Вам также может понравиться
- SSPC - SP3 PipingДокумент2 страницыSSPC - SP3 Pipingvirus1999Оценок пока нет
- SSPC-SP 11Документ5 страницSSPC-SP 11topdrive100% (3)
- Surface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsДокумент6 страницSurface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsManolo CastilloОценок пока нет
- SSPC SP7 PDFДокумент5 страницSSPC SP7 PDFMelissa Edith Vega Reynoso100% (1)
- ASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFДокумент3 страницыASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFEl_memito100% (1)
- SSPC SP1Документ2 страницыSSPC SP1longlong3003100% (2)
- SSPC Vis 1 89Документ4 страницыSSPC Vis 1 89Oscar López Lemos100% (1)
- Coating DFT-RulesДокумент2 страницыCoating DFT-RulesAnand100% (1)
- SSPC - Guia 12Документ6 страницSSPC - Guia 12José Alvaro Herrera Ramos50% (2)
- Guide No. 12: SSPC: The Society For Protective CoatingsДокумент6 страницGuide No. 12: SSPC: The Society For Protective Coatingsanoopkumar100% (1)
- ASTM D 4285 Blotter Test PDFДокумент1 страницаASTM D 4285 Blotter Test PDFMurali Dharan100% (1)
- SSPC Guide11 PDFДокумент5 страницSSPC Guide11 PDFNgô Trung NghĩaОценок пока нет
- SSPC AB1 Standard For Mineral and Slag AbrasivesДокумент5 страницSSPC AB1 Standard For Mineral and Slag Abrasiveslonglong3003100% (2)
- Guide To SSPC Vis 3 PDFДокумент3 страницыGuide To SSPC Vis 3 PDFMarco Orteza100% (2)
- Procedure of Apcs-113cДокумент8 страницProcedure of Apcs-113cNoman AhmedОценок пока нет
- SSPC Pa 2 2004 PDFДокумент11 страницSSPC Pa 2 2004 PDFrams789100% (1)
- SSPC CS 29 PDFДокумент5 страницSSPC CS 29 PDFGaapchu100% (1)
- Dewpoint: Coating & Painting InspectionДокумент6 страницDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- SSPC Tu 4Документ7 страницSSPC Tu 4anoopkumarОценок пока нет
- D3276 15 115 1 Standard GuidДокумент14 страницD3276 15 115 1 Standard GuidDavid SalgueroОценок пока нет
- Paint Application Standard No. 2Документ13 страницPaint Application Standard No. 2ceroride100% (2)
- SSPC SP14Документ6 страницSSPC SP14longlong3003Оценок пока нет
- Iso 8502-3-1993-05 PDFДокумент14 страницIso 8502-3-1993-05 PDFZaheer Ahmad Raza100% (1)
- Sspc-Guide 15 PDFДокумент10 страницSspc-Guide 15 PDFJeanneth Cecilia Estacio AylasОценок пока нет
- SSPC Paint20Документ5 страницSSPC Paint20vlong3003100% (3)
- Sspc-Ab 2Документ3 страницыSspc-Ab 2HafidzManafОценок пока нет
- Astm D4752 20Документ8 страницAstm D4752 20Nguyên Nguyễn CaoОценок пока нет
- Iso 29601-2011Документ14 страницIso 29601-2011Carmen Rodriguez Polo100% (1)
- Specification For The Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites For The Corrosion Protection of SteelДокумент3 страницыSpecification For The Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites For The Corrosion Protection of Steelvijay rajputОценок пока нет
- Process Industry Practices Insulation: PIP INTG1000 Insulation Inspection ChecklistДокумент7 страницProcess Industry Practices Insulation: PIP INTG1000 Insulation Inspection ChecklistCristian Jhair PerezОценок пока нет
- SSPC Guide To Visual StandardДокумент25 страницSSPC Guide To Visual Standardsami_sakr100% (5)
- SSPC Ab 4Документ3 страницыSSPC Ab 4mithileshОценок пока нет
- Astm D4541 - 09Документ16 страницAstm D4541 - 09Rodrigo100% (2)
- The Coating Inspectors HandbookR3.1Документ64 страницыThe Coating Inspectors HandbookR3.1Akhter Khan100% (11)
- SSPC SP11Документ6 страницSSPC SP11บวรลักษณ์ จ้อยโหมด50% (2)
