Вам также может понравиться
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Procesos de Soldadura PDFДокумент37 страницProcesos de Soldadura PDFfernando100% (1)
- Procesos de SoldaduraДокумент7 страницProcesos de SoldaduraLeonardo Fabio Jimenez Geraldino100% (1)
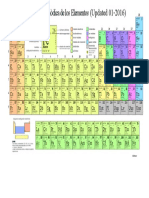
- Tabla Periodica Actualizada 2016 UpdatedДокумент1 страницаTabla Periodica Actualizada 2016 UpdatedAle Bu100% (1)
- Soldadura ElectricaДокумент26 страницSoldadura ElectricaLuisana Paola Revilla Veloz100% (1)
- Soldadura SAWДокумент21 страницаSoldadura SAWAntonio GarciaОценок пока нет
- Estructura Cristalina de Los MetalesДокумент68 страницEstructura Cristalina de Los MetalesVíctor Sandovsky50% (2)
- FCAW - La Soldadura Por Arco Con Núcleo de FlujoДокумент27 страницFCAW - La Soldadura Por Arco Con Núcleo de FlujoISAI KEOMA CHIRINOS DIAZОценок пока нет
- Cristales DefectosДокумент21 страницаCristales DefectosMario ManciaОценок пока нет
- Proceso de Soldadura - SawДокумент8 страницProceso de Soldadura - SawMiguel Canahuire MamaniОценок пока нет
- Soldadura Por Arco Sumergido Saw PresentacionДокумент45 страницSoldadura Por Arco Sumergido Saw PresentacionHectorLópezОценок пока нет
- Tipos de SoldaduraДокумент8 страницTipos de SoldaduraYackeline Galvez RamosОценок пока нет
- Cartilla de SoldaduraДокумент24 страницыCartilla de SoldaduraLuis Quintana GodoyОценок пока нет
- 10-Modelos Depositos EpitermalesДокумент38 страниц10-Modelos Depositos EpitermalesdimisilvaОценок пока нет
- Práctica 2 - SoldaduraДокумент13 страницPráctica 2 - SoldaduraErick ToazaОценок пока нет
- Soldadura Mig Mag II Sem S-1 (202220)Документ43 страницыSoldadura Mig Mag II Sem S-1 (202220)Dany YordanОценок пока нет
- Procesos de Soldadura (SMAW-GTAW-GMAW-SAW)Документ46 страницProcesos de Soldadura (SMAW-GTAW-GMAW-SAW)Elvis Diaz100% (1)
- EXTRACCION POR ARRASTRE DE VAPOR DE ACEITE ESENCIAL DE MOLLEДокумент11 страницEXTRACCION POR ARRASTRE DE VAPOR DE ACEITE ESENCIAL DE MOLLELauraGarciaAyalaОценок пока нет
- Soldadura SmauwДокумент27 страницSoldadura SmauwSantiago Orozco100% (1)
- Capacitación SAW Memorias - CinsaДокумент13 страницCapacitación SAW Memorias - Cinsajimmyrojas1980100% (1)
- Prevencion de Riesgos en La Industria de La Madera y El PapelДокумент12 страницPrevencion de Riesgos en La Industria de La Madera y El PapelLauraGarciaAyalaОценок пока нет
- Procesos de Soldadura Carta MaestraДокумент6 страницProcesos de Soldadura Carta MaestraRiqueoZamevarОценок пока нет
- Soldadura por arco con electrodo revestido (SMAWДокумент157 страницSoldadura por arco con electrodo revestido (SMAWLimbert Ramos RicaldeОценок пока нет
- SAW. Soldeo por arco sumergidoДокумент21 страницаSAW. Soldeo por arco sumergidoAntonio GarciaОценок пока нет
- Universidad tecnológica de PanamáДокумент6 страницUniversidad tecnológica de PanamáYoHoNiGОценок пока нет
- Procedimientos y tipos de soldadura en construcciónДокумент25 страницProcedimientos y tipos de soldadura en construccióndsgonzalez59 dsgonzalez59Оценок пока нет
- Actividad 4.4 Ensamble PermanenteДокумент41 страницаActividad 4.4 Ensamble PermanenteMagaly JácomeОценок пока нет
- Shifu 11Документ3 страницыShifu 11Mr.KeptchopОценок пока нет
- FCAWДокумент8 страницFCAWMaritza100% (1)
