Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Smart Ant TechnologyДокумент9 страницSmart Ant TechnologyArshad KvОценок пока нет
- PG Admissions, IIT KanpurДокумент2 страницыPG Admissions, IIT KanpurSankha Subhra BhattacharjeeОценок пока нет
- Smart Antennas: Beam-Forming BasicsДокумент1 страницаSmart Antennas: Beam-Forming BasicsSankha Subhra BhattacharjeeОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Auto Post To All Facebook Groups in One ClickДокумент6 страницAuto Post To All Facebook Groups in One ClickSankha Subhra BhattacharjeeОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Smart Antennas: Beam-Forming BasicsДокумент1 страницаSmart Antennas: Beam-Forming BasicsSankha Subhra BhattacharjeeОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Test Bank For The Psychology of Health and Health Care A Canadian Perspective 5th EditionДокумент36 страницTest Bank For The Psychology of Health and Health Care A Canadian Perspective 5th Editionload.notablewp0oz100% (37)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Honda IzyДокумент16 страницHonda IzyTerry FordОценок пока нет
- Mathematics - Mathematics of Magic - A Study in Probability, Statistics, Strategy and Game Theory XДокумент32 страницыMathematics - Mathematics of Magic - A Study in Probability, Statistics, Strategy and Game Theory XHarish HandОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- What You Need To Know About Your Drive TestДокумент12 страницWhat You Need To Know About Your Drive TestMorley MuseОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Flow of FoodДокумент2 страницыFlow of FoodGenevaОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Bgrim 1q2022Документ56 страницBgrim 1q2022Dianne SabadoОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- EX200Документ7 страницEX200shubbyОценок пока нет
- PetrifiedДокумент13 страницPetrifiedMarta GortОценок пока нет
- Spectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Документ2 страницыSpectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Widiyanto WiwidОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Manual de Operacion y MantenimientoДокумент236 страницManual de Operacion y MantenimientoalexОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Soundarya Lahari Yantras Part 6Документ6 страницSoundarya Lahari Yantras Part 6Sushanth Harsha100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Dynalift Sed0804679lДокумент1 страницаDynalift Sed0804679lzaryab khanОценок пока нет
- Animal Health ChecklistДокумент4 страницыAnimal Health ChecklistcapsfastОценок пока нет
- Fire Prevention Plan Template - FINAL 5-30-08Документ5 страницFire Prevention Plan Template - FINAL 5-30-08Peter GeorgeОценок пока нет
- Guideline - Research ProposalДокумент38 страницGuideline - Research ProposalRASОценок пока нет
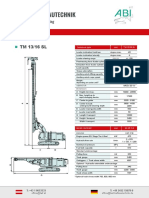
- ABI TM 13 16 SL - EngДокумент1 страницаABI TM 13 16 SL - EngJuan Carlos Benitez MartinezОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Reaserch On Effect of Social Media On Academic Performance: Study On The Students of University of DhakaДокумент27 страницReaserch On Effect of Social Media On Academic Performance: Study On The Students of University of DhakaFatema Tuz Johoora88% (114)
- Backwards Design - Jessica W Maddison CДокумент20 страницBackwards Design - Jessica W Maddison Capi-451306299100% (1)
- CAREДокумент11 страницCARELuis SementeОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Vieworks DR Panel BrochureДокумент8 страницVieworks DR Panel Brochuretito goodОценок пока нет
- Crisis of The World Split Apart: Solzhenitsyn On The WestДокумент52 страницыCrisis of The World Split Apart: Solzhenitsyn On The WestdodnkaОценок пока нет
- 1 PBДокумент7 страниц1 PBIndah Purnama TaraОценок пока нет
- Extract The .Msi FilesДокумент2 страницыExtract The .Msi FilesvladimirОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- MolnarДокумент8 страницMolnarMaDzik MaDzikowskaОценок пока нет
- Concrete Specification (BS8500)Документ3 страницыConcrete Specification (BS8500)teh100% (1)
- Coal Bottom Ash As Sand Replacement in ConcreteДокумент9 страницCoal Bottom Ash As Sand Replacement in ConcretexxqОценок пока нет
- Body Systems Portfolio - Tommy JДокумент8 страницBody Systems Portfolio - Tommy Japi-554072790Оценок пока нет
- KMKT Pra PSPM ANS SCHEMEДокумент16 страницKMKT Pra PSPM ANS SCHEMEElda AldaОценок пока нет
- Current Trends and Issues in Nursing ManagementДокумент8 страницCurrent Trends and Issues in Nursing ManagementMadhu Bala81% (21)
- Enrico Fermi Pioneer of The at Ted GottfriedДокумент156 страницEnrico Fermi Pioneer of The at Ted GottfriedRobert Pérez MartinezОценок пока нет