Вам также может понравиться
- Ashok LeylandДокумент22 страницыAshok LeylandKopal Jain33% (3)
- Supply Chain Management Tata MotorДокумент25 страницSupply Chain Management Tata MotorArpit JaiswalОценок пока нет
- Supply Chain Management Tata Motor PDFДокумент30 страницSupply Chain Management Tata Motor PDFChibi RajaОценок пока нет
- SCM Project Report PartA - 1Документ7 страницSCM Project Report PartA - 1Rohit GuptaОценок пока нет
- MULДокумент4 страницыMULAbhishek BvОценок пока нет
- Supply Chain of Tata MotorsДокумент6 страницSupply Chain of Tata MotorsMahesh Arumugam0% (1)
- Tata Motors LTD Research PaperДокумент12 страницTata Motors LTD Research Papernitinsuba1980100% (1)
- Tata Motors LTD.: Sap Erp Is AnДокумент2 страницыTata Motors LTD.: Sap Erp Is Anaman bhargavОценок пока нет
- Supply Chain Management - MSILДокумент15 страницSupply Chain Management - MSILGajananОценок пока нет
- Supply Chain Tata MotorsДокумент4 страницыSupply Chain Tata MotorsAditya Khunteta0% (1)
- Tata MotorsДокумент11 страницTata MotorsLaxmi Priya0% (1)
- Tata Motors: Supply Chain Analysis SC Cycles Location of Push/ Pull BoundaryДокумент7 страницTata Motors: Supply Chain Analysis SC Cycles Location of Push/ Pull BoundaryLaxmi PriyaОценок пока нет
- Competitor Analysis of Tata MotorsДокумент9 страницCompetitor Analysis of Tata MotorsDevanshi AroraОценок пока нет
- TATA Motors ValuechainДокумент24 страницыTATA Motors ValuechainBhawana SinhaОценок пока нет
- Ren Ault KwidДокумент9 страницRen Ault KwidSwarojit SharmaОценок пока нет
- Modal Solution - Assessment 1Документ6 страницModal Solution - Assessment 1Nagaraj BabuОценок пока нет
- Logistics of Maruti SuzukiДокумент13 страницLogistics of Maruti SuzukiRohit Gupta33% (6)
- Growing Pains: Tata MotorsДокумент5 страницGrowing Pains: Tata MotorsNaseem AhmadОценок пока нет
- Marketing Management - 1 AssignmentДокумент20 страницMarketing Management - 1 AssignmentBellapu Durga vara prasadОценок пока нет
- The Titan StoryДокумент63 страницыThe Titan Storyjaspi4u100% (2)
- Assessment - 1 - Operations - Supply - Chain - Management PGPMex PDFДокумент13 страницAssessment - 1 - Operations - Supply - Chain - Management PGPMex PDFBhoomi GoyalОценок пока нет
- TATA and Maruti MainДокумент15 страницTATA and Maruti MainChetna SalhotraОценок пока нет
- Suppy Chain Management of Maruti SuzukiДокумент71 страницаSuppy Chain Management of Maruti SuzukiDeepak Singh0% (2)
- Priority Rules: Job Process Time Due by CRДокумент8 страницPriority Rules: Job Process Time Due by CRSubburaj BJP100% (3)
- SCM MahindraДокумент19 страницSCM MahindraSiddharthThaparОценок пока нет
- SBM Case AnalysisДокумент6 страницSBM Case AnalysisBharath RajeevОценок пока нет
- Tata Motors Case StudyДокумент16 страницTata Motors Case StudyAnonymous RoAnGpA100% (1)
- ERP Implementation at Tata MotorsДокумент8 страницERP Implementation at Tata MotorsDipesh Kr MahatoОценок пока нет
- Managerial Economics Assessment-2: Model SolutionДокумент10 страницManagerial Economics Assessment-2: Model SolutionR K SinghОценок пока нет
- Maruti Suzuki Sales and DistributionДокумент21 страницаMaruti Suzuki Sales and DistributionSamarth Bhardwaj0% (1)
- Final Report Passenger CarsДокумент20 страницFinal Report Passenger CarsAditya Nagpal100% (1)
