)Peter Harold MaducdocОценок пока нет
- Steel Design 4 May 2022Документ3 страницыSteel Design 4 May 2022tous les joursОценок пока нет
- Analysis and Design of Compression MembersДокумент21 страницаAnalysis and Design of Compression MembersSilendrina Misha100% (1)
- Moren - MODULE 3 - Beams-ColumnДокумент18 страницMoren - MODULE 3 - Beams-ColumnJoshua Espanto MorenОценок пока нет
- 8 CE133P Ultimate Strength Design One Way Slabs Rev (Robles) 2Документ12 страниц8 CE133P Ultimate Strength Design One Way Slabs Rev (Robles) 2KC Paguinto100% (1)
- Review Module: Steel Design - Plastic Analysis and The Collapse MechanismДокумент3 страницыReview Module: Steel Design - Plastic Analysis and The Collapse MechanismDJ GRОценок пока нет
- Problem 1 Structural Design Ce Board Exam Nov 1992 PDF FreeДокумент2 страницыProblem 1 Structural Design Ce Board Exam Nov 1992 PDF FreeRachel Delosreyes0% (1)
- Review Module - Reinforced Concrete Design (Foundation) : NSCP 2001Документ3 страницыReview Module - Reinforced Concrete Design (Foundation) : NSCP 2001Joseph LantoОценок пока нет
- 3.5. Liability of The Civil Engineer and The Client: Breach of Duty of Care Break of Client's DutyДокумент2 страницы3.5. Liability of The Civil Engineer and The Client: Breach of Duty of Care Break of Client's DutyCharlie OnlyОценок пока нет
- Design of Purlins: Try 75mm X 100mm: Case 1Документ12 страницDesign of Purlins: Try 75mm X 100mm: Case 1Pamela Joanne Falo AndradeОценок пока нет
- Connections 1Документ26 страницConnections 1Nicole ReyesОценок пока нет
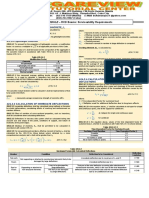
- Review MODULE - RCD Beams: Serviceability Requirements: 419.2.3 Modulus of Rupture of ConcreteДокумент2 страницыReview MODULE - RCD Beams: Serviceability Requirements: 419.2.3 Modulus of Rupture of ConcreteJoseph Lanto100% (1)
- Problem Set No.2 - Ultimate Stress Design (USD)Документ1 страницаProblem Set No.2 - Ultimate Stress Design (USD)Catherine Shaina O. PasionОценок пока нет
- Concrete 2014 PDFДокумент49 страницConcrete 2014 PDFHarf Jucoy MirandaОценок пока нет
- Tension Members PDFДокумент21 страницаTension Members PDFMaribeth Salvador50% (2)
- NSCP 2015 Load CombinationsДокумент1 страницаNSCP 2015 Load CombinationsJonel LambioОценок пока нет
- CE 48-Timber Design SyllabusДокумент3 страницыCE 48-Timber Design Syllabuspicefeati75% (4)
- Structural Theory 2 - First Second Third ModulesДокумент120 страницStructural Theory 2 - First Second Third ModulesNj Concepcion RobeniolОценок пока нет
- PREBOARD GEO HYDRA WITH ANSWERS NOV 2017 - Set AДокумент2 страницыPREBOARD GEO HYDRA WITH ANSWERS NOV 2017 - Set AEngr. HLDCОценок пока нет
- Timber Design Lecture Notes Prelim PDFДокумент4 страницыTimber Design Lecture Notes Prelim PDFSteve BariaОценок пока нет
- RCD NSCP 2010-2001 by Edison FloranteДокумент369 страницRCD NSCP 2010-2001 by Edison FlorantesallyОценок пока нет
- Team Explore - Final ManuscriptДокумент129 страницTeam Explore - Final ManuscriptMark Joseph Ting LagutinОценок пока нет
- Truss Analysis and Design For Half Truss 3Документ13 страницTruss Analysis and Design For Half Truss 3Bevelyn ManaloОценок пока нет
