Вам также может понравиться
- Production of Formalin From Methanol: BackgroundДокумент8 страницProduction of Formalin From Methanol: BackgroundDeri PermanaОценок пока нет
- More About Urea FormaldehydeДокумент13 страницMore About Urea FormaldehydeShivam ChaudharyОценок пока нет
- Absorption of Formaldehyde in WaterДокумент135 страницAbsorption of Formaldehyde in WaterBer GuzОценок пока нет
- Formaldehyde Mono88 6Документ287 страницFormaldehyde Mono88 6atatyuОценок пока нет
- Modeling of Industrial Formaldehyde AbsorbersДокумент19 страницModeling of Industrial Formaldehyde AbsorbersNguyen Thanh SangОценок пока нет
- Water Ballast Process - Health and SafetyДокумент5 страницWater Ballast Process - Health and SafetyUmar PatelОценок пока нет
- SiriДокумент284 страницыSiriAnuj SrivastavaОценок пока нет
- 1.project FullДокумент75 страниц1.project FullKolliparaDeepakОценок пока нет
- Feasibility Study of Formaldehyde ProductionДокумент3 страницыFeasibility Study of Formaldehyde ProductionIntratec SolutionsОценок пока нет
- Formaldehyde Production 1Документ8 страницFormaldehyde Production 1Raymond Feng100% (1)
- Formalin Plant Training: Nse Polymer SDN BHDДокумент13 страницFormalin Plant Training: Nse Polymer SDN BHDMario_othman100% (1)
- Formaldehyde ProductionДокумент4 страницыFormaldehyde ProductionRaymond FengОценок пока нет
- Hydrogenation of Fatty Acid Methyl Esters To FattyДокумент9 страницHydrogenation of Fatty Acid Methyl Esters To FattyYulius Harmawan Setya PratamaОценок пока нет
- The System Formaldehyde-Water-Methanol ThermodynamicsДокумент7 страницThe System Formaldehyde-Water-Methanol Thermodynamicssatishchemeng100% (1)
- Wacker ProcessДокумент5 страницWacker ProcessSadiq Basha100% (1)
- Production of Urea Formaldehyde UF85-947312 - 2Документ66 страницProduction of Urea Formaldehyde UF85-947312 - 2Sanzar Rahman 1621555030Оценок пока нет
- Reuss, Günther - Ullmann's Encyclopedia of Industrial ChemistryДокумент34 страницыReuss, Günther - Ullmann's Encyclopedia of Industrial ChemistryVeny Nofitasary100% (1)
- Pichia FermentationДокумент11 страницPichia FermentationmicromanpОценок пока нет
- BSC Project ArchiveДокумент113 страницBSC Project ArchiveAkeem Dwayne Ralph NoelОценок пока нет
- Modeling of Growth and Energy Metabolism of Pichia Pastoris Producing A Fusion ProteinДокумент9 страницModeling of Growth and Energy Metabolism of Pichia Pastoris Producing A Fusion ProteinHari MenonОценок пока нет
- Formaldehyde Production From MethanolДокумент2 страницыFormaldehyde Production From MethanolDhang Siva100% (1)
- Dee CДокумент15 страницDee CAnderson David ValenciaОценок пока нет
- History: Phenol Formaldehyde Resins or Phenolic Resins Are Synthetic Polymers Obtained by The ReactionДокумент6 страницHistory: Phenol Formaldehyde Resins or Phenolic Resins Are Synthetic Polymers Obtained by The ReactionIBIZAОценок пока нет
- Research ProjectДокумент30 страницResearch ProjectYasser AshourОценок пока нет
- Properties of Formaldehyde PDFДокумент120 страницProperties of Formaldehyde PDFKolliparaDeepakОценок пока нет
- Diethyl Ether Gps Safety SummaryДокумент5 страницDiethyl Ether Gps Safety SummaryJallu PratamaОценок пока нет
- FORMALDEHYDEДокумент13 страницFORMALDEHYDEAwilda Mike PertiwiОценок пока нет
- Final Project Updated 2Документ80 страницFinal Project Updated 2Abdulwahid SultanОценок пока нет
- Chemcad Sim Formaldehyde AbsorptionДокумент52 страницыChemcad Sim Formaldehyde Absorptionaseptman1Оценок пока нет
- Mthanol ProductionДокумент61 страницаMthanol Productionvv vvОценок пока нет
- Nhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolДокумент40 страницNhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolStrong NguyenОценок пока нет
- AspirinДокумент4 страницыAspiringenelleestremos100% (1)
- Ether ProjectДокумент22 страницыEther ProjectekojamichaelОценок пока нет
- Project Review On Production of AcroleinДокумент19 страницProject Review On Production of Acroleinasrahaman9Оценок пока нет
- Lab 3Документ16 страницLab 3Paen Zulkifli100% (1)