- Power Tool Cleaning To Bare MetalДокумент5 страницPower Tool Cleaning To Bare MetalBenjamin De Paz100% (1)
- SSPC SP3Документ2 страницыSSPC SP3Jose AngelОценок пока нет
- SSPC SP3Документ2 страницыSSPC SP3hidromecanico78% (9)
- Surface Preparation Specification NO.11: SSPC:The Society For Protective CoatingsДокумент14 страницSurface Preparation Specification NO.11: SSPC:The Society For Protective CoatingsGianmarco RevelloОценок пока нет
- SSPC-SP2 Hand Tool Cleaning PDFДокумент2 страницыSSPC-SP2 Hand Tool Cleaning PDFsuriyaОценок пока нет
- SSPC SP2Документ2 страницыSSPC SP2Allen Situ100% (2)
- SSPC SP2Документ2 страницыSSPC SP2WaleskaОценок пока нет
- SSPC SP-3-00 Power Tool Cleaning PDFДокумент2 страницыSSPC SP-3-00 Power Tool Cleaning PDFAshish PatelОценок пока нет
- SSPC SP3 - Rev. 2004 - Limpieza Mecanica ElectromotrizДокумент2 страницыSSPC SP3 - Rev. 2004 - Limpieza Mecanica ElectromotrizKevin GonzalesОценок пока нет
- KLOMAC Draft ReportДокумент12 страницKLOMAC Draft Reportcameron toolseeОценок пока нет
- SSPC 2 PDFДокумент2 страницыSSPC 2 PDFAlfredo Diaz HernandezОценок пока нет
- Mil PRF 13830BДокумент82 страницыMil PRF 13830Bmmottola12Оценок пока нет
- Mil PRF 31032.2166 PCB PDFДокумент27 страницMil PRF 31032.2166 PCB PDFEricОценок пока нет
- 2-08 SP 2Документ2 страницы2-08 SP 2Jefry SandyОценок пока нет
- NASA PRC-6503 Rev C Radiographic InspectionДокумент8 страницNASA PRC-6503 Rev C Radiographic InspectionLi-chung JeaОценок пока нет
- SSPC SP 1Документ2 страницыSSPC SP 1romdhan88Оценок пока нет
- RT Procedure 10.09.16Документ9 страницRT Procedure 10.09.16mukeshsingh6Оценок пока нет
- 150 5345 42J Light BasesДокумент48 страниц150 5345 42J Light BasesHerney MarinОценок пока нет
- D4228 Painter QualificationДокумент3 страницыD4228 Painter QualificationTanmay Gor0% (2)
- AA - SPEC - 254001 Stacker Reclaimer SpecДокумент28 страницAA - SPEC - 254001 Stacker Reclaimer SpecJD75% (4)
- Procedure Radiography - QU - RT - ASME B31.3 - 2014Документ20 страницProcedure Radiography - QU - RT - ASME B31.3 - 2014papathsheila100% (1)
- Process Specification For The Manual Arc Welding of Aluminum Alloy HardwareДокумент25 страницProcess Specification For The Manual Arc Welding of Aluminum Alloy HardwareSam HippeОценок пока нет
- Pa 3 PDFДокумент0 страницPa 3 PDFNageswara Rao BavisettyОценок пока нет
- Mil DTL 18240Документ24 страницыMil DTL 18240Андрей ПятыгинОценок пока нет
- NES 820 Requirements For Rubber For Machinery Mounts - Category 2Документ13 страницNES 820 Requirements For Rubber For Machinery Mounts - Category 2JEORJEОценок пока нет
- UBC-IBC Structural (1997-2000)Документ244 страницыUBC-IBC Structural (1997-2000)Suleiman SalminОценок пока нет
- SSPC Vis1Документ4 страницыSSPC Vis1Jose AngelОценок пока нет
- ASCE 41 - Seismic Rehabilitation of Existing BuildingsДокумент70 страницASCE 41 - Seismic Rehabilitation of Existing BuildingsBabak Kamrani60% (5)
- SSPC SP8Документ2 страницыSSPC SP8Jose AngelОценок пока нет
- SSPC SP1Документ2 страницыSSPC SP1Jose AngelОценок пока нет
- Steel BookДокумент243 страницыSteel BookJose AngelОценок пока нет
- SSPC SP3Документ2 страницыSSPC SP3Jose AngelОценок пока нет
- IBC SeismicДокумент26 страницIBC SeismicPrasad Gowri100% (1)
- T 402Документ13 страницT 402kunal royОценок пока нет
- Bechtel - Use of Startup StrainerДокумент17 страницBechtel - Use of Startup Strainerreach_arindomОценок пока нет
- CVP MonitoringДокумент10 страницCVP MonitoringRaghu RajanОценок пока нет
