Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Spray Drying PlantsДокумент3 страницыSpray Drying PlantsRafeek ShaikhОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- 125k Receiver DataДокумент2 страницы125k Receiver DataRafeek ShaikhОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Related FormulaДокумент279 страницRelated FormulaRafeek ShaikhОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- THE SECRETS OUT - How To Hack Yahoo PasswordsДокумент1 страницаTHE SECRETS OUT - How To Hack Yahoo PasswordsRafeek ShaikhОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Agitator Vessel Design Costing50klДокумент1 страницаAgitator Vessel Design Costing50klRafeek ShaikhОценок пока нет
- Chip Plus Handson With Ms WordДокумент50 страницChip Plus Handson With Ms Wordknlyadav8463Оценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Storage Tank Design Calculation - Api 650: Open Cone-RoofДокумент1 страницаStorage Tank Design Calculation - Api 650: Open Cone-RoofRafeek ShaikhОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Bom List50klДокумент3 страницыBom List50klRafeek ShaikhОценок пока нет
- 50kl Cost Estimation of Storage TankДокумент1 страница50kl Cost Estimation of Storage TankRafeek ShaikhОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- New 30 KL green silica vessel projectДокумент2 страницыNew 30 KL green silica vessel projectRafeek ShaikhОценок пока нет
- Painting Work Inquiry-20121205-235314Документ2 страницыPainting Work Inquiry-20121205-235314Rafeek ShaikhОценок пока нет
- Standard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Документ2 страницыStandard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Rafeek ShaikhОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- MYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004Документ7 страницMYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004gopi100% (2)
- Virus CodeДокумент1 страницаVirus CodeRafeek ShaikhОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Autocad TricksДокумент1 страницаAutocad TricksRafeek ShaikhОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- MKM Solutions Plastic Pyrolysis Plant: Other ProductsДокумент4 страницыMKM Solutions Plastic Pyrolysis Plant: Other ProductsRafeek ShaikhОценок пока нет
- Ra BillДокумент1 страницаRa BillRafeek ShaikhОценок пока нет
- Rotary Dryer Design & Working PrincipleДокумент12 страницRotary Dryer Design & Working PrincipleRafeek ShaikhОценок пока нет
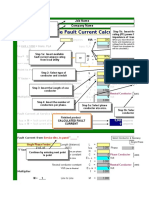
- Calculating Fault CurrentДокумент8 страницCalculating Fault Currentenghassanain6486Оценок пока нет
- Minimum Insulation Resistance Values GuideДокумент37 страницMinimum Insulation Resistance Values GuideHilmy FadlyОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Pharma Co ListДокумент7 страницPharma Co ListRafeek ShaikhОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Battery Sizing CalculatorДокумент6 страницBattery Sizing Calculatormfisol2000Оценок пока нет
- Jdi-L11 Liaquat Engineering WorksДокумент21 страницаJdi-L11 Liaquat Engineering WorksRafeek ShaikhОценок пока нет
- Electrical Panel Load Calculation 22 8 12Документ33 страницыElectrical Panel Load Calculation 22 8 12vicent johnОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Faizaan 5kl With Distillation UnitДокумент2 страницыFaizaan 5kl With Distillation UnitRafeek ShaikhОценок пока нет
- Motor Power and TorqueДокумент4 страницыMotor Power and Torquepippo2378793Оценок пока нет
- Home Electrical Bill / Energy Consumption / Electrical Load CalculatorДокумент21 страницаHome Electrical Bill / Energy Consumption / Electrical Load Calculatorsrabon1059Оценок пока нет
- Calculations on an adiabatic continuous dryer processДокумент11 страницCalculations on an adiabatic continuous dryer processBülent KabadayiОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewДокумент1 страницаASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewRafeek ShaikhОценок пока нет
