Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Electronic Systems of Motor DriveДокумент4 страницыElectronic Systems of Motor DriveMatthew KuttikadОценок пока нет
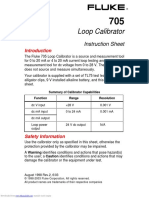
- 705 Instruction SheetДокумент16 страниц705 Instruction SheetMatthew KuttikadОценок пока нет
- Network Video Recorders User Manual-V1.04Документ119 страницNetwork Video Recorders User Manual-V1.04Matthew KuttikadОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Panel MetersДокумент2 страницыPanel MetersMatthew KuttikadОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
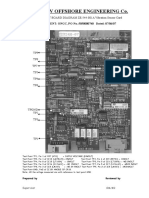
- Vibration Card DiagramДокумент2 страницыVibration Card DiagramMatthew KuttikadОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- airOS 6 UG PDFДокумент68 страницairOS 6 UG PDFSameh Eddine HachaichiОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Test - Astm 1378 Rev2Документ16 страницTest - Astm 1378 Rev2Matthew KuttikadОценок пока нет
- Code Gen Part 2Документ38 страницCode Gen Part 2pajadhavОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Guide To DOT CylindersДокумент85 страницGuide To DOT Cylindersm_aliamjad7231Оценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Ij 02580 Sat R0.Документ14 страницIj 02580 Sat R0.Matthew Kuttikad0% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Airfilter ModuleДокумент25 страницAirfilter ModuleMatthew KuttikadОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Making Inverter Welder - IRFДокумент18 страницMaking Inverter Welder - IRFShaun Dwyer Van Heerden0% (1)
- Crystal NVisionДокумент4 страницыCrystal NVisionMatthew KuttikadОценок пока нет
- Kam Bero VicДокумент24 страницыKam Bero VicJuan Carlos Gonzalez LОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- SP 01 en Steckernetzgeraet UPS2000Документ1 страницаSP 01 en Steckernetzgeraet UPS2000Matthew KuttikadОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- J001Документ14 страницJ001Nguyễn Thanh QuangОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- J001Документ14 страницJ001Nguyễn Thanh QuangОценок пока нет
- 200 Series Barton RecordersДокумент4 страницы200 Series Barton RecordersMatthew KuttikadОценок пока нет
- Barton RecorderДокумент40 страницBarton Recordersbirawan11100% (2)
- Configuring SwitchesДокумент20 страницConfiguring SwitchesMatthew KuttikadОценок пока нет
- API Standard 527 - Seat Tightness or Pressure Relief ValvesДокумент1 страницаAPI Standard 527 - Seat Tightness or Pressure Relief ValvesMatthew KuttikadОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Applicable Valve StandardsДокумент21 страницаApplicable Valve StandardsMatthew KuttikadОценок пока нет
- ID091005-00-140-01 - SWGR-361 Single Line Diagram Rev 06Документ25 страницID091005-00-140-01 - SWGR-361 Single Line Diagram Rev 06Matthew Kuttikad100% (3)
- Astm B209Документ26 страницAstm B209Elias Cruz100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Specifications of Aluminum MaterialsДокумент2 страницыSpecifications of Aluminum MaterialsTony C.Оценок пока нет
- Advances in Protective Coatings and Their Application To Aging AircraftДокумент9 страницAdvances in Protective Coatings and Their Application To Aging AircraftChris BaddeleyОценок пока нет
- Materilal AlloysДокумент2 страницыMaterilal AlloysNiranjan KumarОценок пока нет
