Вам также может понравиться
- K6 6 Cavities Blowing Machine QUOTATIONДокумент13 страницK6 6 Cavities Blowing Machine QUOTATIONAmmar AlaghbariОценок пока нет
- Ce 12p Product ManualДокумент36 страницCe 12p Product ManualHrsDesingОценок пока нет
- User Manual: Tia Technology India Pvt. LTDДокумент83 страницыUser Manual: Tia Technology India Pvt. LTDRobin PОценок пока нет
- Touch Screen Map Locator (Thesis) 1Документ46 страницTouch Screen Map Locator (Thesis) 1Randolph Estipular85% (20)
- Blowing Machine Challenges 251120Документ8 страницBlowing Machine Challenges 251120Riyoko Fillex100% (1)
- 20210705-104838-22-2-Testo - 3036T-X01 - F21000133 - RASOVA WINE PDFДокумент272 страницы20210705-104838-22-2-Testo - 3036T-X01 - F21000133 - RASOVA WINE PDFBolovan VladutОценок пока нет
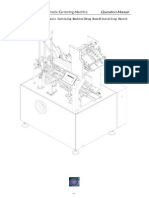
- Model TSI Closing Machine ManualДокумент141 страницаModel TSI Closing Machine Manualistar olimovОценок пока нет
- Manual de Operacion OGB-3 英文说明书Документ68 страницManual de Operacion OGB-3 英文说明书Gabriel Cab PaatОценок пока нет
- Side Sealing Machine Operation GuideДокумент30 страницSide Sealing Machine Operation GuideRocio GimenezОценок пока нет
- Internship Report on PET Lines, Bulk Line and RO PlantДокумент7 страницInternship Report on PET Lines, Bulk Line and RO PlantHamza ShahidОценок пока нет
- The New: The Best Solution For The New Class of Filter BagДокумент24 страницыThe New: The Best Solution For The New Class of Filter BagThong Kin MunОценок пока нет
- EPI-3522 GRAND - Abian BlisreringДокумент12 страницEPI-3522 GRAND - Abian Blisreringmohammad pirayesh100% (1)
- XWZ-120A Operation Manual: Full Automatic Cartoning MachineДокумент35 страницXWZ-120A Operation Manual: Full Automatic Cartoning MachinealexjoelОценок пока нет
- DQ BlisteadoraДокумент15 страницDQ Blisteadorasami2210Оценок пока нет
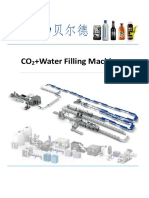
- 210928-Beierde-CO2 Water Filling PlantДокумент21 страница210928-Beierde-CO2 Water Filling PlantHuong NguyenОценок пока нет
- Technical Handbook: Four Nozzles Vacuum Filling MachineДокумент12 страницTechnical Handbook: Four Nozzles Vacuum Filling MachineAshish MishraОценок пока нет
- Meech Web Cleaning Overview Brochure 2015Документ24 страницыMeech Web Cleaning Overview Brochure 2015danceОценок пока нет
- Page+separating+labeling+machine+instruc 111Документ12 страницPage+separating+labeling+machine+instruc 111anon_509215640Оценок пока нет
- 2014 AMCO CatalogДокумент19 страниц2014 AMCO CatalogAhmet MetinОценок пока нет
- Operation Manual QP Rotary OPP Labelling Hot Melt Full UpdatedДокумент58 страницOperation Manual QP Rotary OPP Labelling Hot Melt Full UpdatedRiyoko Fillex100% (1)
- 2000BPH Water Filling Line Project DetailsДокумент24 страницы2000BPH Water Filling Line Project Detailsadriannicolau10Оценок пока нет
- HFTF-2023 Operation Manual ModificadoДокумент52 страницыHFTF-2023 Operation Manual ModificadoAndrew RamirezОценок пока нет
- CS 5200 Operating ManualДокумент15 страницCS 5200 Operating ManualJoan LamedaОценок пока нет
- Specification Ultimate V1.7 VideojetДокумент78 страницSpecification Ultimate V1.7 VideojetTecnico Incoder100% (1)
- Pama - Product Pasteurization, Heating and Cooling Systems PDFДокумент9 страницPama - Product Pasteurization, Heating and Cooling Systems PDFCar MiguelОценок пока нет
- Instruction For Use: Operational Manual For Carton Opener and Bottom Sealing Machine Kx-1Документ24 страницыInstruction For Use: Operational Manual For Carton Opener and Bottom Sealing Machine Kx-1Daniel DerzaОценок пока нет