- Pile Hammer Delmag d12-42Документ1 страницаPile Hammer Delmag d12-42Jorge Rosero QuevedoОценок пока нет
- Plant ClassificationДокумент105 страницPlant ClassificationsjoerjenОценок пока нет
- Handouts First Aid in MasonryДокумент5 страницHandouts First Aid in MasonryIvyОценок пока нет
- Sina and EelДокумент2 страницыSina and Eelapi-290999754Оценок пока нет
- Notes On Substance AbuseДокумент15 страницNotes On Substance Abusesarguss14100% (1)
- Pressure Systems Safety Regulations 2000Документ10 страницPressure Systems Safety Regulations 2000Alberico MuratoriОценок пока нет
- Latihan Soal Tentang Public PlacesДокумент3 страницыLatihan Soal Tentang Public PlacesRiimha AmbarwatiОценок пока нет
- Fluoroscopy Initial TestДокумент3 страницыFluoroscopy Initial Testthepharaoh1234Оценок пока нет
- Physics of The Solid Earth (Phy 202)Документ11 страницPhysics of The Solid Earth (Phy 202)Gaaga British0% (1)
- Crew Handbook v36 190809 PDFДокумент311 страницCrew Handbook v36 190809 PDFIanA100% (3)
- AN5276 Application Note: Antenna Design For ST25R3916Документ43 страницыAN5276 Application Note: Antenna Design For ST25R3916RafaelОценок пока нет
- 5.1 Study GuideДокумент5 страниц5.1 Study GuideChris GayleОценок пока нет
- Legal Requirements For Starting A SME Business in Pakistan PDFДокумент12 страницLegal Requirements For Starting A SME Business in Pakistan PDFUsman AbbasОценок пока нет
- (V) Disaster Management by Vaishali MamДокумент7 страниц(V) Disaster Management by Vaishali Mamnvn.2130Оценок пока нет
- Air Madagascar Call CenterДокумент2 страницыAir Madagascar Call CenterAnonymous tWYVldОценок пока нет
- Biphasic Liquid Dosage FromДокумент8 страницBiphasic Liquid Dosage FromSwaroopSinghJakhar100% (1)
- The Logarithmic Properties Active and Passive Mandibular GrowthДокумент20 страницThe Logarithmic Properties Active and Passive Mandibular GrowthThe Reading CrabОценок пока нет
- HSEQ-HQ-06-08-00 Transportation StandardДокумент15 страницHSEQ-HQ-06-08-00 Transportation StandardAHMED AMIRAОценок пока нет
- Literature Review Devin KilburnДокумент4 страницыLiterature Review Devin Kilburnapi-549230129Оценок пока нет
- Bivacqua Empathy. Self Other DistinctionДокумент11 страницBivacqua Empathy. Self Other DistinctionState of MindОценок пока нет
- 3rd Edition 60601 1web VersionДокумент44 страницы3rd Edition 60601 1web VersionMario H. RodríguezОценок пока нет
- Final - Urban and Transportation Engineering - PPT Group 1Документ19 страницFinal - Urban and Transportation Engineering - PPT Group 1JayChristian QuimsonОценок пока нет
- June 2011 MS - Paper 1C Edexcel Chemistry IGCSEДокумент22 страницыJune 2011 MS - Paper 1C Edexcel Chemistry IGCSEVideesha AmunugamaОценок пока нет
- Kelompok 2 - Hukum Dan Kesempatan Yang SamaДокумент4 страницыKelompok 2 - Hukum Dan Kesempatan Yang SamaMaulina Ayu Sabrina PertiwiОценок пока нет
- Levels of The Psyche and Archetypes of JungДокумент2 страницыLevels of The Psyche and Archetypes of JungPeperonii100% (1)
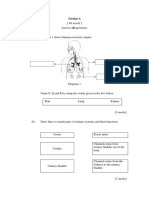
- Section A: Jawab Semua SoalanДокумент3 страницыSection A: Jawab Semua SoalanAzreen IzetОценок пока нет
- MIP17-HSE-JSA-JUB-39 JSA For Piping Works (Flanged Installation, - Gasket Installation Welding & Bolt Tightening) - 2023 Rev 0Документ13 страницMIP17-HSE-JSA-JUB-39 JSA For Piping Works (Flanged Installation, - Gasket Installation Welding & Bolt Tightening) - 2023 Rev 0AmeerHamzaWarraichОценок пока нет