Вам также может понравиться
- CWI ResponsibilitiesДокумент9 страницCWI ResponsibilitiesahmedОценок пока нет
- BGAS-CSWIP Welding and Coating Inspection: Certification, Process, Exam Preparation and Q&AОт EverandBGAS-CSWIP Welding and Coating Inspection: Certification, Process, Exam Preparation and Q&AОценок пока нет
- 09 Welding Procedures and Qualifcations As Per ASME SEC IXДокумент7 страниц09 Welding Procedures and Qualifcations As Per ASME SEC IXvilukОценок пока нет
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Welder Practice Questions: Welder Practice Questions Similar to Red Seal or AWS Welder ExamОт EverandWelder Practice Questions: Welder Practice Questions Similar to Red Seal or AWS Welder ExamОценок пока нет
- AWS-CWI (American Welding Society - Certified Welding Inspector)Документ1 страницаAWS-CWI (American Welding Society - Certified Welding Inspector)apip-usa50% (2)
- Convexity Aws PDFДокумент4 страницыConvexity Aws PDFHJ SJОценок пока нет
- Cwi Program Information: Faxed Applications Are Not AcceptedДокумент7 страницCwi Program Information: Faxed Applications Are Not Acceptedfeihung20120% (1)
- Fillet Weld Gauges: Phased Array Technology Writing WpssДокумент44 страницыFillet Weld Gauges: Phased Array Technology Writing WpssKenshin HimuraОценок пока нет
- Defects On Weld BEADДокумент47 страницDefects On Weld BEADarash59_4uОценок пока нет
- Welder Level C Program OutlineДокумент185 страницWelder Level C Program OutlineRon Carlo DiosoОценок пока нет
- Non Destructive Testing: NDT Technicians and Engineers Jobs GuideОт EverandNon Destructive Testing: NDT Technicians and Engineers Jobs GuideОценок пока нет
- Aws Welding ShowДокумент21 страницаAws Welding ShowmightsrightОценок пока нет
- PreheatДокумент2 страницыPreheatZoe ToОценок пока нет
- Qa QC Welding Piping Inspector Resume An.Документ6 страницQa QC Welding Piping Inspector Resume An.nivasssvОценок пока нет
- The Complete Guide to Telephone Interview Questions and AnswersОт EverandThe Complete Guide to Telephone Interview Questions and AnswersОценок пока нет
- Module 1Документ30 страницModule 1mahmoud aliОценок пока нет
- AWS Welders Training Sense - Presentation PDFДокумент24 страницыAWS Welders Training Sense - Presentation PDFvonipkoОценок пока нет
- Welding PositionsДокумент116 страницWelding PositionsASAPASAPASAPОценок пока нет
- Welding Quality ControlДокумент7 страницWelding Quality ControlPRAMOD KUMAR SETHI S100% (1)
- Packet CWI CWE 0515Документ27 страницPacket CWI CWE 0515ahugandkiss77071Оценок пока нет
- Welding and Fabrication Level 4 Training ProgramДокумент16 страницWelding and Fabrication Level 4 Training ProgramNicholasKalum0% (1)
- Content Free Downloads Aws b5.5 Specification For The Qualification of Welding EducatorsДокумент27 страницContent Free Downloads Aws b5.5 Specification For The Qualification of Welding EducatorsCharlesWilliamRichardОценок пока нет
- American: Assurance For FabricatorsДокумент12 страницAmerican: Assurance For FabricatorsessnelsonОценок пока нет
- Weld Cladding Overlay - Topics by ScienceДокумент73 страницыWeld Cladding Overlay - Topics by ScienceMichael TayactacОценок пока нет
- Miller RMDДокумент4 страницыMiller RMDRony Lesbt100% (1)
- 03 06 16 WIS5 Imperfections 2006Документ81 страница03 06 16 WIS5 Imperfections 2006Daniel StuparekОценок пока нет
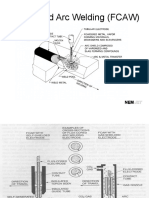
- FCAWДокумент6 страницFCAWshravan.office11Оценок пока нет
- Coating Work Inspection Report 1Документ1 страницаCoating Work Inspection Report 1Jagannath SahuОценок пока нет
- Oxy Fuel Cutting PDFДокумент28 страницOxy Fuel Cutting PDFruhul01Оценок пока нет
- Certified Welding EngineerДокумент4 страницыCertified Welding Engineerjunidomar100% (1)
