Вам также может понравиться
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Soldadura MAG de chapas de acero al carbono. FMEC0210От EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Оценок пока нет
- WPQ Proyecto BaquedanoДокумент5 страницWPQ Proyecto BaquedanoJonathan OlavarriaОценок пока нет
- Homologacion de Soldador de Carlos TorresДокумент2 страницыHomologacion de Soldador de Carlos TorresEdgar DiazОценок пока нет
- Certificado Calificacion Soldador ASME IXДокумент1 страницаCertificado Calificacion Soldador ASME IXRjvPoquiОценок пока нет
- PQR 004Документ8 страницPQR 004arielxxvОценок пока нет
- LC-WPQ-01 (LC-519) FirmadoДокумент1 страницаLC-WPQ-01 (LC-519) FirmadoFrancis QuispeОценок пока нет
- WPQ QW484 B EspañolДокумент2 страницыWPQ QW484 B Españolgeny965809100% (1)
- Experiencia laboral soldadorДокумент32 страницыExperiencia laboral soldadorElvin Dante Vera VillanesОценок пока нет
- RM PQR 001Документ2 страницыRM PQR 001Valdez NGОценок пока нет
- Soldador CalificadoДокумент1 страницаSoldador CalificadoFelix BoyerОценок пока нет
- W-14 SPC-003Документ1 страницаW-14 SPC-003danielОценок пока нет
- LC-WPQ-02 (LC-799)Документ1 страницаLC-WPQ-02 (LC-799)Francis Quispe100% (1)
- Wpq-Curso-2015Документ71 страницаWpq-Curso-2015Limbert Ramos RicaldeОценок пока нет
- WPQ - Doc Versión 1Документ2 страницыWPQ - Doc Versión 1WaldomiroCanoОценок пока нет
- Homologacion Se Soldadores y Procedimientos Segun ASMEДокумент3 страницыHomologacion Se Soldadores y Procedimientos Segun ASMEmlmodОценок пока нет
- Wps Asme UniДокумент7 страницWps Asme UniMatefermatОценок пока нет
- Asme - 001 - Swps-Ac-Gmaw-001Документ2 страницыAsme - 001 - Swps-Ac-Gmaw-001eduardoОценок пока нет
- Presentacion Curso de Inspeccion Visual Ascoospetroleros RV 1Документ55 страницPresentacion Curso de Inspeccion Visual Ascoospetroleros RV 1Marvin William Montes Cristo100% (1)
- Calificación de Soldador Franklin Pineda (W2) para Rangos de Espesor y PosiciónДокумент1 страницаCalificación de Soldador Franklin Pineda (W2) para Rangos de Espesor y Posiciónfrancis alberto espinosa perezОценок пока нет
- Informe de La Especificacion de Soldadura WPSДокумент8 страницInforme de La Especificacion de Soldadura WPSjrОценок пока нет
- WPQ QW484 A EspañolДокумент2 страницыWPQ QW484 A Españolgeny965809100% (1)
- PREGUNTAS ASME - Con Respuestas - 2011aДокумент9 страницPREGUNTAS ASME - Con Respuestas - 2011aBZ Percy100% (2)
- Danilo Lemus 3G Es 6010 7018 PDFДокумент1 страницаDanilo Lemus 3G Es 6010 7018 PDFarrancatetasОценок пока нет
- Aeis Test Francisco CruzДокумент1 страницаAeis Test Francisco CruzBj CastanedaОценок пока нет
- 03.1calificacion de Soldador Javier Vega Bonilla FirmadoДокумент1 страница03.1calificacion de Soldador Javier Vega Bonilla Firmadojavier ayalaОценок пока нет
- WeldoverlayДокумент6 страницWeldoverlayÀngel RodriguezОценок пока нет
- Preguntas AsmeДокумент8 страницPreguntas AsmeHumberto Ernesto Di Ciccio100% (3)
- 001-SGT-PQR-6G-SMAW-Rev.01Документ2 страницы001-SGT-PQR-6G-SMAW-Rev.01Victor Hugo Tuanama GarciaОценок пока нет
- PQR, WPS-HomologacionesДокумент6 страницPQR, WPS-HomologacionesVictor Hugo Tuanama Garcia100% (1)
