Вам также может понравиться
- Ejercicio 12 y 13Документ2 страницыEjercicio 12 y 13Byron TerceroОценок пока нет
- Ejemplo Modelo Six SigmaДокумент17 страницEjemplo Modelo Six SigmaJosimark Gonzalez AveiroОценок пока нет
- Project Charter LSSGBДокумент4 страницыProject Charter LSSGBLuis Alberto CL100% (1)
- La Cohesion y El Rendimiento en Deportes de EquipoДокумент7 страницLa Cohesion y El Rendimiento en Deportes de EquipoAlejandra AnzeОценок пока нет
- Platon - El BanqueteДокумент102 страницыPlaton - El BanqueteCar Armar ArmarОценок пока нет
- Kepler Johannes - El Secreto Del UniversoДокумент272 страницыKepler Johannes - El Secreto Del UniversoLuis Serra73% (15)
- Lima Traves Prensa PDFДокумент155 страницLima Traves Prensa PDFHugo F. Garcia ChavarinОценок пока нет
- Muda de Productos DefectuososДокумент16 страницMuda de Productos DefectuososKuroi Kanjō NashiОценок пока нет
- PS015 TrabajoДокумент10 страницPS015 TrabajoMaria Jose Valdes100% (3)
- UNIDAD I Control Estadístico de Calidad.Документ87 страницUNIDAD I Control Estadístico de Calidad.Sandra Montenegro100% (1)
- Los 5 Pasos de FocalizaciónДокумент2 страницыLos 5 Pasos de FocalizaciónAndy MerinoОценок пока нет
- Cuestionario CSSSSДокумент1 страницаCuestionario CSSSSSebas Diaz100% (1)
- De Qué Manera Los Flujos de Cadena de Suministro Afectan El Éxito o El Fracaso de Una Compañía Cómo AmazonДокумент3 страницыDe Qué Manera Los Flujos de Cadena de Suministro Afectan El Éxito o El Fracaso de Una Compañía Cómo AmazonMARYPAZ YAMILE ÑAHUIS SIRIACOОценок пока нет
- Ensayo La CarreraДокумент5 страницEnsayo La CarreraSoriBausmaОценок пока нет
- Cuestionario Part DayДокумент12 страницCuestionario Part DayDaybeth JoОценок пока нет
- A1 - T6 Investigacion DocumentalДокумент31 страницаA1 - T6 Investigacion DocumentalAndrea EscobedoОценок пока нет
- Herramientas Aplicables Según Etapa Del DMAICДокумент99 страницHerramientas Aplicables Según Etapa Del DMAICMariana PiñaОценок пока нет
- Ejercicio 4Документ3 страницыEjercicio 4alondriuxОценок пока нет
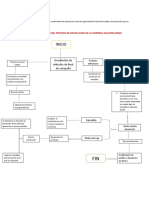
- Inicio: Diagrama de Flujo Del Proceso de Devolucion de La Empresa JuguetelandiaДокумент3 страницыInicio: Diagrama de Flujo Del Proceso de Devolucion de La Empresa Juguetelandiafiorela cardosoОценок пока нет
- Equipo #3 - FMEA - Gel Antibacterial - Rev. 2Документ4 страницыEquipo #3 - FMEA - Gel Antibacterial - Rev. 2Cristian PonceОценок пока нет
- Taller Bodega HernandezДокумент12 страницTaller Bodega HernandezWalter Cuellar0% (1)
- Unidad 4 Abc Max y MinДокумент13 страницUnidad 4 Abc Max y Minangela4kressОценок пока нет
- Resumen Sesion 16 Capitulo 12 Pronosticos Chase AquilanoДокумент13 страницResumen Sesion 16 Capitulo 12 Pronosticos Chase AquilanoLevis J. Alaña V.Оценок пока нет
- Casos Cap 10Документ2 страницыCasos Cap 10EimyОценок пока нет
- Actividad 5Документ4 страницыActividad 5Roberto CabreraОценок пока нет
- La Aplicación de La Teoría de RestriccionesДокумент3 страницыLa Aplicación de La Teoría de RestriccionesMarcos UchihaОценок пока нет
- Two Weeks.Документ3 страницыTwo Weeks.Fernando Aquino BaezОценок пока нет
- Caso U4Документ4 страницыCaso U4Rolan XzОценок пока нет
- Taller Auditoria y Evaluacion 24 Junio 18 FINALДокумент9 страницTaller Auditoria y Evaluacion 24 Junio 18 FINALBeltenebros Peña PobreОценок пока нет
- PRIMER PARCIAL 2020 InterДокумент3 страницыPRIMER PARCIAL 2020 InterVale MarrugoОценок пока нет
- Taller 3 Administracion de La ProduccionДокумент1 страницаTaller 3 Administracion de La Produccionjuan manuelОценок пока нет