- T, K & Y Shape Joint Steel StructureДокумент23 страницыT, K & Y Shape Joint Steel StructurePrabu VenkatОценок пока нет
- Module 1 PDFДокумент19 страницModule 1 PDFHardeep Singh100% (1)
- 10 Residual StressДокумент21 страница10 Residual StressAlaaОценок пока нет
- Welder Certification Program 650419 7Документ4 страницыWelder Certification Program 650419 7edwinОценок пока нет
- GMAWДокумент53 страницыGMAWJithuJohn100% (1)
- Previews AWS CM-2000-ALL PreДокумент16 страницPreviews AWS CM-2000-ALL PreWanderley Fonseca50% (2)
- Submerged Arc WeldingДокумент21 страницаSubmerged Arc WeldingSACHIN A. MOREОценок пока нет
- Definitions of Each Variable in WPS and PQR PDFДокумент63 страницыDefinitions of Each Variable in WPS and PQR PDFAsad Bin Ala QatariОценок пока нет
- Weldability of MaterialsДокумент5 страницWeldability of MaterialsclnОценок пока нет
- Advanced Gas Metal Arc Welding ProcДокумент20 страницAdvanced Gas Metal Arc Welding ProcjavadmohammadiОценок пока нет
- Selected Welding Application in Offshore IndustryДокумент38 страницSelected Welding Application in Offshore IndustryzuudeeОценок пока нет
- Cswip 3 1 HandbookДокумент2 страницыCswip 3 1 HandbookVinothKumarVinothОценок пока нет
- AWS Authorized Testing Facility Initial Audit App PKG v3Документ12 страницAWS Authorized Testing Facility Initial Audit App PKG v3greatsteelОценок пока нет
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОт EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОценок пока нет
- Introduction To Welding - MetallurgyДокумент15 страницIntroduction To Welding - Metallurgyramkishore_87100% (1)
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Документ6 страницGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiОценок пока нет
- How Can I Study For and Pass The AWS CWEng Exam - QuoraДокумент2 страницыHow Can I Study For and Pass The AWS CWEng Exam - QuoraMarceloToccoОценок пока нет
- Module 07Документ39 страницModule 07NDTInstructor100% (1)
- Cswip - Section 02-Terms and Definition PDFДокумент19 страницCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimОценок пока нет
- Job Knowledge 13Документ3 страницыJob Knowledge 13Mehmet SoysalОценок пока нет
- Gas Metal Arc Welding - PulseДокумент68 страницGas Metal Arc Welding - Pulsegreatsteel100% (1)
- ARC WeldingДокумент41 страницаARC WeldingAravind Raj100% (1)
- Upgrading Skills For Pipe Fitters FabricatorsДокумент4 страницыUpgrading Skills For Pipe Fitters FabricatorsKentDemeterio0% (1)
- Weld DefectsДокумент38 страницWeld DefectsJerry Man UtdОценок пока нет
- Weld-Consumable-Calculator Butt & Fillet WeldДокумент7 страницWeld-Consumable-Calculator Butt & Fillet WeldKentDemeterioОценок пока нет
- Types WeldingДокумент66 страницTypes WeldingRathnakraja50% (2)
- Weld Defects 2Документ78 страницWeld Defects 2HskumarReddy KarriОценок пока нет
- Weld Defects TWIДокумент96 страницWeld Defects TWISabir Shabbir100% (7)
- Weld Design SymbolsДокумент63 страницыWeld Design Symbolspriyoc6100% (15)
- Welding Lecture Guide NewДокумент31 страницаWelding Lecture Guide NewKentDemeterioОценок пока нет
- Weld Design SymbolsДокумент63 страницыWeld Design Symbolspriyoc6100% (15)
- Welding Competation GuideДокумент5 страницWelding Competation GuideKentDemeterioОценок пока нет
- Welding Super Duplex SSДокумент11 страницWelding Super Duplex SSmuarabadak100% (1)
- Welder Fitters Program NewДокумент9 страницWelder Fitters Program NewKentDemeterioОценок пока нет
- Welding PositionДокумент20 страницWelding PositionKentDemeterioОценок пока нет
- Welding DefectsДокумент77 страницWelding DefectsBalakumar100% (1)
- Welding XXXXXДокумент25 страницWelding XXXXXKentDemeterioОценок пока нет
- Welding Processes PresentationДокумент101 страницаWelding Processes PresentationKentDemeterio100% (1)