- Polymer Handbook 4th EditionДокумент1 страницаPolymer Handbook 4th EditionJanika KetratnkulОценок пока нет
- Reactor Types Characteristics/usages Benefits in A DME Plant CautionsДокумент4 страницыReactor Types Characteristics/usages Benefits in A DME Plant CautionsNeha MadanОценок пока нет
- Dimethyl Ether SDS E4589Документ7 страницDimethyl Ether SDS E4589Daniil GhilescuОценок пока нет
- Rozovskii Et Al. (2003) - Fundamentals of Methanol Synthesis and DecompositionДокумент14 страницRozovskii Et Al. (2003) - Fundamentals of Methanol Synthesis and DecompositionbltzkrigОценок пока нет
- Metal Oxide CatalystДокумент55 страницMetal Oxide Catalystbhavesh moorjaniОценок пока нет
- Ethylene 2520oxide Methods 2520of 2520productionДокумент25 страницEthylene 2520oxide Methods 2520of 2520productionmartin_2104Оценок пока нет
- Formaldehyde From MethanolДокумент6 страницFormaldehyde From MethanolAleem AhmedОценок пока нет
- N-Butane To Maleic AnhydrideДокумент6 страницN-Butane To Maleic AnhydrideNomeacuerdo Yo MismoОценок пока нет
- Progress Report 1 Design PlantДокумент56 страницProgress Report 1 Design PlantNUR AKMAL HISHAMОценок пока нет
- Phenols in FuelДокумент12 страницPhenols in Fuelvzimak2355Оценок пока нет
- Report 1 - Feasibility Study For Formalin ProductionДокумент51 страницаReport 1 - Feasibility Study For Formalin ProductionGizem Arslan100% (2)
- Excess Methanol RecoveryДокумент6 страницExcess Methanol RecoverySteven Putra HalimОценок пока нет
- Chemical Modification of Natural Rubber Under Supercritical CarbonДокумент8 страницChemical Modification of Natural Rubber Under Supercritical CarbonKristina HuffmanОценок пока нет
- Optimal Design of Intensified Processes For DME SynthesisДокумент30 страницOptimal Design of Intensified Processes For DME SynthesisNorma JenarezОценок пока нет
- Final Project2Документ135 страницFinal Project2Mr NU KHANОценок пока нет
- $R5FZQ35Документ400 страниц$R5FZQ35EU VaОценок пока нет
- Formic Acid TechnologyДокумент3 страницыFormic Acid Technologyatharnadim_osОценок пока нет
- Acrolein Design ProjectДокумент13 страницAcrolein Design ProjectPeter McCormack100% (1)
- P I 8 Islamiat PDFДокумент3 страницыP I 8 Islamiat PDFNiaz AhmedОценок пока нет
- Experimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsОт EverandExperimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsRobert B. AndersonОценок пока нет
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004От EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004Оценок пока нет
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsОт EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsРейтинг: 4 из 5 звезд4/5 (1)
- Stephanopoulos' Chemical Process Control - An Introduction To Theory & Practice - Solutions ManualДокумент177 страницStephanopoulos' Chemical Process Control - An Introduction To Theory & Practice - Solutions ManualShafi Marwat Khan100% (3)
- United States Patent (191: (73) Assignee: Adsf'Allr1Ti?Nge (S LL:SCH LftéДокумент7 страницUnited States Patent (191: (73) Assignee: Adsf'Allr1Ti?Nge (S LL:SCH LftéVirginia Rosales OlmosОценок пока нет
- Us 3086852Документ9 страницUs 3086852Virginia Rosales OlmosОценок пока нет
- Us 7943102Документ11 страницUs 7943102Virginia Rosales OlmosОценок пока нет
- United States Patent (19) : Diercks Et Al. (11) Patent NumberДокумент5 страницUnited States Patent (19) : Diercks Et Al. (11) Patent NumberVirginia Rosales OlmosОценок пока нет
- BoilerДокумент118 страницBoilerMuthuKumar Arunachalam86% (7)
- Us 4317778Документ7 страницUs 4317778Virginia Rosales OlmosОценок пока нет
- Chemicals Maleic AnhydrideДокумент2 страницыChemicals Maleic AnhydrideVirginia Rosales OlmosОценок пока нет
- Global Market Report of Maleic AnhydrideДокумент5 страницGlobal Market Report of Maleic AnhydrideVirginia Rosales OlmosОценок пока нет
- Maleic AnhydrideДокумент33 страницыMaleic AnhydrideVirginia Rosales OlmosОценок пока нет
- Material BalanceДокумент78 страницMaterial Balanceusman0553100% (4)