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewДокумент55 страницASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewAravindan Ganesh KumarОценок пока нет
- New Steel Construction Technical Digest 2019Документ32 страницыNew Steel Construction Technical Digest 2019tein teinОценок пока нет
- Benjamin, Barkley Accepted Thesis 04-25-13 FA 13Документ64 страницыBenjamin, Barkley Accepted Thesis 04-25-13 FA 13eliasОценок пока нет
- Byk Ts-A5 Putties enДокумент6 страницByk Ts-A5 Putties enSebastian GonzalezОценок пока нет
- Bismuth TellurideДокумент6 страницBismuth Tellurideramin pouriaОценок пока нет
- WPS - 006Документ13 страницWPS - 006MAT-LIONОценок пока нет
- Design of an Ice PlantДокумент30 страницDesign of an Ice PlantJonan TutaanОценок пока нет
- Concrete reinforcement ratio calculation and stress analysisДокумент36 страницConcrete reinforcement ratio calculation and stress analysisMifthah Reino AnantaОценок пока нет
- Christiaan HuygensДокумент3 страницыChristiaan HuygenssarayooОценок пока нет
- Design of Concrete Structures 15th Edition Ebook PDFДокумент61 страницаDesign of Concrete Structures 15th Edition Ebook PDFmario.becker25297% (37)
- Plant Utilities - Instrument Air Systems PDFДокумент5 страницPlant Utilities - Instrument Air Systems PDFAnurag TripathiОценок пока нет
- Light Soaking ChamberДокумент3 страницыLight Soaking ChamberUmer MahmoodОценок пока нет
- HMT - Docx SSVДокумент2 страницыHMT - Docx SSVcyberlogxОценок пока нет
- Cold Formed Purlin - CДокумент12 страницCold Formed Purlin - CHarjasa AdhiОценок пока нет
- REHOLOGYДокумент20 страницREHOLOGYGABRIELLA SOUZAОценок пока нет
- Distinguishing Between Ionic and Covalent Compounds LabДокумент3 страницыDistinguishing Between Ionic and Covalent Compounds LabSamuelОценок пока нет
- Applications of Thermo Gravimetric Analysis (Tga)Документ13 страницApplications of Thermo Gravimetric Analysis (Tga)Usman GhaniОценок пока нет
- Tecco System: Ruvolum Workshop - Armin RodunerДокумент95 страницTecco System: Ruvolum Workshop - Armin RodunerNam TrinhОценок пока нет
- App C PDFДокумент2 страницыApp C PDFRustika SafitriОценок пока нет
- DynamicsДокумент15 страницDynamicstomtom9649100% (4)
- Phy 9 Ans SchandДокумент115 страницPhy 9 Ans SchandAmit KumarОценок пока нет
- Phase Diagram Analysis of Metal AlloysДокумент20 страницPhase Diagram Analysis of Metal AlloysMuhd AriffОценок пока нет
- Phase Equilibrium: Phases, Components, and Degrees of FreedomДокумент69 страницPhase Equilibrium: Phases, Components, and Degrees of FreedomSyahirah FazialОценок пока нет
- Tuao Vocational and Technical School Senior High School DepartmentДокумент9 страницTuao Vocational and Technical School Senior High School DepartmentMarvelyn Maneclang CatubagОценок пока нет
- 4th International Conference On Thermal Equipment, Renewable Energy and Rural Development PDFДокумент500 страниц4th International Conference On Thermal Equipment, Renewable Energy and Rural Development PDFMittapalli SaikiranОценок пока нет
- Solid State 1 MR DavidДокумент188 страницSolid State 1 MR Davidfrank samndomiОценок пока нет
- Putro 2017Документ93 страницыPutro 2017Yon tinyayaОценок пока нет
- Determination of Lightfastness (According To Iso 12040) 2.3.2.1Документ2 страницыDetermination of Lightfastness (According To Iso 12040) 2.3.2.1marinaОценок пока нет
- Assignment in Advance WeldingДокумент10 страницAssignment in Advance WeldingShabbir WahabОценок пока нет
- Case Study DELHAIZE ZELLIK ENG PDFДокумент2 страницыCase Study DELHAIZE ZELLIK ENG PDFhonghai_dlОценок пока нет
- Tugasan BDC4013 - Sem 2 0809Документ4 страницыTugasan BDC4013 - Sem 2 0809Shinee JayasilanОценок пока нет
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)