Вам также может понравиться
- Hydrogen Fuel Cell EnginesДокумент29 страницHydrogen Fuel Cell EnginesLamphen100% (2)
- List of Oil & Gas CompaniesДокумент3 страницыList of Oil & Gas CompaniesRagerishcire KanaalaqОценок пока нет
- Two-Stage Gasification of Wood With Pre-Heated Air SupplyДокумент5 страницTwo-Stage Gasification of Wood With Pre-Heated Air SupplygvisanОценок пока нет
- Coal Gasification: HistoryДокумент3 страницыCoal Gasification: HistoryTalha Jamil MalikОценок пока нет
- Syngas: 2.1 Steam Methane ReformingДокумент4 страницыSyngas: 2.1 Steam Methane ReformingthetreeoutthewindowОценок пока нет
- 2011 Pyrolysis Oil - Overview of Characteristics and UtilizationДокумент20 страниц2011 Pyrolysis Oil - Overview of Characteristics and UtilizationJean Carlos Gonzalez Hernandez100% (1)
- Grindability TestДокумент8 страницGrindability TestaghilifОценок пока нет
- Platts European Market Scan 040913Документ18 страницPlatts European Market Scan 040913udelmark40% (5)
- Crude Oil Asseys of Selected CrudesДокумент54 страницыCrude Oil Asseys of Selected CrudesSmitha MohanОценок пока нет
- Naphtha Steam Reforming For Hydrogen ProductionДокумент9 страницNaphtha Steam Reforming For Hydrogen ProductionsatishchemengОценок пока нет
- Innovative: Foundry SolutionsДокумент6 страницInnovative: Foundry SolutionsInnovative Foundry SolutionsОценок пока нет
- Impact of Heating Rates On The Vibrated Bulk Density of CPCДокумент23 страницыImpact of Heating Rates On The Vibrated Bulk Density of CPCVinodh KumarОценок пока нет
- ECAT Analysis GuideДокумент12 страницECAT Analysis GuideElder RuizОценок пока нет
- A Primer On The Technology of Biofuel ProductionДокумент28 страницA Primer On The Technology of Biofuel ProductionAnkit MehraОценок пока нет
- Syngas Production Using Natural Gas From The EnvirДокумент19 страницSyngas Production Using Natural Gas From The EnvirAdi Gunawan PrasetiaОценок пока нет
- Chapter No. 1: Catalytic Steam Gasification of MSWДокумент79 страницChapter No. 1: Catalytic Steam Gasification of MSWMUh Ammar100% (1)
- Resid Hydrocracking Better Than Delayed Coking in Case Studies - Oil & Gas JournalДокумент4 страницыResid Hydrocracking Better Than Delayed Coking in Case Studies - Oil & Gas Journalcool_ddОценок пока нет
- Pilot-Scale Pyrolysis of Scrap Tires in A Continuous Rotary Kiln ReactorДокумент13 страницPilot-Scale Pyrolysis of Scrap Tires in A Continuous Rotary Kiln ReactorAlexanderRodriguezGamboaОценок пока нет
- Coal Bed MethaneДокумент9 страницCoal Bed Methanepartha das sharma100% (2)
- Biomass Gasification SearchДокумент680 страницBiomass Gasification SearchgengadharanОценок пока нет
- Thesis Syed AbbasДокумент263 страницыThesis Syed AbbasabubakarОценок пока нет
- Midrex ProcessДокумент13 страницMidrex ProcessAnca Elena100% (1)
- (PDF) Improved Calculation of DiffuserДокумент64 страницы(PDF) Improved Calculation of DiffuserSHIОценок пока нет
- Decarbonize The Natural GasДокумент4 страницыDecarbonize The Natural GasGabriel ColmontОценок пока нет
- 02 - 21 - 2018 - ChE Plant Design - Synthetic Zeolite From Coal Fly Ash (CFA)Документ130 страниц02 - 21 - 2018 - ChE Plant Design - Synthetic Zeolite From Coal Fly Ash (CFA)Juhlian V. SantosОценок пока нет
- Ethanol Production From Sugarcane PDFДокумент2 страницыEthanol Production From Sugarcane PDFKeriОценок пока нет
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesДокумент15 страницCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liОценок пока нет
- Handout: Steps For Design of Furnace & Fired HeaterДокумент7 страницHandout: Steps For Design of Furnace & Fired HeaterReza GhanavatiОценок пока нет
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsОт EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengОценок пока нет
- Heat ExchangersДокумент8 страницHeat ExchangersLiyan Fajar GintaraОценок пока нет
