Вам также может понравиться
- Class P6A6Документ24 страницыClass P6A6SalimОценок пока нет
- Proposed Welding Procedure Specification (PWPS) : REV:A3Документ1 страницаProposed Welding Procedure Specification (PWPS) : REV:A3Shanawas Abdul RazakОценок пока нет
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmДокумент1 страницаWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Документ1 913 страницPipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- RTCC Manual WPS Approval WE-WPS-001Документ7 страницRTCC Manual WPS Approval WE-WPS-001Akansha SharmaОценок пока нет
- Utoc Preliminary Wps Shell Project 270807 PDFДокумент55 страницUtoc Preliminary Wps Shell Project 270807 PDFErick HoganОценок пока нет
- Mechanical Test 1Документ21 страницаMechanical Test 1Manoranjan sharmaОценок пока нет
- Piping and Pipelines Network DesignДокумент3 страницыPiping and Pipelines Network DesignOmar EzzatОценок пока нет
- Surface Tension Transfer (STT) Pipe WeldingДокумент3 страницыSurface Tension Transfer (STT) Pipe WeldingahmedОценок пока нет
- 4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For SiskaДокумент7 страниц4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For Siskau04ajf3Оценок пока нет
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Документ4 страницыProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabОценок пока нет
- Wps Mma PipeДокумент2 страницыWps Mma PipeDimitris NikouОценок пока нет
- WPS NMB 001Документ6 страницWPS NMB 001mohamed nasserОценок пока нет
- WPS MS 01C Rev. 0Документ1 страницаWPS MS 01C Rev. 0alinor_tnОценок пока нет
- Curriculum Vitae: Total Experience 18.1 YearsДокумент7 страницCurriculum Vitae: Total Experience 18.1 Yearskbpatel123Оценок пока нет
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreДокумент3 страницыWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniОценок пока нет
- ITP Fuel Fillter (J-1001) Rev10+Документ9 страницITP Fuel Fillter (J-1001) Rev10+DjokoОценок пока нет
- Wps 1010 IfrДокумент28 страницWps 1010 IfrSyed Mahmud Habibur RahmanОценок пока нет
- Hot Tap Daily Welding Report 1Документ1 страницаHot Tap Daily Welding Report 1Jamal BakhtОценок пока нет
- PipingДокумент158 страницPipingmiteshmayurОценок пока нет
- Fabrication Procedure For Piping Pr-Skm-24a18012019164730Документ4 страницыFabrication Procedure For Piping Pr-Skm-24a18012019164730Danang Edi Prasetyo100% (1)
- WPS PQR-05Документ10 страницWPS PQR-05Ranjan KumarОценок пока нет
- WPS PQR Procedure PDFДокумент31 страницаWPS PQR Procedure PDFsudeesh kumarОценок пока нет
- Wps MainlineДокумент5 страницWps MainlineAlfian FebriansyahОценок пока нет
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsДокумент11 страницCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONОценок пока нет
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Документ2 страницыLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidОценок пока нет
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Документ1 страницаWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaОценок пока нет
- WPS 2014-002 006 - 6G PipeДокумент3 страницыWPS 2014-002 006 - 6G PipejeswinОценок пока нет
- Welder ID Card BRE KarahaДокумент5 страницWelder ID Card BRE KarahaHerruSetiawan100% (1)
- WPQ Template (Asme Ix) No LogoДокумент4 страницыWPQ Template (Asme Ix) No LogorcpretoriusОценок пока нет
- PWPS Fillet WeldДокумент2 страницыPWPS Fillet WeldUgonnaОценок пока нет
- Welding Variable Calculator AS1554.1Документ2 страницыWelding Variable Calculator AS1554.1Alin TomozeiОценок пока нет
- API Welding Procedure Specification PDFДокумент3 страницыAPI Welding Procedure Specification PDFBob LeeОценок пока нет