- Diapo ManufacturaДокумент22 страницыDiapo ManufacturaMANUEL ESPINOZAОценок пока нет
- Taller II Clasificacion Segun Proceso de Soldadura Trim II 2023Документ26 страницTaller II Clasificacion Segun Proceso de Soldadura Trim II 2023aNDDRS kokerОценок пока нет
- Historia de La SoldaduraДокумент13 страницHistoria de La SoldaduraЕнисей РозыОценок пока нет
- Procesos de SoldaduraДокумент25 страницProcesos de SoldaduraJesus Paniagua MontielОценок пока нет
- PRACTICA N 4 Soldadura Arco ElectricoДокумент7 страницPRACTICA N 4 Soldadura Arco ElectricoFranklinОценок пока нет
- SkereДокумент10 страницSkereJean Aymar Aquino naupariОценок пока нет
- Clase Soldadura 3Документ38 страницClase Soldadura 3Fernando Manuel Avendaño MendozaОценок пока нет
- Historia de LaДокумент15 страницHistoria de LaOscar Moreno ConstenlaОценок пока нет
- Laboratorio de Soldadura 1Документ4 страницыLaboratorio de Soldadura 1Liz Valdivia TitoОценок пока нет
- Historia de La SoldaduraДокумент5 страницHistoria de La SoldaduraGioPeñaОценок пока нет
- Procesos de SoldaduraДокумент6 страницProcesos de SoldaduraantoniosofwareОценок пока нет
- Soldaduras EspecialesДокумент29 страницSoldaduras EspecialesAlan Peña67% (12)
- Guia de Aprendizaje Proceso Smaw Actividad #2Документ4 страницыGuia de Aprendizaje Proceso Smaw Actividad #2MILENA MARIA BERRIO CARDENASОценок пока нет
- El Proceso SmawwwДокумент12 страницEl Proceso Smawwwnahum moralesОценок пока нет
- Pres Procesos de Soldadura QA QC 201720Документ118 страницPres Procesos de Soldadura QA QC 201720Javier OrtizОценок пока нет
- Trabajo Colaborativo Soldadura AutomaticaДокумент10 страницTrabajo Colaborativo Soldadura AutomaticaJean Aymar Aquino naupariОценок пока нет
- Trabajo de SoldaduraДокумент18 страницTrabajo de SoldaduraFrancisco ArancibiaОценок пока нет
- Procesos de soldadura, plegado y laminadoДокумент39 страницProcesos de soldadura, plegado y laminadoRodriGuzmánAriasОценок пока нет
- Principios del proceso de soldadura MIG/MAGДокумент8 страницPrincipios del proceso de soldadura MIG/MAGPatrickGustavoSuyoMarinОценок пока нет
- Soldadura MIG/MAGДокумент10 страницSoldadura MIG/MAGMARLEIDYОценок пока нет
- Exposicion CNC Soldadura MIG-MAGДокумент27 страницExposicion CNC Soldadura MIG-MAGSalazarJesusОценок пока нет
- Corta y Suelada Trabajo 3Документ14 страницCorta y Suelada Trabajo 3Andy HernándezОценок пока нет
- 5 Procesos de Union de MetalesДокумент43 страницы5 Procesos de Union de MetalesNATALIA CORRAL VERAОценок пока нет
- Soldadura TIG GENERALДокумент80 страницSoldadura TIG GENERALsullana.marvisurОценок пока нет
- Cuáles Son Los Procesos de SoldaduraДокумент7 страницCuáles Son Los Procesos de SoldaduraCarlos Juan Quispe MartinezОценок пока нет
- Informe Soldadura Tarea 6Документ4 страницыInforme Soldadura Tarea 6jeferson jefersonОценок пока нет
- Procesos de Soldadura IndustrialДокумент5 страницProcesos de Soldadura IndustrialItzae Hernandez LugoОценок пока нет
- INTRODUCCION SoldДокумент14 страницINTRODUCCION SoldJhoakin Santiago Espinoza PintoОценок пока нет
- Nomenclatura de Electrodos y Procesos de SoldaduraДокумент6 страницNomenclatura de Electrodos y Procesos de SoldaduraDanny RepОценок пока нет