- Chemical Quenching PDFДокумент80 страницChemical Quenching PDFAnonymous MAJuDkОценок пока нет
- Methanol To Gasoline MTG - ExxonmobileДокумент12 страницMethanol To Gasoline MTG - ExxonmobileAkk KolОценок пока нет
- Tyre PyrolysisДокумент6 страницTyre PyrolysisHande CambazОценок пока нет
- Computational Fluid Dynamics Simulation of Coal Gasification in A Circulating Fluidized Bed ReactorДокумент7 страницComputational Fluid Dynamics Simulation of Coal Gasification in A Circulating Fluidized Bed ReactorLucas DinizОценок пока нет
- Simulation and Optimization of Rice Husk Asification Using Intrinsic Reaction Rate Based CFD ModelДокумент10 страницSimulation and Optimization of Rice Husk Asification Using Intrinsic Reaction Rate Based CFD ModelKee BekiОценок пока нет
- 2019-Design of Helical Coil Heat Exchanger For A Mini Power Plant PDFДокумент11 страниц2019-Design of Helical Coil Heat Exchanger For A Mini Power Plant PDFAshish AgrawalОценок пока нет
- Coconut Charcoal BriquettesДокумент10 страницCoconut Charcoal Briquetteswawan iswahyudiОценок пока нет
- Engr. MariamДокумент130 страницEngr. MariamMariam AsgharОценок пока нет
- KeithwrightДокумент37 страницKeithwrightSumit GuptaОценок пока нет
- Synthesis GasДокумент8 страницSynthesis GasTotok IswantoОценок пока нет
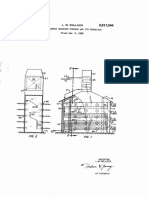
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Документ6 страницDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaОценок пока нет
- Metal Recovery From Waste SludgesДокумент7 страницMetal Recovery From Waste SludgesHugo WizenbergОценок пока нет
- Hydro CarbonДокумент6 страницHydro CarbonAlpesh PatelОценок пока нет
- Modeling of Black Liquor Gasification in Bubbling Fluidized Bed Presentation)Документ20 страницModeling of Black Liquor Gasification in Bubbling Fluidized Bed Presentation)api-3799861Оценок пока нет
- Byproduct Operations and ProcessДокумент8 страницByproduct Operations and ProcessAbhaySnghОценок пока нет
- Boiler Furnace PDFДокумент8 страницBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Оценок пока нет
- Environmental and Economic Analysis of Emerging Plastics Conversion TechnologiesДокумент70 страницEnvironmental and Economic Analysis of Emerging Plastics Conversion TechnologiesHenry JeyssonОценок пока нет
- Seminar Report On Fusion Power PlantДокумент33 страницыSeminar Report On Fusion Power Plantnavin shukla100% (1)
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitДокумент8 страницModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizОценок пока нет
- Fuels & Combustion Technology (Major Elective Û I) (Chemical Group)Документ2 страницыFuels & Combustion Technology (Major Elective Û I) (Chemical Group)raumil123759033% (3)
- Numerical Simulation of Coal Gasification in Entrained Flow Gasifiers With CoalFoamДокумент27 страницNumerical Simulation of Coal Gasification in Entrained Flow Gasifiers With CoalFoamoregano2000Оценок пока нет
- Biomass Fuelled Power PlantДокумент7 страницBiomass Fuelled Power PlantpradeepdeceОценок пока нет
- Utilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical ReviewДокумент9 страницUtilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical Reviewijetrm journalОценок пока нет
- Syngas: Synthetic Gas Synthesis Gas Wood Gas Pyrolysis Gas Producer GasДокумент4 страницыSyngas: Synthetic Gas Synthesis Gas Wood Gas Pyrolysis Gas Producer GasConstantin StanОценок пока нет
- CokemakingTechnologies ComparisonДокумент9 страницCokemakingTechnologies Comparisonkselvan_1100% (1)
- Topsoe Sec Ref Cat RKS 2Документ5 страницTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhОценок пока нет
- Renewable Energy Resources: Introduction & Economic Analysis of A Gasification PlantДокумент36 страницRenewable Energy Resources: Introduction & Economic Analysis of A Gasification PlantfaizanОценок пока нет
