Вам также может понравиться
- Estructura metálica muros cortafuegoДокумент19 страницEstructura metálica muros cortafuegorodrigo0% (1)
- Submittals Lamina de Acero Inox Item 14Документ16 страницSubmittals Lamina de Acero Inox Item 14Jimmy CastroОценок пока нет
- PLL Afo Eett Pint GramДокумент19 страницPLL Afo Eett Pint GramBraian FernandezОценок пока нет
- Especificación Técnica de Pintura D23-0300-45EE-0002 Proyecto: D23 - Alimentación de Carga Fría A Reactor Mediante SlingerДокумент24 страницыEspecificación Técnica de Pintura D23-0300-45EE-0002 Proyecto: D23 - Alimentación de Carga Fría A Reactor Mediante SlingerJDGM01Оценок пока нет
- CAP15021-C2-5700-15-CS-102 - Prep de Sup y Aplicacion de RecubrimientosДокумент23 страницыCAP15021-C2-5700-15-CS-102 - Prep de Sup y Aplicacion de RecubrimientosSonia Liset Mamani HuamaniОценок пока нет
- GP-19-01-01 EspañolДокумент28 страницGP-19-01-01 EspañolAngel Calderon EcheОценок пока нет
- Mi09h060 260 3 Et 003 - R2Документ22 страницыMi09h060 260 3 Et 003 - R2rfm23Оценок пока нет
- Paquetizacion de Equipos Sobre SkitДокумент18 страницPaquetizacion de Equipos Sobre SkitLenin Marcel Fajardo AlmeidaОценок пока нет
- Fabricacion de Tuberias en TallerДокумент15 страницFabricacion de Tuberias en TallerMayumi Lopez RojasОценок пока нет
- 1703CAP12051 210 3 ET 104 - Rev0 PDFДокумент47 страниц1703CAP12051 210 3 ET 104 - Rev0 PDFAARON_1982Оценок пока нет
- T01-ETM-SV-305 - 3 ETG Pintura de EquiposДокумент22 страницыT01-ETM-SV-305 - 3 ETG Pintura de EquiposGaston ContrerasОценок пока нет
- ANEXO 16.2 Especificación de Tuberías. Hoja de DatosДокумент22 страницыANEXO 16.2 Especificación de Tuberías. Hoja de DatosRenzo100% (1)
- Arenado y PinturaДокумент20 страницArenado y PinturaMelissa RodriguezОценок пока нет
- SR 001 05 0036 0000 03 25 0003 - 0Документ11 страницSR 001 05 0036 0000 03 25 0003 - 0Erick Francia DiazОценок пока нет
- Análisis Constructibilidad Planta CobreДокумент17 страницAnálisis Constructibilidad Planta Cobrenchocano19770% (1)
- EETT Suministro RPДокумент111 страницEETT Suministro RPcarlos augusto acosta huertaОценок пока нет
- Gdp-J-For-009 - Procedimiento de Tratamiento Superficial Rev.1Документ17 страницGdp-J-For-009 - Procedimiento de Tratamiento Superficial Rev.1Henry GonzalezОценок пока нет
- 02 Esp Tec - Inst. Hidraulicas 20-10-17Документ29 страниц02 Esp Tec - Inst. Hidraulicas 20-10-17yuniorfredОценок пока нет
- Accesorios Metal PostesДокумент19 страницAccesorios Metal PostesJJesusОценок пока нет
- Procedimiento de Inspeccion VisualДокумент22 страницыProcedimiento de Inspeccion VisualGabriel D. RodriguezОценок пока нет
- Suministro de Manifolds de FRP para proyecto Minera El Tesoro C-403Документ28 страницSuministro de Manifolds de FRP para proyecto Minera El Tesoro C-403PROYECTOMS100% (2)
- NTC5401Документ8 страницNTC5401RodolfoMarínОценок пока нет
- Panel Boards Especificación Técnica SMCVДокумент9 страницPanel Boards Especificación Técnica SMCVGiancarlo Yacasi100% (1)
- ACUED CUCHILLO 2 TDR SOLDADURA DEL CONDUCTOR Rev BДокумент16 страницACUED CUCHILLO 2 TDR SOLDADURA DEL CONDUCTOR Rev BDaniel CortesОценок пока нет
- Piping Clase de Tuberias 1000Документ44 страницыPiping Clase de Tuberias 1000Juan Carlos GarayОценок пока нет
- Fabricación y Montaje de Estructuras Metálicas Rev 0Документ37 страницFabricación y Montaje de Estructuras Metálicas Rev 0Sebastian DiazОценок пока нет
