Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Biology Unit 2 For Cape ExaminationsДокумент275 страницBiology Unit 2 For Cape ExaminationsArmaggedon85% (13)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Storage Tank Design For Lactic Acid ProductionДокумент30 страницStorage Tank Design For Lactic Acid ProductionPrabuddha GopeОценок пока нет
- Barbicide MsdsДокумент3 страницыBarbicide MsdstudorcerneaОценок пока нет
- Technical Textiles Application in DifferentДокумент149 страницTechnical Textiles Application in DifferentAredaОценок пока нет
- Chemical EOR S2 1Документ199 страницChemical EOR S2 1Amry Sitompul100% (1)
- 2013v12 New Guide PDFДокумент4 страницы2013v12 New Guide PDFlucianolimapgecivОценок пока нет
- Water Quality in El Malecón: Colegio Bilingue New Horizons Global Expo 2018 High SchoolДокумент11 страницWater Quality in El Malecón: Colegio Bilingue New Horizons Global Expo 2018 High SchoolLeonard PolancoОценок пока нет
- Concrete Manure TanksДокумент4 страницыConcrete Manure Tanksshivas34regalОценок пока нет
- Installation Manual For Bifacial PV M OduleДокумент20 страницInstallation Manual For Bifacial PV M OdulejosepablohgОценок пока нет
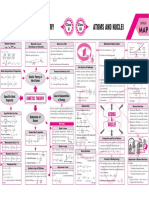
- KInatics Theory and Atom and Nuclie MMДокумент1 страницаKInatics Theory and Atom and Nuclie MMSanjay GuptaОценок пока нет
- Special Safety Practices For CSL2Документ1 страницаSpecial Safety Practices For CSL2ipliprensОценок пока нет
- Using An Automatic PipetteДокумент6 страницUsing An Automatic PipetteMaria Jayiera Alkiela Pe�alesОценок пока нет
- MDI Synonyms, Acronyms, and CAS Registry Numbers: November 2001, Diisocyanates PanelДокумент4 страницыMDI Synonyms, Acronyms, and CAS Registry Numbers: November 2001, Diisocyanates Panelnur34Оценок пока нет
- Chapter 13: SolutionsДокумент18 страницChapter 13: SolutionsBSОценок пока нет
- From Cellulosomes To Cellulosomics: THE Chemical RecordДокумент14 страницFrom Cellulosomes To Cellulosomics: THE Chemical RecordsajjalОценок пока нет
- Nadcap 2020Документ4 страницыNadcap 2020amirkhakzad498Оценок пока нет
- Hygienic Air Handling Unit CatalogueДокумент27 страницHygienic Air Handling Unit Cataloguemoataz medhatОценок пока нет
- Selective Oxidation of Secondary AlcoholsДокумент24 страницыSelective Oxidation of Secondary AlcoholsFernando Silva BetimОценок пока нет
- Molykote Lubrication BrochureДокумент12 страницMolykote Lubrication BrochureLiam MoylanОценок пока нет
- Octostat 50Документ1 страницаOctostat 50chayanunОценок пока нет
- Tufail ResumeДокумент3 страницыTufail ResumeAsif Fareed QaisraniОценок пока нет
- PorosityДокумент25 страницPorosityMichael AndersonОценок пока нет
- Binding Energy Worksheet - 3Документ4 страницыBinding Energy Worksheet - 3Ysabela BernardoОценок пока нет
- FumigationДокумент2 страницыFumigationJeje ChouОценок пока нет
- Atago PAL-1 Refractometer Instruction ManualДокумент5 страницAtago PAL-1 Refractometer Instruction ManualJosé CamposОценок пока нет
- Boq 153501Документ28 страницBoq 153501kamakhyaguri pwdОценок пока нет
- Somalia Pharmaceutical Export DataДокумент21 страницаSomalia Pharmaceutical Export DataSingh PushpanjaliОценок пока нет
- Preparation of Standard Solutions and Acid-Base TitrationДокумент4 страницыPreparation of Standard Solutions and Acid-Base TitrationJhon Jasper ApanОценок пока нет
- Unit 3: Aldehydes and Ketones: EngageДокумент10 страницUnit 3: Aldehydes and Ketones: Engagejerome timmangoОценок пока нет
- Sucker Rod Accessory CatДокумент8 страницSucker Rod Accessory CatMohamedShafieОценок пока нет