- Welding Procedure Qualification Record: Shipyard LogoДокумент4 страницыWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- TopCoreBelco 101 FCДокумент9 страницTopCoreBelco 101 FCCesar ArellanoОценок пока нет
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDДокумент9 страниц2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanОценок пока нет
- QA-R-04 - Visual Inspection ReportДокумент1 страницаQA-R-04 - Visual Inspection ReportvinothОценок пока нет
- 17-020-Ms-002 Welding For Fuel Gas r2Документ53 страницы17-020-Ms-002 Welding For Fuel Gas r2Alaa M. GhazalahОценок пока нет
- WPS ListДокумент2 страницыWPS ListAdeel OmerОценок пока нет
- STD 1104 - Welding of Pipelines and Related FacilitiesДокумент38 страницSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilОценок пока нет
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQДокумент4 страницы163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Calified Welding Procedures List Aplicable For ASD TUG 2810 YN513513Документ11 страницCalified Welding Procedures List Aplicable For ASD TUG 2810 YN513513Costin RotaruОценок пока нет
- Asme WPS Demo PWHT PDFДокумент3 страницыAsme WPS Demo PWHT PDFGanesh rohitОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- WPS - 017Документ12 страницWPS - 017MAT-LIONОценок пока нет
- Al Jalhami Cont. & Trad. Co.: Qa/QcДокумент2 страницыAl Jalhami Cont. & Trad. Co.: Qa/QcRichard PeriyanayagamОценок пока нет
- WPS PQR PDFДокумент23 страницыWPS PQR PDFtomj9104Оценок пока нет
- 12.6 Welding Procedures List (Li-002)Документ31 страница12.6 Welding Procedures List (Li-002)Ana GameroОценок пока нет
- Welding Procedure Specification (WPS) : N.A N.AДокумент1 страницаWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiОценок пока нет
- Welding Proposed Pwps For Our Jubail WorkДокумент2 страницыWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WPS Asme IxДокумент4 страницыWPS Asme Ixjcarlosherrerac7100% (1)
- Form Wps JBL09-2011Документ2 страницыForm Wps JBL09-2011fawad aliОценок пока нет
- CV - Fabio Madeira en - 082018Документ3 страницыCV - Fabio Madeira en - 082018inspetorfabiomadeiraОценок пока нет
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsДокумент7 страницCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONОценок пока нет
- N0200003 - NEW-F201-0 - Inspection & Test PlanДокумент3 страницыN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliОценок пока нет
- Welding Procedure Welding Procedure Specification SpecificationДокумент2 страницыWelding Procedure Welding Procedure Specification SpecificationHamid MansouriОценок пока нет
- 57 PQRДокумент13 страниц57 PQRAbdul Tri Hamdani HamdaniОценок пока нет
- Welding Presentation by NoreastДокумент78 страницWelding Presentation by Noreastravi00098Оценок пока нет
- Hot-Rolled Coils For The Manufacture of Large-Diameter PipesДокумент2 страницыHot-Rolled Coils For The Manufacture of Large-Diameter PipesismailinesОценок пока нет
- Volume3A MechДокумент321 страницаVolume3A MechAdeel JamilОценок пока нет
- TOPSOE KBR Damage Mechanisms Causes and PreventionДокумент121 страницаTOPSOE KBR Damage Mechanisms Causes and Preventionjonnie myersОценок пока нет
- P No QaДокумент11 страницP No QadhasdjОценок пока нет
- CH 3Документ3 страницыCH 3Viraaj SinghОценок пока нет
- Bolt Depot - Bolt Grade Markings and Strength ChartДокумент2 страницыBolt Depot - Bolt Grade Markings and Strength ChartKiara Ticangan Argel100% (1)
- Aquazinc Water Based Zinc Flake Coating by Dip Spin ProcessДокумент3 страницыAquazinc Water Based Zinc Flake Coating by Dip Spin Processkdhakane9460Оценок пока нет