- Et-601 Ductos MetalicosДокумент14 страницEt-601 Ductos Metalicosmordelon468Оценок пока нет
- Et 0000 0 000 01 757 - R3Документ36 страницEt 0000 0 000 01 757 - R3David DiazОценок пока нет
- Mx036-Pl-5502-Gs-026 - 9 - Afc Procedimiento de Reparacion Revestimiento Fbe Tubos 42Документ31 страницаMx036-Pl-5502-Gs-026 - 9 - Afc Procedimiento de Reparacion Revestimiento Fbe Tubos 42Jorge Isaac Lara RamosОценок пока нет
- NTC5401 PDFДокумент74 страницыNTC5401 PDFjavoidea6965260% (1)
- NTC5401 PDFДокумент74 страницыNTC5401 PDFjavierleon827Оценок пока нет
- Et 0000 0 000 01 757 - 1Документ32 страницыEt 0000 0 000 01 757 - 1clulloaОценок пока нет
- Eett-03 Accesorios de Utilizacion Ie - PrimaxДокумент14 страницEett-03 Accesorios de Utilizacion Ie - PrimaxDavid Checa CervantesОценок пока нет
- 000 3 Et 003Документ17 страниц000 3 Et 003Frank Sedano RuttiОценок пока нет
- Igp1 5800002548 Et 6 003 - 0Документ11 страницIgp1 5800002548 Et 6 003 - 0Luis GarcesОценок пока нет
- Baranda PDFДокумент4 страницыBaranda PDFJOSE ROJASОценок пока нет
- Proc para Pintura IndustrialДокумент15 страницProc para Pintura IndustrialLU1228Оценок пока нет
- Etapa 2 SimulacionДокумент22 страницыEtapa 2 SimulacionMarlon GutierrezОценок пока нет
- GI18301002 100 10 ET 001 Tuberías Válvulas y AccesoriosДокумент52 страницыGI18301002 100 10 ET 001 Tuberías Válvulas y AccesoriosPablo García PeñaОценок пока нет
- Especificación técnica tuberías proyecto ampliaciónДокумент221 страницаEspecificación técnica tuberías proyecto ampliaciónPablo García PeñaОценок пока нет
- Caseta Despachador DetallesДокумент20 страницCaseta Despachador DetallesJose GuzmánОценок пока нет
- Pintura de Equipos, Tuberías y AccesoriosДокумент13 страницPintura de Equipos, Tuberías y Accesoriosvrsalazar62Оценок пока нет
- Plan de Calidad 2Документ39 страницPlan de Calidad 2eduardore.arc100% (1)
- Especificaciones Tecnicas de Suministro MTДокумент112 страницEspecificaciones Tecnicas de Suministro MTMARIA JULIET ALFARO CHACHAPOYASОценок пока нет
- Especificaciones Técnicas de Suministro de Equipos y MaterialsДокумент15 страницEspecificaciones Técnicas de Suministro de Equipos y MaterialsRoxana Ticona MamaniОценок пока нет
- CIME 16019 M ET 04 - B Especificación Técnica de PinturaДокумент13 страницCIME 16019 M ET 04 - B Especificación Técnica de PinturaLuis CONDORI SOTOОценок пока нет
- 170025-4602 Rev 3.fabricación e Instalación de TuberíaДокумент18 страниц170025-4602 Rev 3.fabricación e Instalación de Tuberíaantonio100% (1)
- NS-01 Criterios de Diseño EstructuralДокумент12 страницNS-01 Criterios de Diseño EstructuralAlejandroОценок пока нет
- Separadoes APIДокумент10 страницSeparadoes APIJONATHAN BONIFAZОценок пока нет
- Soportes tuberíasДокумент59 страницSoportes tuberíasSonya Lovera100% (1)
- Espme 00001 BДокумент19 страницEspme 00001 Brodrigo caceresОценок пока нет
- EN 000 3 ET 0001 1 - EscondidaДокумент16 страницEN 000 3 ET 0001 1 - EscondidaCESAR CANEOОценок пока нет
- 02 - EETT Accesorios de PostesДокумент11 страниц02 - EETT Accesorios de PostesNilo CasasОценок пока нет
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Conformado y curvado en la fabricación de tuberías. FMEC0108От EverandConformado y curvado en la fabricación de tuberías. FMEC0108Оценок пока нет
