Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Formulating Clear Type Beverage Q-NATURALE® White PaperДокумент4 страницыFormulating Clear Type Beverage Q-NATURALE® White PaperIngredion Knowledge Bank100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Conclusion ReportДокумент10 страницConclusion ReportleenzalalОценок пока нет
- Determination of Sulfur Compound in Natural GasДокумент7 страницDetermination of Sulfur Compound in Natural Gasnimasina100% (1)
- Sa 213Документ11 страницSa 213gst ajahОценок пока нет
- Tutorial (Electrochemistry)Документ4 страницыTutorial (Electrochemistry)Amir Aiman AniqОценок пока нет
- KITZ Ball Valve SeatДокумент4 страницыKITZ Ball Valve Seatarachman297988Оценок пока нет
- 10 Chap 3 (Enzymes) F.SC 1st Year Biology Helping NotesДокумент6 страниц10 Chap 3 (Enzymes) F.SC 1st Year Biology Helping NotesMalik ArslanОценок пока нет
- 2021 NYJC H2 Chemistry 9729 P4 (QP)Документ20 страниц2021 NYJC H2 Chemistry 9729 P4 (QP)Allison KhooОценок пока нет
- AlplexДокумент2 страницыAlplexWHWENОценок пока нет
- QP SPC L002 Rev 2 ReferenceДокумент1 страницаQP SPC L002 Rev 2 ReferencekannanОценок пока нет
- Review On Municipal Landfill Leachate and Sequencing Batch Reactor (SBR) TechniqueДокумент10 страницReview On Municipal Landfill Leachate and Sequencing Batch Reactor (SBR) TechniqueSong Nguyen NguyenОценок пока нет
- Dropsmart - Basic EO Chemistry GuideДокумент18 страницDropsmart - Basic EO Chemistry GuideVânia Duarte100% (2)
- MSE 227 HW9 F10 SolutionsДокумент5 страницMSE 227 HW9 F10 Solutionsputri nur shahidaОценок пока нет
- FIAT / CHRYSLER Materials Correspondence: Material Class Fiat CodeДокумент3 страницыFIAT / CHRYSLER Materials Correspondence: Material Class Fiat Coderolo6945Оценок пока нет
- Industrial Perspectives For (Microbial) BiosurfactantsДокумент15 страницIndustrial Perspectives For (Microbial) BiosurfactantslaucyzhangОценок пока нет
- CHEM 209 Chapter 03 Spring 2020.SQДокумент87 страницCHEM 209 Chapter 03 Spring 2020.SQTaanzОценок пока нет
- Expt - Suzuki ReactionДокумент2 страницыExpt - Suzuki ReactionnirajОценок пока нет
- Berger Red Oxide PrimerДокумент3 страницыBerger Red Oxide Primerkrgm333100% (1)
- Material Safety Data Sheet: Your Safety Is Our PriorityДокумент2 страницыMaterial Safety Data Sheet: Your Safety Is Our PriorityPutri CipoetОценок пока нет
- Chapter 19Документ26 страницChapter 19tyobertsОценок пока нет
- Improving Production of LiquidДокумент7 страницImproving Production of LiquidIr. Zainuddin Ginting, M.T Teknik KimiaОценок пока нет
- Anodic Oxidation of Titanium and Its AlloysДокумент17 страницAnodic Oxidation of Titanium and Its AlloysJosé Luis Silva100% (1)
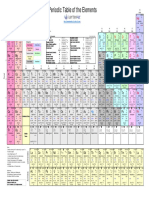
- Periodic Table With Several InfosДокумент1 страницаPeriodic Table With Several InfosBCLОценок пока нет
- Public Note of Genrx PharmaДокумент26 страницPublic Note of Genrx Pharmatowaf57520Оценок пока нет
- Naming Aromatic CompoundsДокумент14 страницNaming Aromatic Compoundssantosmaangelica16100% (1)
- Mass Relationships in Chemical ReactionsДокумент28 страницMass Relationships in Chemical ReactionsAries MalicdemОценок пока нет
- Yr 7 Acids&alkaliДокумент33 страницыYr 7 Acids&alkaliYumni AminОценок пока нет
- Materials Used in Maxillofacial ProsthesisДокумент88 страницMaterials Used in Maxillofacial ProsthesisAkanksha MahajanОценок пока нет
- Solid Liquid Equilibrium, Metastable Zone, and Nucleation Parameters of The Oxalic Acid-Water SystemДокумент4 страницыSolid Liquid Equilibrium, Metastable Zone, and Nucleation Parameters of The Oxalic Acid-Water SystemManishaa Varatha RajuОценок пока нет