- Sealer Closer-Instruction ManualДокумент111 страницSealer Closer-Instruction Manualsuberec100% (1)
- Guidelines For BottlingДокумент7 страницGuidelines For BottlingAhmet MetinОценок пока нет
- BX-B2 Semi-Automatic Bottle Blowing Machine Taizhou FactoryДокумент4 страницыBX-B2 Semi-Automatic Bottle Blowing Machine Taizhou FactoryAriantoОценок пока нет
- IMA Blistering BrochureДокумент8 страницIMA Blistering BrochureTueОценок пока нет
- SBO Universal: Cut Your Bottle Blowing Costs by Up To 20 %Документ16 страницSBO Universal: Cut Your Bottle Blowing Costs by Up To 20 %António de Amorim100% (1)
- BX-B2 Semi-Automatic Bottle Blowing Machine: 1. Brief IntroductionДокумент4 страницыBX-B2 Semi-Automatic Bottle Blowing Machine: 1. Brief IntroductionAriantoОценок пока нет
- Risk Analysis - StretchbanderДокумент14 страницRisk Analysis - StretchbanderEnko ŠatrovićОценок пока нет
- ETL 89403175 001200 Innoclean EN 013Документ437 страницETL 89403175 001200 Innoclean EN 013Eren akarsuОценок пока нет
- Manual CappingДокумент23 страницыManual CappingVikram SinghОценок пока нет
- Blow MouldingДокумент18 страницBlow MouldingShaheen ArihaОценок пока нет
- PACE Unscrambler Manual - EnglishДокумент184 страницыPACE Unscrambler Manual - EnglishĐình KiênОценок пока нет
- Operation Manual: Front/Back Labeler Model CVC 400Документ112 страницOperation Manual: Front/Back Labeler Model CVC 400Brandon MendozaОценок пока нет
- INDOSA Technology: The World's No. 1 in Can MachineryДокумент25 страницINDOSA Technology: The World's No. 1 in Can Machinery高金辉Оценок пока нет
- DBK Series Reciprocating Booster Air CompressorsДокумент4 страницыDBK Series Reciprocating Booster Air CompressorsJunaid AhmedОценок пока нет
- CPX Series Pet Rotary Stretch Blow Molding Machine: English V ErsionДокумент32 страницыCPX Series Pet Rotary Stretch Blow Molding Machine: English V ErsionIMPRESIONES CARLOSОценок пока нет
- Manual 120726 Blow Moulding PDFДокумент31 страницаManual 120726 Blow Moulding PDFrize1159Оценок пока нет
- Automatic Pet Stretch Blow MoldingДокумент3 страницыAutomatic Pet Stretch Blow MoldingdivineengineeringОценок пока нет
- Innofill DMG Filling PhasesДокумент10 страницInnofill DMG Filling PhasesdingobkОценок пока нет
- Catalogo CAM 2017 EspanaДокумент68 страницCatalogo CAM 2017 Espanameriem.rssfОценок пока нет
- HS SLSMAN 01 Rev.W - Pasteurizer 520 115V Operation ManualДокумент33 страницыHS SLSMAN 01 Rev.W - Pasteurizer 520 115V Operation ManualErick LoganОценок пока нет
- Use and Instruction Manual: Headquarters C.so Alba 81/83 - 12043 Canale (CN) ITALYДокумент52 страницыUse and Instruction Manual: Headquarters C.so Alba 81/83 - 12043 Canale (CN) ITALYGabriel SimbañaОценок пока нет
- Manual de Uso y Mantenimiento Llenadora Lineal - TeknoiceДокумент170 страницManual de Uso y Mantenimiento Llenadora Lineal - TeknoiceGerente de Mtto Helados CaliОценок пока нет
- Retailer Sector Innovation: Esterform Packaging Final Report – March 2007Документ23 страницыRetailer Sector Innovation: Esterform Packaging Final Report – March 2007bum110481Оценок пока нет
- 6 Heads Automatic Filling MachineДокумент10 страниц6 Heads Automatic Filling MachineCITRO GREENОценок пока нет
- Solanum Mexico Blister Packaging MachineДокумент7 страницSolanum Mexico Blister Packaging MachineHumberto GonzálezОценок пока нет
- Operation Manual: FWM1200 FWM1200AДокумент27 страницOperation Manual: FWM1200 FWM1200AnicolasОценок пока нет
- 1 Blomax e PDFДокумент15 страниц1 Blomax e PDFDevan FairzОценок пока нет
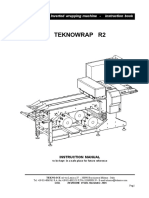