- API 1104-b20120620 - SPДокумент31 страницаAPI 1104-b20120620 - SPMario MolinaОценок пока нет
- WPQ AsmeДокумент8 страницWPQ AsmeArmando JoyaОценок пока нет
- Miguel Ortega ZeladaДокумент2 страницыMiguel Ortega ZeladaCarlos Lluen AquinoОценок пока нет
- Registro de calificación de soldador SUPERFICIALESДокумент1 страницаRegistro de calificación de soldador SUPERFICIALESdanielОценок пока нет
- Rooc BalbinДокумент2 страницыRooc BalbinCarlos Lluen AquinoОценок пока нет
- Calificacon Paso A Paso PlanchaДокумент16 страницCalificacon Paso A Paso PlanchaJonathan OlavarriaОценок пока нет
- Calificacion de SoldadorДокумент2 страницыCalificacion de SoldadorLuis RamirezОценок пока нет
- Registro de calificación de soldadorДокумент2 страницыRegistro de calificación de soldadorLuis RamirezОценок пока нет
- WPQ SMAW 6G-NHCh93-2023Документ2 страницыWPQ SMAW 6G-NHCh93-2023William ŽfОценок пока нет
- Aeis Test Amilcar LopezДокумент1 страницаAeis Test Amilcar LopezBj CastanedaОценок пока нет
- Wps para Soldar Botones de Recubrimiento de TachosДокумент2 страницыWps para Soldar Botones de Recubrimiento de TachosreinaldoОценок пока нет
- 001-SGT-WPS-6G-SMAW-Rev.01xlsxДокумент2 страницы001-SGT-WPS-6G-SMAW-Rev.01xlsxVictor Hugo Tuanama GarciaОценок пока нет
- Proyecto de aula WPS: Desarrollo del soporte de una máquina de ensayos de fátigaДокумент11 страницProyecto de aula WPS: Desarrollo del soporte de una máquina de ensayos de fátigamatyОценок пока нет
- SIRA AMGICIE 2002 0936 - r0Документ2 страницыSIRA AMGICIE 2002 0936 - r0pedro ylarretaОценок пока нет
- Calificacion SOLDADORДокумент2 страницыCalificacion SOLDADORAnonymous tVXaV5ojОценок пока нет
- 9519-Q-PS-01 REV.B - Calificación Procedimiento de Soldadura PQR WPSДокумент94 страницы9519-Q-PS-01 REV.B - Calificación Procedimiento de Soldadura PQR WPSAbel muñoz cortesОценок пока нет
- PQR (RCP) N1003 RC P 13 3Документ20 страницPQR (RCP) N1003 RC P 13 3LU1228Оценок пока нет
- Formato PQR 1,2Документ10 страницFormato PQR 1,2evic_76654Оценок пока нет
- Asme - 001 - Swps-Ac-Gmaw-001 BusaДокумент2 страницыAsme - 001 - Swps-Ac-Gmaw-001 BusaeduardoОценок пока нет
- Muestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Документ2 страницыMuestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Aries MarteОценок пока нет
- Wpq-Asme Ix - JCCHДокумент1 страницаWpq-Asme Ix - JCCHangel cuyaОценок пока нет
- Ser-2890024-Pro19-016 Especificación Del Procedimiento de Soldadura (Wps y PQR) Según Asme Ix Rev. CДокумент23 страницыSer-2890024-Pro19-016 Especificación Del Procedimiento de Soldadura (Wps y PQR) Según Asme Ix Rev. CDiego CatacoraОценок пока нет
- REGISTRO DE CALIFICACION DE SOLDADORESДокумент2 страницыREGISTRO DE CALIFICACION DE SOLDADORESErick OlavarriaОценок пока нет
- Calificacion Paso A Paso Del Soldador CoДокумент16 страницCalificacion Paso A Paso Del Soldador CoOsly Alvarez cruz100% (1)
- Formulario WPQ ASMEДокумент5 страницFormulario WPQ ASMEHugo Ortega100% (1)
- 3687 W WP 000002 - 1 PDFДокумент13 страниц3687 W WP 000002 - 1 PDFlucianaОценок пока нет
- 0302 Gms WPQ Maquisant 06 18 - Jose Paredes 6gДокумент1 страница0302 Gms WPQ Maquisant 06 18 - Jose Paredes 6gNoemi ParedesОценок пока нет