- Enhancement Program TIMBER DESIGNДокумент7 страницEnhancement Program TIMBER DESIGNChristian VillenaОценок пока нет
- ASEP NSCP SECTION 207 WIND LOADS Part 1 PDFДокумент38 страницASEP NSCP SECTION 207 WIND LOADS Part 1 PDFJyrus Jyles CadienteОценок пока нет
- PSAD Refresher October 9 2023Документ4 страницыPSAD Refresher October 9 2023Joshua CopianОценок пока нет
- Reinforced Concrete Design Module 10 Subject: CE 74A-Reinforced Concrete DesignДокумент25 страницReinforced Concrete Design Module 10 Subject: CE 74A-Reinforced Concrete DesignJemson VictorioОценок пока нет
- Alan Williams-Steel Structures Design ASD - LRFD-McGraw-Hill (2011)Документ4 страницыAlan Williams-Steel Structures Design ASD - LRFD-McGraw-Hill (2011)aldincrump100% (1)
- Consultation Research Investigations and ReportsДокумент13 страницConsultation Research Investigations and ReportsCJ L100% (2)
- Steel Problem Set FinalДокумент27 страницSteel Problem Set FinalJupissa EspinosaОценок пока нет
- Review Module 45-RCD 5 - Part 1 & 2Документ2 страницыReview Module 45-RCD 5 - Part 1 & 2Arlyn ConsumeОценок пока нет
- Chapter 3 Part 4 - MDM FrameДокумент38 страницChapter 3 Part 4 - MDM FrameMewnEProwtОценок пока нет
- GeometryДокумент2 страницыGeometryKent Kevin Nacor Nieves100% (1)
- Long Exam 1: E.S. 13 - Mechanics of Deformable Bodies 1 Semester, A.Y. 2010-2011Документ1 страницаLong Exam 1: E.S. 13 - Mechanics of Deformable Bodies 1 Semester, A.Y. 2010-2011Junhong BapОценок пока нет
- Preboard Examination 1 - Mathematics & Surveying (Set A) : Situation IIДокумент3 страницыPreboard Examination 1 - Mathematics & Surveying (Set A) : Situation IIJaycee UyОценок пока нет
- CH 4Документ26 страницCH 4Fofer Fofe100% (2)
- 5.2 Design of T-Beams and Other Non-Rectangular BeamsДокумент17 страниц5.2 Design of T-Beams and Other Non-Rectangular BeamsMarcelo AbreraОценок пока нет
- Module 5 - Design of Isolated Spread FootingДокумент21 страницаModule 5 - Design of Isolated Spread FootingRVОценок пока нет
- Steel Design 1Документ26 страницSteel Design 1Gracielle NebresОценок пока нет
- Short Column Lateral TiesДокумент36 страницShort Column Lateral TiesMark Gerald Oreiro100% (2)
- Design 1qsy1718 QuestionsДокумент9 страницDesign 1qsy1718 QuestionsRachel Delos ReyesОценок пока нет
- MDM Method ExcelДокумент22 страницыMDM Method ExcelJonathan Q CorpinОценок пока нет
- 4.1 - Design Load CombinationДокумент9 страниц4.1 - Design Load CombinationMarcelo AbreraОценок пока нет
- Evaluation Exam Theory of Structures Nov 2021Документ5 страницEvaluation Exam Theory of Structures Nov 2021Joseph Lanto0% (1)
- Shear Lag FactorДокумент12 страницShear Lag FactorLarissa RiveraОценок пока нет
- Slab Canopy Design SpreadsheetДокумент3 страницыSlab Canopy Design Spreadsheetankit kadamОценок пока нет
- Module 4. Lesson 3 - Example For Earthquake Load Combination - Strength DesignДокумент5 страницModule 4. Lesson 3 - Example For Earthquake Load Combination - Strength DesignRich Lenard L. MagbooОценок пока нет
- Welded Connections: Chapter Twenty OneДокумент14 страницWelded Connections: Chapter Twenty OnePaul RoqueОценок пока нет
- Page 3Документ3 страницыPage 3Ashutosh RawatОценок пока нет