- Thermal Expansion CalculatorДокумент2 страницыThermal Expansion CalculatorPriyanathan ThayalanОценок пока нет
- Prosthetic Dentistry 1916Документ1 248 страницProsthetic Dentistry 1916lotusfrog100% (1)
- G-277 Cancamo CrosbyДокумент1 страницаG-277 Cancamo CrosbyDavid Borja HuarachiОценок пока нет
- Borates in Wire Drawing: Technical BulletinДокумент4 страницыBorates in Wire Drawing: Technical BulletinNguyen Thanh TrungОценок пока нет
- Howrah (Wire Drawing and Galvanising) Cluster: S.No. Name of Unit Address Contact Person Contact NoДокумент2 страницыHowrah (Wire Drawing and Galvanising) Cluster: S.No. Name of Unit Address Contact Person Contact NoVishal Kumar ShawОценок пока нет
- Normazione 52861: Cold Rolled Steels Cold Worked Strips and PlatesДокумент5 страницNormazione 52861: Cold Rolled Steels Cold Worked Strips and PlatesRizwanAliОценок пока нет
- Environmentally Safe VCI/MCI TechnologiesДокумент8 страницEnvironmentally Safe VCI/MCI TechnologiesOscarОценок пока нет
- Test: Test Method(s) : Corrosion:: Tests)Документ4 страницыTest: Test Method(s) : Corrosion:: Tests)Sheik Mohamed AliОценок пока нет
- A666-15 Standard Specification For Annealed or Cold-Worked Austenitic Stainless Steel Sheet, Strip, Plate, and Flat BarДокумент8 страницA666-15 Standard Specification For Annealed or Cold-Worked Austenitic Stainless Steel Sheet, Strip, Plate, and Flat Bartjt4779100% (2)
- Die Casting PDFДокумент16 страницDie Casting PDFGokul PrabuОценок пока нет
- Rusting WorksheetДокумент2 страницыRusting WorksheetSelwah Hj AkipОценок пока нет
- Pilani Campus: Practice, EDD, BITS PilaniДокумент3 страницыPilani Campus: Practice, EDD, BITS PilaniRitik GuptaОценок пока нет
- Do You Supply Similar Materials?: SAE J404 Grade 4130Документ3 страницыDo You Supply Similar Materials?: SAE J404 Grade 4130ALEX MURPHYОценок пока нет
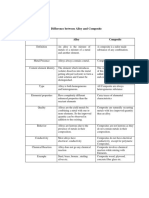
- Difference Between Alloy and Composite Word FinalДокумент2 страницыDifference Between Alloy and Composite Word FinalMehedi HasanОценок пока нет
- Aws Wps PQR FormДокумент2 страницыAws Wps PQR FormHamid MansouriОценок пока нет
- Sapa Thermal ManagementДокумент8 страницSapa Thermal Managementwww.profilalouminio.comОценок пока нет
- Fig. 4 Fig. 4 Fig. 3 Fig. 4: 3.2.2. Analysis of Microscopic Appearance of Fatigue FractureДокумент7 страницFig. 4 Fig. 4 Fig. 3 Fig. 4: 3.2.2. Analysis of Microscopic Appearance of Fatigue FractureLuis HiguerasОценок пока нет
- ACE Battery Knives ENДокумент4 страницыACE Battery Knives ENr0ll3rОценок пока нет
- General Requirements For Wire Rods and Coarse Round Wire, Alloy Steel (Metric)Документ9 страницGeneral Requirements For Wire Rods and Coarse Round Wire, Alloy Steel (Metric)Paulo GalvãoОценок пока нет
- Carbon Alloy Steel Stainless SteelДокумент4 страницыCarbon Alloy Steel Stainless Steelaswar_mhОценок пока нет
- Böhler CM 5-Ig: TIG Rod, High-Alloyed, Creep ResistantДокумент1 страницаBöhler CM 5-Ig: TIG Rod, High-Alloyed, Creep Resistantwesley59Оценок пока нет
- B 654 - B 654M - 03 - Qjy1nc9cnju0ts1sruqДокумент7 страницB 654 - B 654M - 03 - Qjy1nc9cnju0ts1sruqZahid AnwerОценок пока нет
- Polyethylene: Assembly Name: Water Pump FixtureДокумент1 страницаPolyethylene: Assembly Name: Water Pump FixtureRAJAОценок пока нет
- Temper Embrittlement - J and X FactorДокумент2 страницыTemper Embrittlement - J and X Factorgovimano100% (2)
- A582A582M-12e1 Standard Specification For Free-Machining Stainless Steel BarsДокумент4 страницыA582A582M-12e1 Standard Specification For Free-Machining Stainless Steel Barstjt4779Оценок пока нет