- Maleic Anhydride 2Документ4 страницыMaleic Anhydride 2Virginia Rosales Olmos100% (1)
- (1)Документ119 страниц(1)Virginia Rosales OlmosОценок пока нет
- A Two-Parameter Mathematical Model For Immobilized Enzymes and Homotopy Analysis MethodДокумент10 страницA Two-Parameter Mathematical Model For Immobilized Enzymes and Homotopy Analysis MethodVirginia Rosales OlmosОценок пока нет
- Chapter 1 SolutionДокумент9 страницChapter 1 SolutionthacalОценок пока нет
- Process Dynamics and Control SolutionsДокумент27 страницProcess Dynamics and Control Solutionsciotti6209Оценок пока нет
- Production FormalinДокумент12 страницProduction FormalinVirginia Rosales OlmosОценок пока нет
- AiCHe Student Pocket Handbook 85Документ63 страницыAiCHe Student Pocket Handbook 85DigitalMastersTXОценок пока нет
- SRB ReviewerДокумент17 страницSRB ReviewerBriones JastineОценок пока нет
- Franck-Condon Principle - WikipediaДокумент14 страницFranck-Condon Principle - WikipediaSufiya BanoОценок пока нет
- Petroleum Refining AssignmentДокумент4 страницыPetroleum Refining Assignment伟铭Оценок пока нет
- Compound Comp Nozzle Flow Heiser PDFДокумент7 страницCompound Comp Nozzle Flow Heiser PDFSamiullah QureshiОценок пока нет
- Structural Elements in FLAC 3DДокумент186 страницStructural Elements in FLAC 3DSergio Andres ZerreitugОценок пока нет
- 1HNMR Lecture NotesДокумент53 страницы1HNMR Lecture NotesJian Hong Tee100% (1)
- Schneider Zelio Control RM4TR32-356472Документ8 страницSchneider Zelio Control RM4TR32-356472TERASAT SAОценок пока нет
- Moving Iron InstrumentsДокумент5 страницMoving Iron InstrumentsVENKATESAN RОценок пока нет
- Module 6: Electromagnetism Topic 1.1: Charged Particles in Electric/Magnetic FieldsДокумент13 страницModule 6: Electromagnetism Topic 1.1: Charged Particles in Electric/Magnetic FieldsReacher ElliotОценок пока нет
- The Pilot: MagentaДокумент71 страницаThe Pilot: MagentavicjaviОценок пока нет
- Chapter 02:physical Quantities Punjab Text Book Board, LahoreДокумент48 страницChapter 02:physical Quantities Punjab Text Book Board, LahoreMehwishMurtazaОценок пока нет
- 11 Physics Properties of Bulk Matter Test 08Документ1 страница11 Physics Properties of Bulk Matter Test 08Rahul GuptaОценок пока нет
- Mathematical ModellingДокумент13 страницMathematical ModellingCrazy about JunglesОценок пока нет
- Nav Gyro Error by Celestial 1Документ13 страницNav Gyro Error by Celestial 1dpc876Оценок пока нет
- Lab Report No 8Документ11 страницLab Report No 8Mansoob BukhariОценок пока нет
- TugasДокумент7 страницTugastemizzhОценок пока нет
- Handbook of Sic Properties For Fuel Performance ModelingДокумент49 страницHandbook of Sic Properties For Fuel Performance ModelingAbhiraj MeenaОценок пока нет
- Experiment 3 PhysicsДокумент2 страницыExperiment 3 Physicsarellanokristelle100% (1)
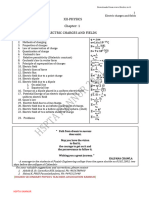
- Hsslive-HSPTA-2.1 Electric Charges and Fields 2021-FДокумент17 страницHsslive-HSPTA-2.1 Electric Charges and Fields 2021-FBhagyaОценок пока нет
- Engineering Physics - : BPHY101LДокумент7 страницEngineering Physics - : BPHY101LVenkat BalajiОценок пока нет
- Experiment 3 - Kinematics: PHYS200 Home Lab Manual - Version 2.3Документ11 страницExperiment 3 - Kinematics: PHYS200 Home Lab Manual - Version 2.3Morteza RostamiОценок пока нет
- L2 EH2741 Power System BasicsДокумент31 страницаL2 EH2741 Power System BasicsvivekanandaОценок пока нет
- Ch-2 Forces On and in The BodyДокумент25 страницCh-2 Forces On and in The BodyLindsey AdalsonОценок пока нет
- 10 Root LocusДокумент13 страниц10 Root LocusAhmed Tanveer Ashraff100% (1)
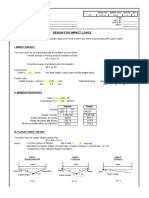
- Drop Object-Plastic HingeДокумент8 страницDrop Object-Plastic HingeBolarinwaОценок пока нет
- Haulotte H 41 PXДокумент2 страницыHaulotte H 41 PXAthox QhurienОценок пока нет
- Final Report Experiment 7: Preparation and Characterization of HydrocarbonsДокумент6 страницFinal Report Experiment 7: Preparation and Characterization of HydrocarbonsJhei Mesina AfableОценок пока нет
- Unit 4Документ76 страницUnit 4Hemant TulsaniОценок пока нет