- Teknowrap R2: Inverted Wrapping Machine - Instruction BookДокумент63 страницыTeknowrap R2: Inverted Wrapping Machine - Instruction Bookbenfran210Оценок пока нет
- Operation Manual: Shrink Packing MachineДокумент14 страницOperation Manual: Shrink Packing MachineFelipe LorcaОценок пока нет
- Company Profile PT. Kinar Prospek TeknologiДокумент16 страницCompany Profile PT. Kinar Prospek TeknologiOcky Hendrawan LimansagitaОценок пока нет
- SBO+Universal+HR ENДокумент8 страницSBO+Universal+HR ENquyОценок пока нет
- TEKNOLINE - Instruction ManualДокумент172 страницыTEKNOLINE - Instruction Manualbenfran210Оценок пока нет
- PET Bottle Water Filling Machine 2500BPHДокумент14 страницPET Bottle Water Filling Machine 2500BPHHuong NguyenОценок пока нет
- M4 M6 Q Series ManualДокумент26 страницM4 M6 Q Series ManualleoОценок пока нет
- DairiesДокумент6 страницDairiesAhmet MetinОценок пока нет
- 10.CPGSymposium GEAДокумент21 страница10.CPGSymposium GEAAhmet MetinОценок пока нет
- Bottle Unscrambling SystemsДокумент2 страницыBottle Unscrambling SystemsAhmet MetinОценок пока нет
- Carbonated Soft Drink PDFДокумент4 страницыCarbonated Soft Drink PDFSyed Ali Humza RizviОценок пока нет
- Liquifil DsДокумент2 страницыLiquifil DsAhmet MetinОценок пока нет
- Accutek Product Guide 2011-2012Документ78 страницAccutek Product Guide 2011-2012Ahmet MetinОценок пока нет
- 2011 ThermoShape Brochure WebДокумент16 страниц2011 ThermoShape Brochure WeblandoОценок пока нет
- Flexicon Generalbrochure Low FacingДокумент13 страницFlexicon Generalbrochure Low FacingAhmet MetinОценок пока нет
- Heat Set Testing Hot Fill Machine & Quench CoolerДокумент2 страницыHeat Set Testing Hot Fill Machine & Quench CoolerAhmet MetinОценок пока нет
- Casestudy Khs Final e 15614833Документ4 страницыCasestudy Khs Final e 15614833Ahmet MetinОценок пока нет
- 053 - Filler - Counter Pressure Carbonator FL-14Документ2 страницы053 - Filler - Counter Pressure Carbonator FL-14Ahmet MetinОценок пока нет
- Pharmaceutical Packaging - An Overview Including Some Considerations For PaediatricsДокумент43 страницыPharmaceutical Packaging - An Overview Including Some Considerations For PaediatricsAhmet MetinОценок пока нет
- 2011 ThermoShape Brochure WebДокумент16 страниц2011 ThermoShape Brochure WeblandoОценок пока нет
- Ipd Plastics PrimerДокумент2 страницыIpd Plastics PrimerAhmet MetinОценок пока нет
- Vigo Brewers Brochure LOWДокумент16 страницVigo Brewers Brochure LOWAhmet MetinОценок пока нет
- A Water Tublng Capper: OftubingДокумент1 страницаA Water Tublng Capper: OftubingAhmet MetinОценок пока нет
- Vs1 Mps PackagingДокумент2 страницыVs1 Mps PackagingAhmet MetinОценок пока нет
- A Water Tublng Capper: OftubingДокумент1 страницаA Water Tublng Capper: OftubingAhmet MetinОценок пока нет
- 2014 AMCO CatalogДокумент19 страниц2014 AMCO CatalogAhmet MetinОценок пока нет
- Sparkling Wine: Closures Bottles Cappers Neck Chillers Disgorging-D Dosing Fillers Carbonation CorkingДокумент6 страницSparkling Wine: Closures Bottles Cappers Neck Chillers Disgorging-D Dosing Fillers Carbonation CorkingAhmet MetinОценок пока нет
- Raverkar PresentationДокумент33 страницыRaverkar PresentationAhmet MetinОценок пока нет
- C13 r0 13 SincroTriBloc UKДокумент9 страницC13 r0 13 SincroTriBloc UKAhmet MetinОценок пока нет
- Webcast/Onsite Auction: IndustrialДокумент8 страницWebcast/Onsite Auction: IndustrialAhmet MetinОценок пока нет
- Microsoft Word - Understanding The ROPP ProcessДокумент14 страницMicrosoft Word - Understanding The ROPP ProcesspremrrsОценок пока нет
- Raverkar PresentationДокумент33 страницыRaverkar PresentationAhmet MetinОценок пока нет