- 7075-T6 AluminumДокумент10 страниц7075-T6 AluminumfahnyОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Catalog On The AR-15 RifleДокумент100 страницCatalog On The AR-15 RifleBergerudR100% (1)
- Kaiser Aluminum 7075 Rod and BarДокумент2 страницыKaiser Aluminum 7075 Rod and BarH VОценок пока нет
- 5052 Aluminum Sheet SuppliersДокумент13 страниц5052 Aluminum Sheet Supplierssanghvi overseas incОценок пока нет
- Aerospace Alloys Technical Spesifications: Astm & Fed-Qq British AlloysДокумент5 страницAerospace Alloys Technical Spesifications: Astm & Fed-Qq British AlloysVysakh VasudevanОценок пока нет
- Aluminum Wear Strips - McMaster-Carr PDFДокумент3 страницыAluminum Wear Strips - McMaster-Carr PDFHassan HelmyОценок пока нет
- Material FSAEДокумент8 страницMaterial FSAEFarid MuliaОценок пока нет
- Alumunium Profile PDFДокумент52 страницыAlumunium Profile PDFibnuharyОценок пока нет
- WWW - Chemtron.asia: Additive Manufacturing SolutionsДокумент32 страницыWWW - Chemtron.asia: Additive Manufacturing Solutionsravichandran0506Оценок пока нет
- PugalenthiДокумент7 страницPugalenthiTHANI ORUVANОценок пока нет
- Landing GearДокумент6 страницLanding GearMureithi SamОценок пока нет
- The Influence of Grain Size On The Tensile and Fatigue Behavior of 7075 t6 Aluminum SheetДокумент8 страницThe Influence of Grain Size On The Tensile and Fatigue Behavior of 7075 t6 Aluminum SheetHoai Anh VuОценок пока нет
- Astm B247Документ13 страницAstm B247picnaruk0% (1)
- Friction Stir Welding and Processing X eДокумент275 страницFriction Stir Welding and Processing X eMinh Nguyễn Phúc NhậtОценок пока нет
- AA7075Документ7 страницAA7075Trial_TОценок пока нет
- Astm B 221M - 02 Aluminum Alloy Extruded Bars Rods Wire Profile and TubesДокумент14 страницAstm B 221M - 02 Aluminum Alloy Extruded Bars Rods Wire Profile and TubesLazarasBenny Isprithiyone100% (2)
- Brownells Law Enforcement Catalog Weapons Supply and Maintenance Tools CATALOG NO 8 2009 2010Документ68 страницBrownells Law Enforcement Catalog Weapons Supply and Maintenance Tools CATALOG NO 8 2009 2010fyovera0% (1)
- Reprocessing of Aluminum Chips by Hot Backward Extrusion Seminar Report 2016Документ15 страницReprocessing of Aluminum Chips by Hot Backward Extrusion Seminar Report 2016HARI KRISHNAN GОценок пока нет
- Grades 6056 Comparison Vs 6061 2024 7075Документ2 страницыGrades 6056 Comparison Vs 6061 2024 7075Vinoth Kumar100% (1)
- Astm B210Документ18 страницAstm B210Len LujanОценок пока нет
- Yarde Metals Shapes CatalogДокумент493 страницыYarde Metals Shapes Catalogdncz69Оценок пока нет
- Paper121635 642 PDFДокумент8 страницPaper121635 642 PDFAlif HafidОценок пока нет
- Sand Vs FoamДокумент9 страницSand Vs FoamYash RaoОценок пока нет
- 7075 Aluminum Plate SuppliersДокумент10 страниц7075 Aluminum Plate Supplierssanghvi overseas incОценок пока нет
- Review of Al Alloys in Aerospace IndustryДокумент11 страницReview of Al Alloys in Aerospace IndustryCARLOS EDUARDO SANCHEZ RAMIREZОценок пока нет
- MIL-A-22771D - Aluminum Forgings, Heat TreatedДокумент24 страницыMIL-A-22771D - Aluminum Forgings, Heat TreatedklinedavidklineОценок пока нет
- The Laws of Thermodynamics: A Very Short IntroductionОт EverandThe Laws of Thermodynamics: A Very Short IntroductionРейтинг: 4.5 из 5 звезд4.5/5 (10)