- Tec. de La Soldadura U2 AVДокумент13 страницTec. de La Soldadura U2 AVAlan VargasОценок пока нет
- Unidad 2 Soldadura Al Arco Manual 2Документ22 страницыUnidad 2 Soldadura Al Arco Manual 2Fco UrrutiaОценок пока нет
- Procesos de soldadura 2011Документ109 страницProcesos de soldadura 2011Juan Carlos Soto OrihuelaОценок пока нет
- Parcial N°1Документ12 страницParcial N°1Yonis MonroyОценок пока нет
- Proceso GMAW 2015Документ17 страницProceso GMAW 2015gabri1992Оценок пока нет
- Procesos de soldadura más comunesДокумент12 страницProcesos de soldadura más comunesAbraham Castro MtzОценок пока нет
- IGUBA - Soldaduras SNAW 2020Документ66 страницIGUBA - Soldaduras SNAW 2020Manuel LiñeiroОценок пока нет
- DescripciónДокумент14 страницDescripciónGuido Wilian Quispe ApazaОценок пока нет
- SmawДокумент19 страницSmawAdonis laraОценок пока нет
- La PapaДокумент19 страницLa PapaLauraGarciaAyalaОценок пока нет
- CLOROДокумент4 страницыCLOROLauraGarciaAyalaОценок пока нет
- Extraccion Acido Carminico Laura Garcia AyalaДокумент9 страницExtraccion Acido Carminico Laura Garcia AyalaLauraGarciaAyalaОценок пока нет
- Bolivia Es Un País Con Muy Pequeñas Industrias Productoras de Sustancias QuímicasДокумент1 страницаBolivia Es Un País Con Muy Pequeñas Industrias Productoras de Sustancias QuímicasLauraGarciaAyalaОценок пока нет
- Gu A RiesgosSeguridadДокумент18 страницGu A RiesgosSeguridadJose Oscanoa VicenteОценок пока нет
- Tarea 4Документ1 страницаTarea 4LauraGarciaAyalaОценок пока нет
- Capitulo 3 Sistemas de CloracionДокумент35 страницCapitulo 3 Sistemas de Cloraciondeividban100% (6)
- Bolivia Es Un País Con Muy Pequeñas Industrias Productoras de Sustancias QuímicasДокумент1 страницаBolivia Es Un País Con Muy Pequeñas Industrias Productoras de Sustancias QuímicasLauraGarciaAyalaОценок пока нет
- Obtención de xantofilas por cristalización: explicación, usos y aplicacionesДокумент5 страницObtención de xantofilas por cristalización: explicación, usos y aplicacionesLauraGarciaAyalaОценок пока нет
- Proceso extracción ácido carmínico cochinillaДокумент21 страницаProceso extracción ácido carmínico cochinillaLauraGarciaAyalaОценок пока нет
- RiesgoДокумент6 страницRiesgoLauraGarciaAyalaОценок пока нет
- Ingeniería de SeguridadДокумент1 страницаIngeniería de SeguridadLauraGarciaAyalaОценок пока нет
- Intro ProcesosДокумент48 страницIntro Procesoscarlos Rodriguez100% (1)
- Definicion Grado de Separacion LAURA GARCIA AYALAДокумент3 страницыDefinicion Grado de Separacion LAURA GARCIA AYALALauraGarciaAyalaОценок пока нет
- Ley de Rittinger Laura Garcia AyalaДокумент4 страницыLey de Rittinger Laura Garcia AyalaLauraGarciaAyala0% (1)
- Auxiliar No 2Документ10 страницAuxiliar No 2Daniel Calderon EspindolaОценок пока нет
- Extraccion Aceite de MolleДокумент10 страницExtraccion Aceite de MolleLauraGarciaAyalaОценок пока нет
- Las 5 Reglas de Oro de Seguridad ElectricaДокумент2 страницыLas 5 Reglas de Oro de Seguridad ElectricahokeikОценок пока нет
- Proceso extracción ácido carmínico cochinillaДокумент21 страницаProceso extracción ácido carmínico cochinillaLauraGarciaAyalaОценок пока нет
- Lab Ope 2 Primer InformeДокумент1 страницаLab Ope 2 Primer InformeLauraGarciaAyalaОценок пока нет