- Welding Metallurgy and Weldability of MetalsДокумент133 страницыWelding Metallurgy and Weldability of MetalsEfren Ibanez100% (2)
- Welding Inspection in ShipbuildingДокумент40 страницWelding Inspection in ShipbuildingKentDemeterio0% (1)
- Non Destructive TestingДокумент62 страницыNon Destructive Testingjoescribd55Оценок пока нет
- Welding-Training & InspectionДокумент46 страницWelding-Training & InspectionKentDemeterio100% (3)
- Dinengdeng RecipeДокумент1 страницаDinengdeng RecipeFuОценок пока нет
- New DOCX DocumentДокумент2 страницыNew DOCX DocumentPunjabi FootballОценок пока нет
- ECE3073 P4 Bus Interfacing Answers PDFДокумент3 страницыECE3073 P4 Bus Interfacing Answers PDFkewancamОценок пока нет
- Parkinson Hoehn and Yahr ScaleДокумент3 страницыParkinson Hoehn and Yahr ScaleCarol Artigas GómezОценок пока нет
- Industrial SafetyДокумент5 страницIndustrial Safetykamujula reddyОценок пока нет
- BronchiolitisДокумент5 страницBronchiolitisreshianeОценок пока нет
- 34P S4hana1909 BPD en UsДокумент18 страниц34P S4hana1909 BPD en UsBiji RoyОценок пока нет
- Seinfelt - The CheesecakeДокумент31 страницаSeinfelt - The Cheesecakeseinfelt100% (2)
- Fulltext PDFДокумент454 страницыFulltext PDFVirmantas JuoceviciusОценок пока нет
- Distance Relay Setting CalculationДокумент8 страницDistance Relay Setting Calculation1453h100% (7)
- Creating A Pathway For Every Student: Holyoke High School Redesign Strategic PlanДокумент29 страницCreating A Pathway For Every Student: Holyoke High School Redesign Strategic PlanMike PlaisanceОценок пока нет
- Authority To TravelДокумент39 страницAuthority To TraveljoraldОценок пока нет
- Concept PaperДокумент4 страницыConcept Paperjanet a. silosОценок пока нет
- Network Tools and Protocols Lab 2: Introduction To Iperf3Документ17 страницNetwork Tools and Protocols Lab 2: Introduction To Iperf3Fabio MenesesОценок пока нет
- Logical Database Design ModelingДокумент2 страницыLogical Database Design ModelingGio Agudo100% (1)
- Resume Of: Name: Kingshuk Saha Address: Mobile: E-MailДокумент2 страницыResume Of: Name: Kingshuk Saha Address: Mobile: E-MailKingshuk Saha PalasОценок пока нет
- Nurse Education Today: Natalie M. Agius, Ann WilkinsonДокумент8 страницNurse Education Today: Natalie M. Agius, Ann WilkinsonSobiaОценок пока нет
- Modal Verbs EjercicioДокумент2 страницыModal Verbs EjercicioAngel sosaОценок пока нет
- MATLAB PROGRAMMING An Engineering PerspectiveДокумент129 страницMATLAB PROGRAMMING An Engineering PerspectivelolaОценок пока нет
- Likert Scale Video Presentation RubricsДокумент1 страницаLikert Scale Video Presentation RubricsALDWIN B. BAYLONОценок пока нет
- NTCC Project - Fake News and Its Impact On Indian Social Media UsersДокумент41 страницаNTCC Project - Fake News and Its Impact On Indian Social Media UsersManan TrivediОценок пока нет
- Prepared by M Suresh Kumar, Chief Manager Faculty, SBILD HYDERABADДокумент29 страницPrepared by M Suresh Kumar, Chief Manager Faculty, SBILD HYDERABADBino JosephОценок пока нет
- Catalogue Colorants TextilesДокумент5 страницCatalogue Colorants TextilesAs Des As BenedictionОценок пока нет
- Semi Formal Asking To Borrow BooksДокумент75 страницSemi Formal Asking To Borrow BooksPei Cheng WuОценок пока нет
- Simulado InglesДокумент6 страницSimulado InglesWandercleyson da SilvaОценок пока нет
- Essay Writing TipsДокумент4 страницыEssay Writing TipsSubhasish MitraОценок пока нет
- Case AnalyzerДокумент19 страницCase AnalyzeranuragОценок пока нет
- Genie Awp SpecsДокумент4 страницыGenie Awp SpecsIngrid Janet GuardadoОценок пока нет
- Booklet The 8th JAKINUДокумент20 страницBooklet The 8th JAKINUsamuelionardiОценок пока нет
- Form ConstructionДокумент36 страницForm ConstructionYhoga DheviantОценок пока нет