- Assesment 2finalДокумент21 страницаAssesment 2finalrajeshkinger_199450% (2)
- Strategic Management Assignment #1A: Akshat BansalДокумент8 страницStrategic Management Assignment #1A: Akshat BansalAkshat BansalОценок пока нет
- PESTEL Analysis of Mother EarthДокумент9 страницPESTEL Analysis of Mother EarthSreyasОценок пока нет
- Marketing Mix of TATA MOTORS: 1. ProductДокумент5 страницMarketing Mix of TATA MOTORS: 1. ProductArpit JaiswalОценок пока нет
- Gemini PPT 1Документ21 страницаGemini PPT 1Bhanu NirwanОценок пока нет
- Indigo Airlines Value Chain: Firm Infrastructure HRM TechnologyДокумент1 страницаIndigo Airlines Value Chain: Firm Infrastructure HRM Technologyipsa100% (1)
- It in Supply Chain Mgt.Документ5 страницIt in Supply Chain Mgt.VikasSharmaОценок пока нет
- Maruti Suzuki STRATEGIC MANAGEMENTДокумент3 страницыMaruti Suzuki STRATEGIC MANAGEMENTAnkit Bhatnagar50% (2)
- Tyre Indusrty - 5 ForcesДокумент3 страницыTyre Indusrty - 5 ForcesRini RafiОценок пока нет
- Titan Distribution ChannelДокумент10 страницTitan Distribution Channelprahladagarwal50% (4)
- Supply Chain ManagementДокумент28 страницSupply Chain ManagementRavi SetiaОценок пока нет
- SGC Report Maruti SuzukiДокумент18 страницSGC Report Maruti SuzukiKehar Singh80% (5)
- Discussion Forum - 2Документ3 страницыDiscussion Forum - 2Srinivasan Narasimman100% (1)
- Strategic Analysis of Tata MotorsДокумент37 страницStrategic Analysis of Tata MotorsashuОценок пока нет
- Ford KA AssignmentДокумент10 страницFord KA AssignmentAnon 786Оценок пока нет
- Ather Energy Strategy DevelopmentДокумент10 страницAther Energy Strategy DevelopmentMudit Sahai0% (1)
- Supply Chain ManagementДокумент6 страницSupply Chain ManagementAmitОценок пока нет
- OSM Assesment 1Документ3 страницыOSM Assesment 1Subburaj BJP100% (1)
- HR Assignment-2Документ1 страницаHR Assignment-2pp39860% (1)
- Apollo Tyre AssignmentДокумент16 страницApollo Tyre AssignmentShahjahan Alam100% (1)
- Tata Motors Strategic Plan For The FutureДокумент6 страницTata Motors Strategic Plan For The FutureItz PanggingОценок пока нет
- An Outlook On Indian Two Wheeler IndustryДокумент18 страницAn Outlook On Indian Two Wheeler IndustryPankaj Goenka100% (1)
- 7 R's of DSCM - Maruti SuzukiДокумент4 страницы7 R's of DSCM - Maruti SuzukiNitish AgarwalОценок пока нет
- Parle G Sales and DistributionДокумент34 страницыParle G Sales and DistributionShresth KotishОценок пока нет
- Fig No.-1.1 - Automobile Structure: Page - 1Документ6 страницFig No.-1.1 - Automobile Structure: Page - 1Aishwarya ShreeОценок пока нет
- Elementary Operations ManagementДокумент12 страницElementary Operations ManagementDevendra PatidarОценок пока нет
- Or Synopsis 3Документ14 страницOr Synopsis 3Adv Sunil JoshiОценок пока нет
- Presented By, Dinesh Sharma Reg. No. 121GCMA039 RvimДокумент17 страницPresented By, Dinesh Sharma Reg. No. 121GCMA039 RvimDinesh SharmaОценок пока нет
- Enterprise Resource Planning Digital Assignment - 1 Name Shivanandareddy Regno:19MIS0302Документ14 страницEnterprise Resource Planning Digital Assignment - 1 Name Shivanandareddy Regno:19MIS0302Shivareddy 1922Оценок пока нет
- Reseach Methodology - DHLДокумент39 страницReseach Methodology - DHLradium63100% (1)
- Pallet UsageДокумент525 страницPallet UsageNumero UnoОценок пока нет