- Interpretación de planos en soldadura. FMEC0210От EverandInterpretación de planos en soldadura. FMEC0210Рейтинг: 4.5 из 5 звезд4.5/5 (3)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309От EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Рейтинг: 5 из 5 звезд5/5 (1)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210От EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Рейтинг: 5 из 5 звезд5/5 (1)
- Soldadura MAG de chapas de acero al carbono. FMEC0210От EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Оценок пока нет
- Valvula 18540 SP IMДокумент2 страницыValvula 18540 SP IMAngelTinoco100% (1)
- Aws WJ Esp 201804Документ52 страницыAws WJ Esp 201804mayata100% (1)
- Anexo M - Aws d.15 - 2015Документ10 страницAnexo M - Aws d.15 - 2015AngelTinocoОценок пока нет
- Carta de Presentacion - Testing Service Group S A CДокумент13 страницCarta de Presentacion - Testing Service Group S A CAngelTinocoОценок пока нет
- Anexo Q 2015Документ12 страницAnexo Q 2015AngelTinocoОценок пока нет
- Procedimiento de Pintado - Proyecto ChailhuagonДокумент9 страницProcedimiento de Pintado - Proyecto ChailhuagonAngelTinocoОценок пока нет
- Anexo P Aws d1.5 2015Документ2 страницыAnexo P Aws d1.5 2015AngelTinocoОценок пока нет
- Revista Aws American Welding Society Enero 2016Документ60 страницRevista Aws American Welding Society Enero 2016FrancoAcevedoPascualОценок пока нет
- Anexo Q 2015Документ12 страницAnexo Q 2015AngelTinocoОценок пока нет
- Anexo N Aws d1.5 2015Документ3 страницыAnexo N Aws d1.5 2015AngelTinocoОценок пока нет
- Metodos de Precalentamiento - AWS D1.5-2015Документ10 страницMetodos de Precalentamiento - AWS D1.5-2015AngelTinocoОценок пока нет
- Anexo I - Aws d1.5 - 2015Документ2 страницыAnexo I - Aws d1.5 - 2015AngelTinocoОценок пока нет
- Procedimiento de pinturaДокумент7 страницProcedimiento de pinturaAngelTinocoОценок пока нет
- Plan de Calidad OT-20201 - ChailhuagonДокумент10 страницPlan de Calidad OT-20201 - ChailhuagonAngelTinocoОценок пока нет
- QAP-575-12 Rev 1Документ15 страницQAP-575-12 Rev 1AngelTinocoОценок пока нет
- QAP-575-12 Rev 1Документ15 страницQAP-575-12 Rev 1AngelTinocoОценок пока нет
- Pie 575-12 Rev 1Документ3 страницыPie 575-12 Rev 1AngelTinocoОценок пока нет
- Hudbay Reporte de Conductividad Constancia Esmetal 25.07.13 Rcch.Документ1 страницаHudbay Reporte de Conductividad Constancia Esmetal 25.07.13 Rcch.AngelTinocoОценок пока нет
- Failure Analysis (Rca) - Dorissa - DesbloqueadoДокумент20 страницFailure Analysis (Rca) - Dorissa - DesbloqueadoAngelTinocoОценок пока нет
- Responsabilidad GerencialДокумент10 страницResponsabilidad GerencialAngelTinocoОценок пока нет
- PQR Asme #01Документ2 страницыPQR Asme #01AngelTinocoОценок пока нет
- Productos No ConformesДокумент6 страницProductos No ConformesAngelTinocoОценок пока нет
- PQR #03Документ2 страницыPQR #03AngelTinocoОценок пока нет
- Us Ingysold Plant LP 201505Документ2 страницыUs Ingysold Plant LP 201505AngelTinocoОценок пока нет
- PQR Asme #01Документ2 страницыPQR Asme #01AngelTinocoОценок пока нет
- Reportes PQR 003Документ8 страницReportes PQR 003AngelTinocoОценок пока нет
- Sierra Gorda Pintura PDFДокумент37 страницSierra Gorda Pintura PDFEl_memitoОценок пока нет
- PQR #03Документ2 страницыPQR #03AngelTinocoОценок пока нет
- PQR Aws NºДокумент2 страницыPQR Aws NºAngelTinocoОценок пока нет
- PQR Aws #03Документ2 страницыPQR Aws #03AngelTinocoОценок пока нет
- Informe Practica 3Документ5 страницInforme Practica 3Mauricio CasanovaОценок пока нет