- Calificacion SoldadoresДокумент1 страницаCalificacion SoldadoresDairo Damian MelendezОценок пока нет
- PQR HDP PN 16 160 MMДокумент4 страницыPQR HDP PN 16 160 MMminero01Оценок пока нет
- MonelДокумент6 страницMonelHectorОценок пока нет
- Adherencia de Pintura CUENCAMEДокумент5 страницAdherencia de Pintura CUENCAMEUltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Ayuda Visual DWG Std-oi-In-d I00042Документ1 страницаAyuda Visual DWG Std-oi-In-d I00042UltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Soldaduras Tipo PDFДокумент110 страницSoldaduras Tipo PDFSergio Rivera Seals100% (1)
- Calibracion Decibeles USM GO NOVIEMBRE 2017Документ1 страницаCalibracion Decibeles USM GO NOVIEMBRE 2017UltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Epoch III 98320911Документ3 страницыEpoch III 98320911UltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- GuiaДокумент2 страницыGuiaUltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Diccionario para IngenierosДокумент677 страницDiccionario para IngenierosAlexSora100% (10)
- Asme B31Q 2010español PDFДокумент102 страницыAsme B31Q 2010español PDFJuan Carlos Cortez83% (6)
- A1.1 2001 PVДокумент10 страницA1.1 2001 PVUltrasonidoIndustrialMonclovaSendycca0% (1)
- Catalogo de PerfilesДокумент24 страницыCatalogo de Perfilesozzy22Оценок пока нет
- Diccionario para IngenierosДокумент677 страницDiccionario para IngenierosAlexSora100% (10)
- ULTRASONIDOДокумент17 страницULTRASONIDOUltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- WPS Precalificado AURIN FCAWДокумент6 страницWPS Precalificado AURIN FCAWUltrasonidoIndustrialMonclovaSendycca100% (2)
- Catalogo de PerfilesДокумент24 страницыCatalogo de Perfilesozzy22Оценок пока нет
- Arri WPQ Aws 28 Nov 2016Документ3 страницыArri WPQ Aws 28 Nov 2016UltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Curso Ins VisualДокумент167 страницCurso Ins VisualJesús Antonio Fnts MrlsОценок пока нет
- Vyesa Reporte PinturaДокумент4 страницыVyesa Reporte PinturaUltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Fasemex (2-16)Документ1 страницаFasemex (2-16)UltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Movimiento Regeneracion JovenesДокумент1 страницаMovimiento Regeneracion JovenesUltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Copia de Fasemex (108-16)Документ1 страницаCopia de Fasemex (108-16)UltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- SKM 36317050411290Документ6 страницSKM 36317050411290UltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Carta de Recomendacion JulioДокумент1 страницаCarta de Recomendacion JulioUltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- ConstanciaДокумент1 страницаConstanciaUltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- Trituracion y MoliendaДокумент53 страницыTrituracion y MoliendaUltrasonidoIndustrialMonclovaSendyccaОценок пока нет
- M4 E1 Politicas PDFДокумент16 страницM4 E1 Politicas PDFElizabeth DivastoОценок пока нет
- Funciones y SimplificacionesДокумент8 страницFunciones y SimplificacionesSuany GonzalezОценок пока нет
- 004 Linea de Productos Industriales Mobil2Документ68 страниц004 Linea de Productos Industriales Mobil2Jose De la CruzОценок пока нет