- Entrepreneur PRODUCT-SERVICE-DEVELOPMENTДокумент8 страницEntrepreneur PRODUCT-SERVICE-DEVELOPMENTsofia loveОценок пока нет
- CSCMP 2006 ToyotaДокумент34 страницыCSCMP 2006 ToyotaSharfudeen ShamsudeenОценок пока нет
- Chapter 1 Introduction To LogisticsДокумент28 страницChapter 1 Introduction To LogisticsJackson Koli100% (1)
- Material Means of TransportationДокумент14 страницMaterial Means of TransportationJSARAYОценок пока нет
- Halliburton Implementing Emerging Technologies PDFДокумент5 страницHalliburton Implementing Emerging Technologies PDFAnonymous kdCb0o9Оценок пока нет
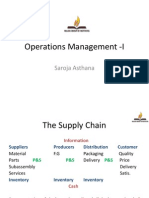
- Operations Management - I: Saroja AsthanaДокумент30 страницOperations Management - I: Saroja AsthanaSumanjit MohantaОценок пока нет
- OM Batch-29 PPTДокумент194 страницыOM Batch-29 PPTManjushaОценок пока нет
- Saudi Railway CompanyДокумент31 страницаSaudi Railway Companyyasir bukhariОценок пока нет
- Seatwork On Global Supply ChainДокумент2 страницыSeatwork On Global Supply Chainvenice cambryОценок пока нет
- Pasig City Bayanihan Sa Daan Sustainable Transport ProgramДокумент13 страницPasig City Bayanihan Sa Daan Sustainable Transport ProgramLibrary MainОценок пока нет
- Caterpillar Uk FactsheetДокумент1 страницаCaterpillar Uk FactsheetrishitОценок пока нет
- Articles 69376 AyalaДокумент13 страницArticles 69376 AyalajongОценок пока нет
- Business Plan For Quad Bike Industry Bus PDFДокумент44 страницыBusiness Plan For Quad Bike Industry Bus PDFRajesh IndukuriОценок пока нет
- Interview PrepДокумент7 страницInterview Prepstephen adamsОценок пока нет
- Effecient Consumer Response PDFДокумент5 страницEffecient Consumer Response PDFDiego OchoaОценок пока нет
- VIP For Capital ProjectsДокумент24 страницыVIP For Capital ProjectsNoman Abu-FarhaОценок пока нет
- Closed Deck Sliding Shoe Sorter Keeps Items From Getting StuckДокумент84 страницыClosed Deck Sliding Shoe Sorter Keeps Items From Getting StuckAnonymous Mz41M0hFxVОценок пока нет
- Inventory Management in Retail OrganizationДокумент12 страницInventory Management in Retail OrganizationAmna AbdallahОценок пока нет
- Supply Chain Manager Competency ModelДокумент13 страницSupply Chain Manager Competency Modeljehana_bethОценок пока нет
- Affari Retail Otorisasi - Xmind AIДокумент1 страницаAffari Retail Otorisasi - Xmind AIhclsoa3Оценок пока нет
- 2023 Answer CHAPTER 7 PDFДокумент19 страниц2023 Answer CHAPTER 7 PDFRianne NavidadОценок пока нет
- 10 Skills LogisticsДокумент3 страницы10 Skills LogisticsredroseОценок пока нет
- Industrial Report On ID Fresh FoodДокумент4 страницыIndustrial Report On ID Fresh Foodarunraj3528Оценок пока нет
- Event ManagementДокумент15 страницEvent ManagementTechniworkОценок пока нет
- SAP S4HANA 2021 Industries BigPicture ExternalДокумент53 страницыSAP S4HANA 2021 Industries BigPicture Externalzulfiqar26Оценок пока нет
- Post Graduate Diploma in Export-Import Management (PGD EXIM)Документ7 страницPost Graduate Diploma in Export-Import Management (PGD EXIM)Xavior PeterОценок пока нет
- Handbook For ISM Audits: Safety Management SystemДокумент27 страницHandbook For ISM Audits: Safety Management SystemRihardsОценок пока нет
- Defining Supply ChainДокумент7 страницDefining Supply ChainGabriel SilvaОценок пока нет