- Semana f04 MP Mcu Mcuv Byron 2018-IДокумент6 страницSemana f04 MP Mcu Mcuv Byron 2018-IAdmer Barrios UrbinaОценок пока нет
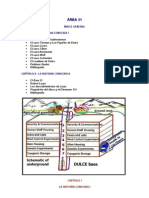
- Disclosure-Mj-12, Dulce, Area 51..Документ63 страницыDisclosure-Mj-12, Dulce, Area 51..Sara Vaquero100% (1)
- Sistemas FAN-COIL para aire acondicionado - características y cálculo de carga térmicaДокумент42 страницыSistemas FAN-COIL para aire acondicionado - características y cálculo de carga térmicahernancau100% (2)
- 7 - Transistores FETДокумент37 страниц7 - Transistores FETAssdsfAsadafsf100% (2)
- Fisica Principio de Arquimedes (By Carrascal)Документ13 страницFisica Principio de Arquimedes (By Carrascal)IñakiОценок пока нет
- Equipo 2 Reporte RefractometríaДокумент13 страницEquipo 2 Reporte RefractometríaEre ReyesОценок пока нет
- EJEMPLO BalanceHIDRICOCOMPLETARДокумент27 страницEJEMPLO BalanceHIDRICOCOMPLETARguillermo malaver rodriguezОценок пока нет
- Qué Es El Método de Las FlexibilidadesДокумент3 страницыQué Es El Método de Las FlexibilidadesnayeliОценок пока нет
- MudloggingДокумент57 страницMudloggingJhon Jairo GonzálezОценок пока нет
- Ejercicios de Fuerza Específica, Cimacio, Vertedero y CompuertaДокумент13 страницEjercicios de Fuerza Específica, Cimacio, Vertedero y Compuertalozano 2000Оценок пока нет
- HidraulicaДокумент3 страницыHidraulicaMiguel Goñi BritoОценок пока нет
- VectoresДокумент17 страницVectoresAbrahan Aslla QuispeОценок пока нет
- p11 Refinacion de Aceite BlanqueadoДокумент8 страницp11 Refinacion de Aceite BlanqueadoTavo Pc0% (1)
- Tanque de Revaporizado Tipo FV-Hoja Técnica PDFДокумент3 страницыTanque de Revaporizado Tipo FV-Hoja Técnica PDFIng Adrian HernandezОценок пока нет
- Efecto JouleДокумент4 страницыEfecto JouleWilson RodriguezОценок пока нет
- Fagor - Lavavajillas - Lj-064Документ17 страницFagor - Lavavajillas - Lj-064MartaE67% (3)
- Solucionario Derivadas ParcialesДокумент3 страницыSolucionario Derivadas Parcialesmiguel zamitizОценок пока нет
- INFORME LABORATORIO Tec de MaterialesДокумент17 страницINFORME LABORATORIO Tec de MaterialesBruno LopezОценок пока нет
- Aplicación en MatematicaДокумент3 страницыAplicación en MatematicaMari MaribelОценок пока нет
- 3.3 La Inmovilizacin Celular y EnzimticaДокумент54 страницы3.3 La Inmovilizacin Celular y Enzimticajaicrag021100% (1)
- Galileo, Newton, Einstein y Tesla, grandes científicosДокумент10 страницGalileo, Newton, Einstein y Tesla, grandes científicosAnonymous etW8Yv3S1Оценок пока нет
- Taller Mediciones HigienicasДокумент27 страницTaller Mediciones HigienicasJohn DuarteОценок пока нет
- RA Purgar de Aire El Sistema de Refrigeración y Comprobar La Estanqueidad Con RespeДокумент2 страницыRA Purgar de Aire El Sistema de Refrigeración y Comprobar La Estanqueidad Con RespeVitaliy KondratyevОценок пока нет
- Bases y Criterios de Diseño INELECTRAДокумент81 страницаBases y Criterios de Diseño INELECTRAwylie01100% (1)
- Avance de TermodinámicaДокумент9 страницAvance de TermodinámicaEduard Palomino MauricioОценок пока нет
- Tracción Indirecta Del ConcretoДокумент21 страницаTracción Indirecta Del ConcretoKeivin W. Floríndez Alvarado100% (1)
- Práctica 3 - 202210-Física BásicaДокумент10 страницPráctica 3 - 202210-Física BásicamatheoОценок пока нет
- Portafolio Fisioterapia Agentes FisicosДокумент6 страницPortafolio Fisioterapia Agentes FisicosfernandaОценок пока нет
- Informe OxigenoДокумент8 страницInforme OxigenoAnonymous Z3r624c50% (2)