- Extraccion Acido Carminico Laura Garcia AyalaДокумент9 страницExtraccion Acido Carminico Laura Garcia AyalaLauraGarciaAyalaОценок пока нет
- Normativa boliviana HSEДокумент4 страницыNormativa boliviana HSELauraGarciaAyalaОценок пока нет
- 28TM2003I0007Документ43 страницы28TM2003I0007CristianAlexGrijalbaMuñozОценок пока нет
- Normativa boliviana HSEДокумент4 страницыNormativa boliviana HSELauraGarciaAyalaОценок пока нет
- Lab Ope 2 Primer InformeДокумент1 страницаLab Ope 2 Primer InformeLauraGarciaAyalaОценок пока нет
- Obtencion Aceite Esencial LavandaДокумент7 страницObtencion Aceite Esencial LavandaLauraGarciaAyalaОценок пока нет
- Ley de Rittinger Laura Garcia AyalaДокумент4 страницыLey de Rittinger Laura Garcia AyalaLauraGarciaAyala0% (1)
- Materiales ingeniería selecciónДокумент15 страницMateriales ingeniería selecciónDaark KniightОценок пока нет
- Brochure Industria Del AceroДокумент3 страницыBrochure Industria Del AceroEduardo Saúl TapiaОценок пока нет
- Diferencia Entre Altos Hornos y Hornos de AceríaДокумент5 страницDiferencia Entre Altos Hornos y Hornos de AceríaDale Leon33% (3)
- Catalogo PDFДокумент115 страницCatalogo PDFJorge GutierrezОценок пока нет
- Convertidor LDДокумент14 страницConvertidor LDJjmc JjmcОценок пока нет
- Análisis Producción Minera Del Estado Táchira en El Período 1990-1998.Документ17 страницAnálisis Producción Minera Del Estado Táchira en El Período 1990-1998.Humberto José Cárdenas Egui0% (1)
- Barrena IntegralДокумент6 страницBarrena IntegralOscar Mamani Layme100% (1)
- Yacimientos Sedimentarios DetríticosДокумент21 страницаYacimientos Sedimentarios DetríticosKathizita Florez100% (1)
- Practica 2 LibroДокумент5 страницPractica 2 LibroerickitoelingОценок пока нет
- Sociedad Minera El BrocalДокумент5 страницSociedad Minera El BrocalKevin EduardoОценок пока нет
- Ejer Formu 4Документ12 страницEjer Formu 4EОценок пока нет
- Definición de MetalesДокумент4 страницыDefinición de MetalescatitaxthОценок пока нет
- La Función Del Galvanizado Es Proteger La Superficie Del Metal Sobre El Cual Se Realiza El ProcesoДокумент1 страницаLa Función Del Galvanizado Es Proteger La Superficie Del Metal Sobre El Cual Se Realiza El ProcesoArley CortésОценок пока нет
- FUSIÓN MINERAL CALCOPIRITAДокумент12 страницFUSIÓN MINERAL CALCOPIRITAJohn ReyesОценок пока нет
- Abrazaderas-Soporte para TubosДокумент8 страницAbrazaderas-Soporte para TubosBACRUFLEXОценок пока нет
- REVENIDO Ciencias de MaterialesДокумент10 страницREVENIDO Ciencias de MaterialesFabian SichiquiОценок пока нет
- Pesos Especificos Materiales de ConstrucciònДокумент4 страницыPesos Especificos Materiales de ConstrucciònErick Sanchez CordovaОценок пока нет
- SoldaduraДокумент54 страницыSoldaduraRefinero100% (1)
- 1.b Fundamentos de LixiviacionДокумент51 страница1.b Fundamentos de LixiviacionRicardo CaroОценок пока нет
- Monografia Horno CubiloteДокумент9 страницMonografia Horno CubiloteDavid VargasОценок пока нет
- Inf CalpaДокумент6 страницInf CalpadalcocerОценок пока нет
- Cambio de Reactivos en FlotacionДокумент16 страницCambio de Reactivos en FlotacionlizzzzzyyyyyОценок пока нет
- I InformaciónДокумент64 страницыI InformaciónAlex VelillaОценок пока нет
- Metales (Apunte)Документ5 страницMetales (Apunte)arquitectura1cervОценок пока нет