- Distribución Orientada Al ProcesoДокумент7 страницDistribución Orientada Al Procesomariana chavez blasОценок пока нет
- Ejercicio Nivel de Servicio Libreria NavidadДокумент2 страницыEjercicio Nivel de Servicio Libreria NavidadJose William Granados50% (2)
- Logística y La Teoría de RestriccionesДокумент2 страницыLogística y La Teoría de RestriccionesJ Isaac OrtizОценок пока нет
- Trabajo Final InvopeДокумент17 страницTrabajo Final InvopeSofia ArancibiaОценок пока нет
- Amef y Poka YokeДокумент4 страницыAmef y Poka YokeLuis David Orozco HerreraОценок пока нет
- El Despliegue de La Función de Calidad QFDДокумент16 страницEl Despliegue de La Función de Calidad QFDNoé StradaОценок пока нет
- Un Modelo RS en Logística de ReversaДокумент11 страницUn Modelo RS en Logística de ReversaJHOSMAR_22Оценок пока нет
- Principios Lean Thinking - InfografíaДокумент2 страницыPrincipios Lean Thinking - InfografíaANTONELLA DEL ROCIO LEON QUINTANILLAОценок пока нет
- #Estudio de Caso #1 - TDDДокумент1 страница#Estudio de Caso #1 - TDDEsther Rodriguez Choque100% (1)
- Seis Sigma Normas ISO: Normas Básicas de Calidad en Los Procesos de Manufactura e IngenieríaДокумент3 страницыSeis Sigma Normas ISO: Normas Básicas de Calidad en Los Procesos de Manufactura e IngenieríaVictor BorromeoОценок пока нет
- Definicion LogisticaДокумент5 страницDefinicion LogisticaMiriamОценок пока нет
- Practica 5Документ5 страницPractica 5Roberto Emmanuel AlvarezОценок пока нет
- Introducción. Cuestionario Del Artículo de Simulación Managing The Simulation ProjectДокумент3 страницыIntroducción. Cuestionario Del Artículo de Simulación Managing The Simulation Projectluis salazarОценок пока нет
- Ejercicio de Programación Línea EnteraДокумент1 страницаEjercicio de Programación Línea Enteradahiana marinОценок пока нет
- Aplicación Del Árbol de Mínima Expansión en La Empresa DicsaДокумент9 страницAplicación Del Árbol de Mínima Expansión en La Empresa Dicsapollo alvaradoОценок пока нет
- BI, Ventajas y DesventajasДокумент1 страницаBI, Ventajas y Desventajaseduardo tapiaОценок пока нет
- Asignación NДокумент1 страницаAsignación Nlibroscuentaspremium100% (1)
- Hielo FocaДокумент3 страницыHielo FocaDiego Fernando Vega ForeroОценок пока нет
- Almacenes Jit y Kanban (Millan Sarmiento Victor Guadalupe)Документ3 страницыAlmacenes Jit y Kanban (Millan Sarmiento Victor Guadalupe)Victor Millan100% (2)
- Sesión 13 - Parte 2 - Gestión de La Calidad - HerramientasДокумент49 страницSesión 13 - Parte 2 - Gestión de La Calidad - HerramientasFabian ValenciaОценок пока нет
- Cuestionario ApqpДокумент3 страницыCuestionario ApqpRoberto Peredo MuñozОценок пока нет
- Pregunta 20 y 5Документ1 страницаPregunta 20 y 5Yoyner Alexander Pineda pazОценок пока нет
- Segundo Parcial II 18Документ4 страницыSegundo Parcial II 18Osvaldo UreñaОценок пока нет
- IO Proyecto FinalДокумент21 страницаIO Proyecto FinalGutierrez ErikОценок пока нет
- El Jit Dentro de La Cadena de Suministros y Los Procesos de Manufactura.Документ3 страницыEl Jit Dentro de La Cadena de Suministros y Los Procesos de Manufactura.JAVIERОценок пока нет
- Grupo 1Документ25 страницGrupo 1Keneth0% (1)
- Tráfico en La LogisticaДокумент1 страницаTráfico en La LogisticaYoshirita EsquivelОценок пока нет
- LalaДокумент20 страницLalaDiego Manuel Sanchez PerezОценок пока нет
- Tarea 3.1 Tipos de AlmacénДокумент12 страницTarea 3.1 Tipos de AlmacénBicytourОценок пока нет