- Table J2.4 Minimum Size of Fillet Welds: 2b. LimitationsДокумент2 страницыTable J2.4 Minimum Size of Fillet Welds: 2b. LimitationsJen Tan100% (2)
- Welded Joint, Welded ConnectionsДокумент45 страницWelded Joint, Welded ConnectionsRaju Sharma67% (12)
- Pages From AISC+ASD+9th+Edition+SpecificationДокумент5 страницPages From AISC+ASD+9th+Edition+SpecificationAdam JrОценок пока нет
- Páginas desdeASME B16.5 - 2009Документ1 страницаPáginas desdeASME B16.5 - 2009Mario BarrientosОценок пока нет
- Public TransportДокумент1 страницаPublic Transportdash1991Оценок пока нет
- Truck: EtymologyДокумент43 страницыTruck: Etymologydash1991Оценок пока нет
- WaterДокумент1 страницаWaterdash1991Оценок пока нет
- Motor Vehicle Cargo Automobile: Operations IssuesДокумент1 страницаMotor Vehicle Cargo Automobile: Operations Issuesdash1991Оценок пока нет
- Human-Powered: Mode of TransportДокумент4 страницыHuman-Powered: Mode of Transportdash1991Оценок пока нет
- Pipelines: Oil Pipelines Are Made Front Steel or Plastic Tube With Inner Diameter Typically From 4 ToДокумент1 страницаPipelines: Oil Pipelines Are Made Front Steel or Plastic Tube With Inner Diameter Typically From 4 Todash1991Оценок пока нет
- Prescielle Dawn G. Aloot Other Modes: Transport Decks VesselДокумент1 страницаPrescielle Dawn G. Aloot Other Modes: Transport Decks Vesseldash1991Оценок пока нет
- RCD - USD Schedule of Reinforcement!!!!!!!!Документ2 страницыRCD - USD Schedule of Reinforcement!!!!!!!!dash1991Оценок пока нет
- Air TransportДокумент1 страницаAir Transportdash1991Оценок пока нет
- USD FootingДокумент3 страницыUSD Footingdash1991Оценок пока нет
- 5THYEARДокумент1 страница5THYEARdash1991Оценок пока нет
- Napier's RuleДокумент2 страницыNapier's Ruledash1991Оценок пока нет
- Study On The Effect of Different Curing Methods in Compressive Strength of ConcreteДокумент42 страницыStudy On The Effect of Different Curing Methods in Compressive Strength of Concretedash199150% (4)
- Highway Safety and Accident AnalysisДокумент3 страницыHighway Safety and Accident Analysisdash1991100% (2)
- Microsoft ® Encarta ® 2009. © 1993-2008 Microsoft Corporation. All Rights ReservedДокумент1 страницаMicrosoft ® Encarta ® 2009. © 1993-2008 Microsoft Corporation. All Rights Reserveddash1991Оценок пока нет
- Report HydrologyДокумент56 страницReport Hydrologydash1991Оценок пока нет
- Worked Examples of Mathematics Used in Civil EngineeringДокумент10 страницWorked Examples of Mathematics Used in Civil EngineeringwolfvorОценок пока нет
- Calculator Technique For Geometric ProgressionДокумент3 страницыCalculator Technique For Geometric Progressiondash1991Оценок пока нет
- Advantages of DamsДокумент17 страницAdvantages of Damsdash1991Оценок пока нет
- Design Computation of TrussДокумент3 страницыDesign Computation of Trussdash19910% (1)
- Moment Coefficients For Continuous Beams and SlabsДокумент10 страницMoment Coefficients For Continuous Beams and Slabsdash1991Оценок пока нет
- Low Pressure Steam Curing of Precast UnitsДокумент4 страницыLow Pressure Steam Curing of Precast Unitsdash1991Оценок пока нет
- Eng Essay For PresentationДокумент8 страницEng Essay For Presentationctn batrisyiaОценок пока нет