- La Calidad Total - SepДокумент136 страницLa Calidad Total - SepFernando Portillo CabreraОценок пока нет
- Poe, Richard - Las Siete Trampas para Un PrincipianteДокумент11 страницPoe, Richard - Las Siete Trampas para Un PrincipianteSebastian Serrati Ruiz DiazОценок пока нет
- Procedimiento de Auditorias InternasДокумент3 страницыProcedimiento de Auditorias InternasNichan StepanianОценок пока нет
- ARTECHE CT smART-RC-Plus ESДокумент16 страницARTECHE CT smART-RC-Plus ESFELIX ALEJANDRO VALENZUELA ARAUZОценок пока нет
- 03 Capitulo Respuesta Dinamica BДокумент19 страниц03 Capitulo Respuesta Dinamica BYHON FREDY MORA BETANCOURTОценок пока нет
- Diseño de marca eco ambiental para productora audiovisualДокумент7 страницDiseño de marca eco ambiental para productora audiovisualRonald Cristian Gamba Lozano100% (2)
- Fut Ugel 01 SubdirectoresДокумент2 страницыFut Ugel 01 SubdirectoresMartin Torres PizarroОценок пока нет
- Text AloudДокумент1 страницаText AloudJuan Francisco Zapata EspinosaОценок пока нет
- PP - Crear Pre Planificación (MD61)Документ5 страницPP - Crear Pre Planificación (MD61)michael carpinteroОценок пока нет
- AmericanДокумент4 страницыAmericanpepepateatraseros_01Оценок пока нет
- 001 Precedimiento Borrar Falla LINE CAP FAILURE 17-04-16Документ2 страницы001 Precedimiento Borrar Falla LINE CAP FAILURE 17-04-16limbertgvfni100% (1)
- Requisitos TesisДокумент1 страницаRequisitos TesisLuis GutierrezОценок пока нет
- CircuitosIntegrados JoseCruz 659018465Документ12 страницCircuitosIntegrados JoseCruz 659018465Javier SaraviaОценок пока нет
- Redes PertДокумент7 страницRedes PertPatricia SantosОценок пока нет
- Catalogo LOWARAДокумент13 страницCatalogo LOWARAcvproyectos.01Оценок пока нет
- El Lider Frente Al Cambio CopiДокумент67 страницEl Lider Frente Al Cambio CopiZAYDAОценок пока нет
- Caso Práctico 7 Hacking Big - PharmaДокумент2 страницыCaso Práctico 7 Hacking Big - PharmaDe madrid Al cieloОценок пока нет
- Unidad de ElectrocirugíaДокумент34 страницыUnidad de ElectrocirugíacamilaОценок пока нет
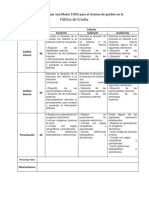
- Rúbrica FODAДокумент1 страницаRúbrica FODACarlos De Gracia NúñezОценок пока нет
- Guía para El Análisis de Un Caso de Estudio de GopДокумент2 страницыGuía para El Análisis de Un Caso de Estudio de Gopsupreme limoОценок пока нет
- Exp. Cepillado y PlaneadoДокумент18 страницExp. Cepillado y PlaneadoHillary Tapia AcostaОценок пока нет
- Cuestionario Semana 05 (C2-2) - Revisión de IntentosДокумент9 страницCuestionario Semana 05 (C2-2) - Revisión de IntentosIVANA NOEMI LA TORRE VILCAОценок пока нет
- Programacion de ComputadorasДокумент143 страницыProgramacion de ComputadorasAndrea CruzОценок пока нет
- Ficha Seleccion Alumnos AspasiaДокумент2 страницыFicha Seleccion Alumnos AspasiaSile SolutionsОценок пока нет
- Trabajo ASI Final de RespaldoДокумент43 страницыTrabajo ASI Final de Respaldosteven santillanОценок пока нет
- Garantia Syand by y Cartas FianzasДокумент30 страницGarantia Syand by y Cartas FianzasMaria MontenegroОценок пока нет
- Traducción de acta de nacimiento brasileñaДокумент2 страницыTraducción de acta de nacimiento brasileñaSuelen Demex100% (1)