- 1.3 Manejo de Materiales - Selección de Equipo - Alumno LicДокумент7 страниц1.3 Manejo de Materiales - Selección de Equipo - Alumno LicDayan Celorio GomezОценок пока нет
- Zona RiderДокумент15 страницZona RiderElias Diaz DiazОценок пока нет
- Seis Sigma Actividad 3Документ7 страницSeis Sigma Actividad 3Grecia MaldonadoОценок пока нет
- Dialnet AplicacionDeSeisSigmaEnUnaMicroempresaDelRamoAutom 3829811Документ8 страницDialnet AplicacionDeSeisSigmaEnUnaMicroempresaDelRamoAutom 3829811Cezar RicardoОценок пока нет
- Aplicacion de Seis Sigma en Una MicroempresaДокумент8 страницAplicacion de Seis Sigma en Una MicroempresaSteven Luis Maiz CespedesОценок пока нет
- CT U1 - Matematica 4Документ71 страницаCT U1 - Matematica 4margotОценок пока нет
- Autoestima y Seguridad en Si MismoДокумент17 страницAutoestima y Seguridad en Si MismoSebastian G100% (1)
- Motricidad FinaДокумент30 страницMotricidad FinaAlianza Fc50% (2)
- Ex PosicionДокумент40 страницEx PosicionLUCERO SANTANA GALVEZОценок пока нет
- Trabajo Final DegpДокумент18 страницTrabajo Final Degperick glen sullon reateguiОценок пока нет
- Inteligencia Emocional 1Документ11 страницInteligencia Emocional 1Karina Hernández MardonesОценок пока нет
- ANEXO Actividad.Документ6 страницANEXO Actividad.Julio Ernesto TrinidadОценок пока нет
- Mapa - Conceptual - 01 - Instrumento de EvaluaciónДокумент1 страницаMapa - Conceptual - 01 - Instrumento de EvaluaciónBrenda K. González100% (1)
- Perfil Carretera PACHANGARA OYON - UltimoДокумент91 страницаPerfil Carretera PACHANGARA OYON - UltimoVenturo Cordero VillacortaОценок пока нет
- Enfermeria en Atencion PrimariaДокумент57 страницEnfermeria en Atencion PrimariaEfrain UrbaezОценок пока нет
- Ensayo Argumentativo Sobre La Planeación EstratégicaДокумент6 страницEnsayo Argumentativo Sobre La Planeación Estratégicaandres mora50% (2)
- Proceso AdministrativoДокумент4 страницыProceso AdministrativoKerlis MendozaОценок пока нет
- Subsistema Formación, Pedagogía y DidácticaДокумент14 страницSubsistema Formación, Pedagogía y DidácticaGLORIA PATRICIA MORA GARCIAОценок пока нет
- Administracion - Teoria ContingencialДокумент32 страницыAdministracion - Teoria ContingencialGuillermo HarnischОценок пока нет
- Clase 0 Análisis de Datos CuantitativosДокумент26 страницClase 0 Análisis de Datos CuantitativosMakapioc GSОценок пока нет
- Guía de Actividades - Tarea 1 - Comprender Los Principios de La Biología CelularДокумент9 страницGuía de Actividades - Tarea 1 - Comprender Los Principios de La Biología Celularyenidfer parraОценок пока нет
- Desafíos Éticos de La IngenieríaДокумент5 страницDesafíos Éticos de La Ingenieríasileste1991Оценок пока нет
- Universidad Nacional Experimental Politécnica de La Fuerza ArmadaДокумент6 страницUniversidad Nacional Experimental Politécnica de La Fuerza ArmadaRicardo PalmaОценок пока нет
- Diario Oficial: para Consulta LegalДокумент260 страницDiario Oficial: para Consulta LegalMarco AlvarezОценок пока нет
- Pensamiento SistemicoДокумент16 страницPensamiento Sistemicoalejandro inostrozaОценок пока нет
- Actividad 4 "Estudio de Caso de Empresa"Документ14 страницActividad 4 "Estudio de Caso de Empresa"tatianaОценок пока нет
- Modulo 2Документ13 страницModulo 2Mayra PouОценок пока нет
- Tarea 2 - PERFIL PROFESIONALДокумент5 страницTarea 2 - PERFIL PROFESIONALJANNY MARCELA OROBIO MARTINEZ0% (1)
- Evaluacion Del Primer Parcial 10 AДокумент1 страницаEvaluacion Del Primer Parcial 10 ARicardo SacotoОценок пока нет
- Pensum de EstudiosДокумент1 страницаPensum de EstudiosAli RojasОценок пока нет