- IG Client Sentiment Report 2020-12-03 12 - 00 PDFДокумент36 страницIG Client Sentiment Report 2020-12-03 12 - 00 PDFEno Ronaldfrank OguriОценок пока нет
- PE1 Introduction To MovementsДокумент4 страницыPE1 Introduction To MovementsDaniela AnsayОценок пока нет
- Pre Delivery Inspection Checklist For Home Oxygen ConcentratorДокумент2 страницыPre Delivery Inspection Checklist For Home Oxygen ConcentratorPranavKaisthaОценок пока нет
- Exercicios de PhonicsДокумент51 страницаExercicios de Phonicsms. TeixeiraОценок пока нет
- Fragility Curves For Mixed Concrete-Steel Frames Subjected To SeismicДокумент5 страницFragility Curves For Mixed Concrete-Steel Frames Subjected To SeismicJulián PovedaОценок пока нет
- Soundtrack: Aden LeeДокумент7 страницSoundtrack: Aden Lee이성진Оценок пока нет
- Minimum Leak Path For TTJДокумент3 страницыMinimum Leak Path For TTJparikshitpadture100% (2)
- Module - 5Документ92 страницыModule - 5Anand AОценок пока нет
- So You Want To Have Your Own Cosmetics BrandДокумент3 страницыSo You Want To Have Your Own Cosmetics BrandCarlosОценок пока нет
- Usama Lab 6Документ8 страницUsama Lab 6M mubeen riazОценок пока нет
- Term Paper On Strategic ManagementДокумент8 страницTerm Paper On Strategic Managementea7j5ys3100% (1)
- Jaquar Sanitarywares PricelistДокумент8 страницJaquar Sanitarywares PricelistAnil KumarОценок пока нет
- Solar Water Heater MOU LaodiceaДокумент2 страницыSolar Water Heater MOU LaodiceaZeeshan YasinОценок пока нет
- Streets As Places - Un Habitat ReportДокумент168 страницStreets As Places - Un Habitat Reportrf88100% (7)
- Assignment 9 Nomor 1Документ2 страницыAssignment 9 Nomor 1Alexander Steven ThemasОценок пока нет
- Dubai Holding FactsheetДокумент2 страницыDubai Holding FactsheetHarley soulОценок пока нет
- Bistable Relays RXMVB 2, RXMVB 4: FeaturesДокумент4 страницыBistable Relays RXMVB 2, RXMVB 4: FeaturesGabriel Maxo PapagalloОценок пока нет
- Megger-Mjolner-600 Ds enДокумент5 страницMegger-Mjolner-600 Ds enAmit Kumar KandiОценок пока нет
- Open National Abacus Competition 2021 - Maats PVT LTDДокумент8 страницOpen National Abacus Competition 2021 - Maats PVT LTDRanjana GalphadeОценок пока нет
- MP65557-1 Manual Técnico - 4900Документ371 страницаMP65557-1 Manual Técnico - 4900Tecnico IncoderОценок пока нет
- TGA Interpretation of Data, Sources of ErrorДокумент28 страницTGA Interpretation of Data, Sources of ErrorUsman GhaniОценок пока нет
- 3rd QuarterДокумент14 страниц3rd QuarterZula DapugoОценок пока нет
- Post Covid StrategyДокумент12 страницPost Covid Strategyadei667062Оценок пока нет
- FOCGB5 Rtest 1-6BДокумент3 страницыFOCGB5 Rtest 1-6BM-DОценок пока нет
- Saudi Arabia Companies Contact DetailsДокумент64 страницыSaudi Arabia Companies Contact DetailsYAGHMOURE ABDALRAHMAN86% (69)
- Esinex: R Resinated Lignite Is Designed ToДокумент2 страницыEsinex: R Resinated Lignite Is Designed ToWaleed Barakat MariaОценок пока нет
- Vocabulary Levels Tests Versions 1 2Документ12 страницVocabulary Levels Tests Versions 1 2Rangsiya PjewОценок пока нет
- Huawei FusionServer RH2288 V3 Data Sheet PDFДокумент2 страницыHuawei FusionServer RH2288 V3 Data Sheet PDFMartenMattisenОценок пока нет