- Catschool 1: Prereforming CatalystsДокумент32 страницыCatschool 1: Prereforming CatalystsAbubakar SiddiqОценок пока нет
- First Magnetic Roasting PlantДокумент17 страницFirst Magnetic Roasting PlantranjeevkumarОценок пока нет
- Direct From MidrexДокумент10 страницDirect From MidrexLekhamani YadavОценок пока нет
- Kinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasДокумент8 страницKinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasLina ArevaloОценок пока нет
- Waste Water - Coke PlantДокумент13 страницWaste Water - Coke PlantSejla Becirovic Cehajic100% (1)
- Carbon Black - Group 2Документ12 страницCarbon Black - Group 2Nwachukwu Obanye100% (1)
- 3194 PDF PDFДокумент7 страниц3194 PDF PDFdillipsh123Оценок пока нет
- Kinetics of Fluidized Bed Iron Ore ReductionДокумент8 страницKinetics of Fluidized Bed Iron Ore ReductionMaulana RakhmanОценок пока нет
- 1 Koytsoumpa 2017Документ14 страниц1 Koytsoumpa 2017AlejandraОценок пока нет
- Integration of Gasification With Thermal Residue Conversion in RefineriesДокумент15 страницIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810Оценок пока нет
- Turbulence and Molecular Processes in CombustionОт EverandTurbulence and Molecular Processes in CombustionT. TakenoОценок пока нет
- Algae Wheel BrochureДокумент4 страницыAlgae Wheel BrochureAldrin SinkalaОценок пока нет
- DE Module 1Документ13 страницDE Module 1AVERAGEОценок пока нет
- Steps To Improve Your Crude Oil TradingДокумент3 страницыSteps To Improve Your Crude Oil TradingBhagwati AdvisoryОценок пока нет
- Your Storage Checklist For STIHL GasolineДокумент2 страницыYour Storage Checklist For STIHL Gasolinehasan.cepuОценок пока нет
- Producer Gas Stove - Design Fabrication and Evaluation of Thermal PerformanceДокумент8 страницProducer Gas Stove - Design Fabrication and Evaluation of Thermal PerformanceyascheОценок пока нет
- Ugljonosni Baseni SvetaДокумент26 страницUgljonosni Baseni SvetaZerin KarahusicОценок пока нет
- 1 IntroДокумент55 страниц1 IntroNivedhan GandhiОценок пока нет
- Third Series by DR - SalimДокумент50 страницThird Series by DR - SalimWessam EssamОценок пока нет
- 9 Energy Balance and GHG Inventory SpreadsheetДокумент227 страниц9 Energy Balance and GHG Inventory SpreadsheetQuyền MinhОценок пока нет
- P&I Diagram For Butane and Propane Transfer From Ship To IPPL TankДокумент1 страницаP&I Diagram For Butane and Propane Transfer From Ship To IPPL TankPrakash JoshiОценок пока нет
- Prop Gas Natural PDFДокумент88 страницProp Gas Natural PDFDaniel Pastor OrtíОценок пока нет
- Mdo & Mgo: Diesel Customer Information No. 295Документ4 страницыMdo & Mgo: Diesel Customer Information No. 295Sameer MalikОценок пока нет
- Problem StatementДокумент13 страницProblem StatementMuler Lrkdxrp0% (1)
- Fossil Fuels HomeworkДокумент4 страницыFossil Fuels Homeworkern97xjj100% (1)
- LS Week 50Документ4 страницыLS Week 50capt_rvalerosjrОценок пока нет
- 2019 Genoil Website Investor PresentationДокумент30 страниц2019 Genoil Website Investor Presentationswaggeroni yololoОценок пока нет
- Glossary of Energy and Financial TermsДокумент2 страницыGlossary of Energy and Financial TermsBodegon PataerataОценок пока нет
- 11 ACV HidrogenoДокумент15 страниц11 ACV Hidrogenoluis felipe hernandez capachoОценок пока нет
- Properties of Liquid FuelsДокумент5 страницProperties of Liquid FuelsAbigail MonisОценок пока нет
- Esab /oxweld Esab /oxweld: Style Replacement Tips Style Replacement TipsДокумент1 страницаEsab /oxweld Esab /oxweld: Style Replacement Tips Style Replacement TipsJhon Jairo Arango MarquezОценок пока нет
- Alcance Proyecto CartagenaДокумент3 страницыAlcance Proyecto CartagenamarraezОценок пока нет
- P10 Steven GustДокумент37 страницP10 Steven GustRaka BachtiaraОценок пока нет