- FB Mar07Документ4 страницыFB Mar07Ahmet MetinОценок пока нет
- PdfimgeДокумент20 страницPdfimgeAhmet MetinОценок пока нет
- Steady Hopper: Beer SpecificationsДокумент2 страницыSteady Hopper: Beer SpecificationsAhmet MetinОценок пока нет
- Neck HandlingДокумент2 страницыNeck HandlingAhmet MetinОценок пока нет
- Mobil Nuto H Series TdsДокумент2 страницыMobil Nuto H Series TdswindiОценок пока нет
- Service QualityДокумент11 страницService QualityMang Abdul RohmatОценок пока нет
- Dr Vikas Sharma communication trainer resumeДокумент3 страницыDr Vikas Sharma communication trainer resumesubhankar daОценок пока нет
- Optimum Propeller Design Using Computerized MethodДокумент10 страницOptimum Propeller Design Using Computerized MethodPavan KishoreОценок пока нет
- Manual CleviteДокумент180 страницManual CleviteJacko JaraОценок пока нет
- Chapter 3Документ12 страницChapter 3Adet the moralistaemОценок пока нет
- Psa 3000Документ2 страницыPsa 3000diegoh_silvaОценок пока нет
- Honda S2000 (00-03) Service ManualДокумент0 страницHonda S2000 (00-03) Service Manualmcustom1Оценок пока нет
- Article - Content Management Maturity ModelДокумент4 страницыArticle - Content Management Maturity Modelprasannalaldas100% (3)
- ServiceLink Release 4.94 Upgrade InstructionsДокумент4 страницыServiceLink Release 4.94 Upgrade InstructionsOsvaldo Mamani TiconaОценок пока нет
- Nonlinear Analyses For Thermal Cracking in The Design of Concrete StructuresДокумент8 страницNonlinear Analyses For Thermal Cracking in The Design of Concrete Structuresmohammed_fathelbabОценок пока нет
- Dissertation Grosser 2012 PDFДокумент359 страницDissertation Grosser 2012 PDFPanos Sp0% (1)
- Curriculum Design CharacteristicsДокумент1 страницаCurriculum Design Characteristicsapi-326028506Оценок пока нет
- Enum Types JavaДокумент3 страницыEnum Types JavaAmandeep PuniaОценок пока нет
- Lecture 6 Cairo UniversityДокумент20 страницLecture 6 Cairo UniversityWRAIОценок пока нет
- J Control - DX 9100 Digital ControllerДокумент104 страницыJ Control - DX 9100 Digital Controlleramhosny640% (1)
- HRMS Applicant Assessment FormДокумент12 страницHRMS Applicant Assessment FormDivya KakumanuОценок пока нет
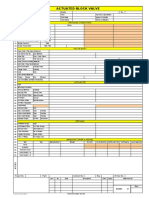
- DSS2060D Actuated Block Valve DatasheetДокумент1 страницаDSS2060D Actuated Block Valve Datasheetkrishna kumarОценок пока нет
- 60-500 KV High Voltage-Gallery PDFДокумент33 страницы60-500 KV High Voltage-Gallery PDFuzakcilОценок пока нет
- Astm Peel TestДокумент2 страницыAstm Peel TestIvander GultomОценок пока нет
- The Kitchen Science of Crystals Lesson 4Документ3 страницыThe Kitchen Science of Crystals Lesson 4api-239297797Оценок пока нет
- Second Year Hall Ticket DownloadДокумент1 страницаSecond Year Hall Ticket DownloadpanditphotohouseОценок пока нет
- Project Management ProcessДокумент23 страницыProject Management ProcessMuhammad Sajid Saeed100% (2)
- D000-EL-701 Rev 4Документ19 страницD000-EL-701 Rev 4Sardar PerdawoodОценок пока нет
- Bifold Corporate - CatalogueДокумент6 страницBifold Corporate - CatalogueZeeshan KhanОценок пока нет
- Vibration PPV EstimationДокумент8 страницVibration PPV EstimationJensen TanОценок пока нет
- SwiggyДокумент5 страницSwiggyAravind NarayanОценок пока нет
- Sfrac Notes 61 SolДокумент73 страницыSfrac Notes 61 Soldean-stiОценок пока нет
- Support Vector Machines & Kernels: David Sontag New York UniversityДокумент19 страницSupport Vector Machines & Kernels: David Sontag New York UniversityramanadkОценок пока нет
- Digital Circuit SimulatorДокумент7 страницDigital Circuit SimulatorPratik V PandhareОценок пока нет